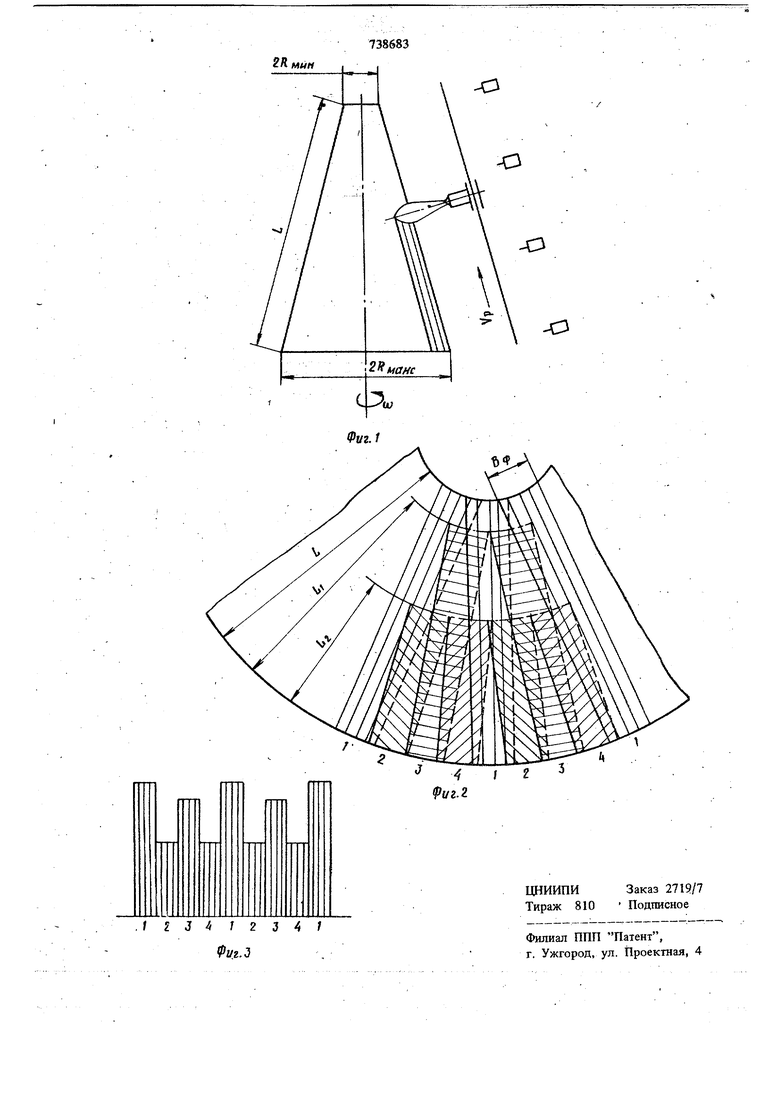
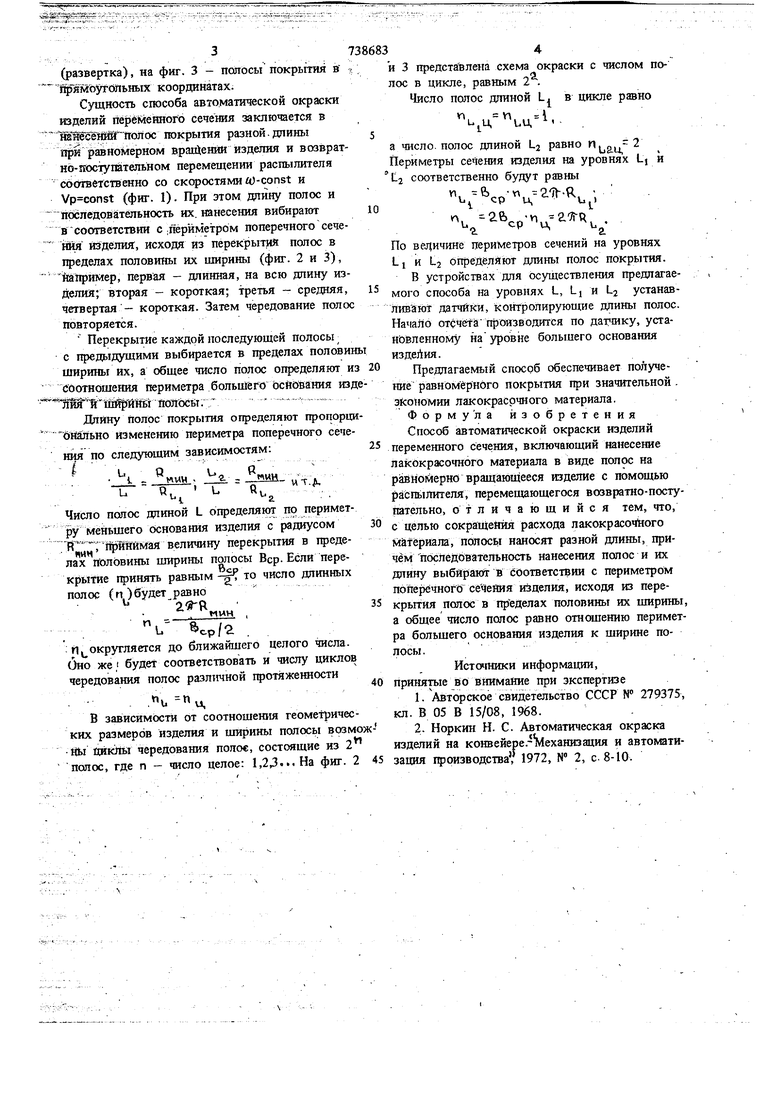
Изобретние касается нанесения покрытий на изделия. Оно может быть использовано при стендовой автоматизированной окраске наружных поверхностей изделий типа тел вращення переменного сечения. Известен способ автоматической -окраски из делий переменного сечения, включающий нанесение материала йа вращающееся изделие с помощью распылителя, перемещающегося по копи РУ 11. Дпя осуществления этого способа требуется сложное оборудование. Известен также способ автоматической окраски изделий переменного сечения, включаю щий нанесение лакокрасочного материала в вид полос на {Равномерно вращающееся изделие с помощью распылителя, перемещающегося возвратно-поступательно 2. Последний способ .наиболее близкий к изобретению. При окраске изделий переменного сечения (конической параболической формы) поэтому способу увегапш вается расход краски за счет числа слоев -покрытия от основания к верщине изделия и ухудшается качество покрытия. Цель изобретения - сокращение расхода лакокрасочных материалов. Для достижения этой цели по способу автоматической окраски изделий переменного сече- . ния, включающему нанесение лакокрасочного материала в виде полос равномерно вращающееся изделие с помощью распылителя, перемещающегося возвратно-поступательно, полосы наносят разной длины, причем последовательность нанесения полос и их длиггу выбирают в соответствии с периметром поперечного сечения изделия, исходя из перекрытия полос в пределах половины их щирига 1, а общее число полос равноотношению периметра большего основания изделия к ширине полосьь Такой способ обеспечивает получение практически равномерного покрытия с перекрытием полос до половины их ширины. Сущность способа поясняется чертежами, где на фиг. 1 представлена схема движения изделия и распылителя в процессе окраски, на фиг. 2 - схема размещения полос покрытия на поверхности изделия переменного сечения 3 (развертка), на фиг. 3 - полосы покрьггия ff (ркмоугопьных координатах. Сущность способа автоматической окраски изделий riepeMciFtHoro сечения заключается в ЧШёёШЁЙГПолос покрытия разной.длины п)рй равномерном изделия и возвратно-поступательном перемещении расга)1лителя соответственно со скоростями ft)-const и Vp const (фиг. 1). При этом длину полос и последовательность их. нанесения вибирают в соответствии с ;Перйметром поперечиого сечения Изделия, исходя из перекрытия полос в пределах половины их ширины (фиг. 2 и 3), йатфимер, первая - длинная, на всю длину изделия; вторая - короткая; третья - средняя, четвертая- короткая. Затем чередование полос повторяется. Перекрытие каждой последующей полосы с предыдущими выбирается в пределах половин ширины их, а общее число полос определяют и соотношения периметра большего ОСЙОВЁНИЯ изд ТШ Г1Шрнь1 ПОЛОСЙ. - .