(54) УСТРОЙСТВО ДЛЯ ОКРАСКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Устройство для нанесения покрытия | 1977 |
|
SU695718A1 |
| Устройство для нанесения покрытия на изделия | 1985 |
|
SU1273178A1 |
| Устройство для нанесения покрытия | 1978 |
|
SU722589A1 |
| Устройство для двусторонней окраски листовых изделий | 1986 |
|
SU1479129A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Устройство для нанесения покрытий | 1980 |
|
SU902848A1 |
| Устройство для окраски внутрен-НЕй пОВЕРХНОСТи издЕлий | 1979 |
|
SU818663A1 |
| Устройство для окраски внутренней поверхности изделий | 1983 |
|
SU1098575A1 |
| Установка для окраски исушки наружных поверхностей трубчатых изделий | 1977 |
|
SU632399A1 |
Изобретение относится к производству длинномерных изделий с антикоррозисшными покрытиями и предназначено для нанесения лакокрасочного покрытия на внутреннюю поверхность длинномерныхj
изделий, например труб.
Известно устройство для окраски внутренних поверхностей изделий, включающее механизм перемещения, установленный на направляиощих, расположенных вдоль to окрашиваемого объекта, Г-образную штангу, смонтированную на механизме перемещения с возмохшостью поворота относительно оси, параллельной оси перемещения окрашиваемого изделия и s оканчивающейся окрасочной голсекой Ij. Наличие щтангй позволяет производить окраску цилиндрических изделий больших диаметров со встроенными конструктивыми элементами, например с кольцевы- 20 мн диафрагмами, но длиной не более 1О-12 метров, так как при больших дданах резко увеличивается орогнб кошш танги и нарушается соосность окрассп- oro узла и окрашиваемого изделня.25
Наиболее близким к сшисываемсму изобретению является устройство для окраски внутренней поеерхяости труб, содержащее основание, блок распылителей, и механизм его перемещения с горизонтально распосаженной цепной передачей. Это устройство достаточно компактно для маломерных изделий, но при окраске изделий более 1О м становится громоздким. Кроме того, длина производственной площади равна почти двсйной длине окрашиваемого взделия 12.
Целью изобретения является обеспечение воэменкности окраски труб длиной, превышающей 2О м- с равномерно установленнымн в них кольцевыми диафрагмами
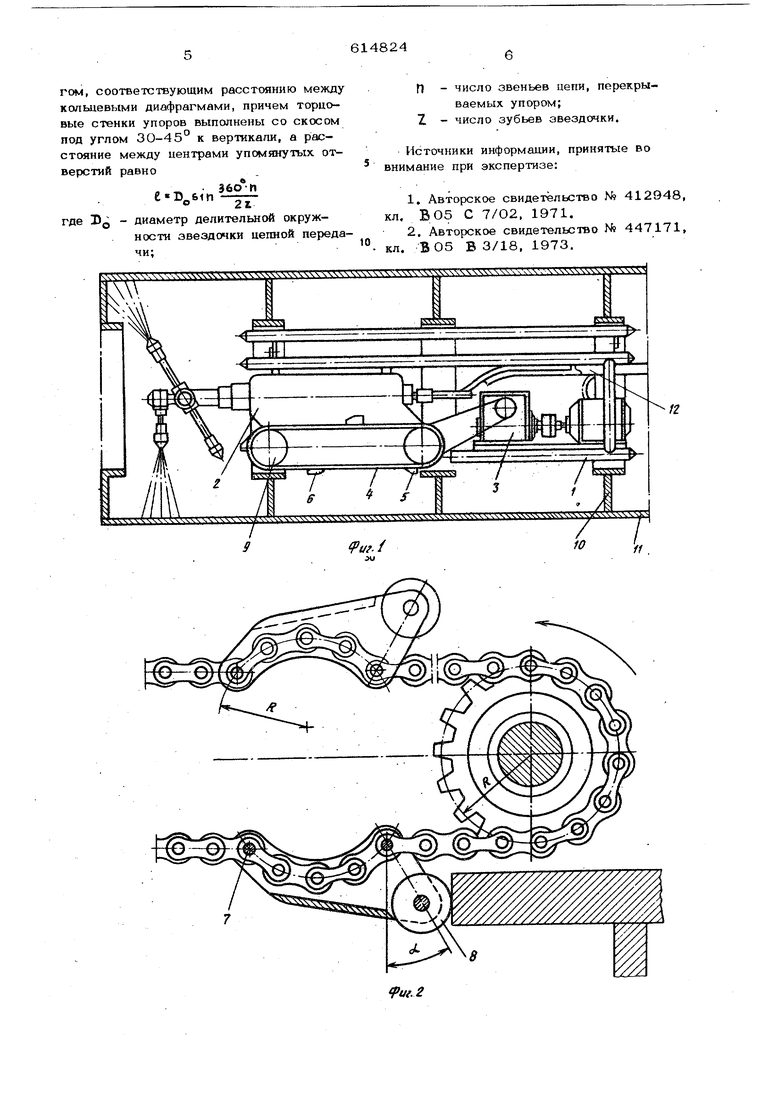