-..,.-. Длину Полос покрытия определяют пропорци бйально Изменению периметра поперечного сечения по следующим зависимостям: - «Ш. «ь. Ь R . Число полос длиной L Определякгт по периметру меньшего Основания изделия с радиусом ;R ;принимая величину перекрытия в тфедеN 1 ПГлах половины ширины полосы Вер. Если перето число длинных кры-гие принять равным полос (п)будет равно г-гя ср/2 : HI округляется до ближайшего целого числа. Оно же/ будет соответствовать и числу циклов чередования полос различной тфотяженности . « U, В зависимости от соотношения геометрических размеров изделия и ширины полосы возмо ЦЫ Ш 1КНь1 чередования полос, состоящие из 2 полос, где п - число целое: 1,2,3... На фиг. 2 и 3 представлена схема окраски с числом полос в цикле, равным 2 . Число полос длиной L, в цикле равно . а число, полос длиной Lj равно i ои Периметры сечения изделия на уровнях Lj и °L2 соответственно будут равны ,. . , По ведичине периметров сечений на уровнях LI и L-2 Определяют длины полос покрытия. В устройствах для осуществления предлагаемого способа на уровнях L, Lj и L2 устанавливагот датчики, контролирующие длины полос. Начало отсчёта производится по , установленному на уровне большего основания издеЛия. Предлагаемый способ обеспечивает получе ше равномерного покрытия при значнггельной. экономии лакокрасочного материала. Формула изобретения Способ автоматической окраски изделий переменного сечения, включающий нанесение лакокрасочного материала в виде полос на равномерно вращающееся изделие с помощью распь1Лителя, перемещающегося возврттно-постугательно, отличающийся тем, что, с целью сокраШения расхода лакокрасочйого материала, полосы наносят разной длины, причём последовательность нанесения полос и их длину выбИранхг в соответствии с периметром поперечного сечения изделия, исходя из перекрытия полос в пределах половины их ширины, а общее число полос равно отношению периметра большего основания изделия к ширине полосы. Источники информации, принятые йО внимание при экспертизе 1.Авторское свидетельство СССР № 279375, кл. В 05 В 15/08, 1968.. 2. Норкин Н. С. Автоматическая окраска .-- «.. изделии на конвеиере.-Механгоадия и автоматизация производства, 1972, № 2, с. 8-10.
мин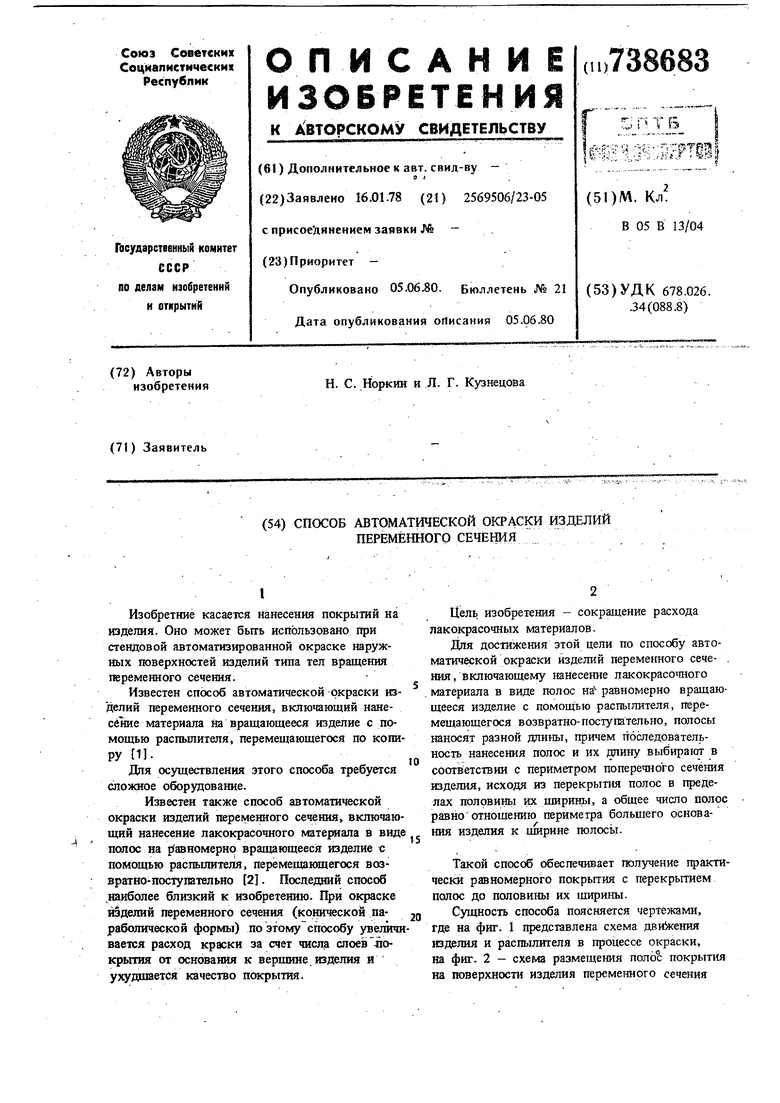
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия | 1978 |
|
SU722589A1 |
| СПОСОБ ОКРАСКИ ТРУБ | 1973 |
|
SU365286A1 |
| Устройство для окраски внутренней поверхности труб | 1976 |
|
SU614824A1 |
| Устройство для многоцветной окраски изделий | 1976 |
|
SU654299A1 |
| Устройство для нанесения покрытия | 1985 |
|
SU1373453A1 |
| Устройство для окраски внутренней поверхности изделий | 1984 |
|
SU1184568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для нанесения покрытий на листовые изделия | 1976 |
|
SU575142A1 |
| Устройство для двусторонней окраски листовых изделий | 1986 |
|
SU1479129A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБОПРОВОДОВ | 2001 |
|
RU2215592C2 |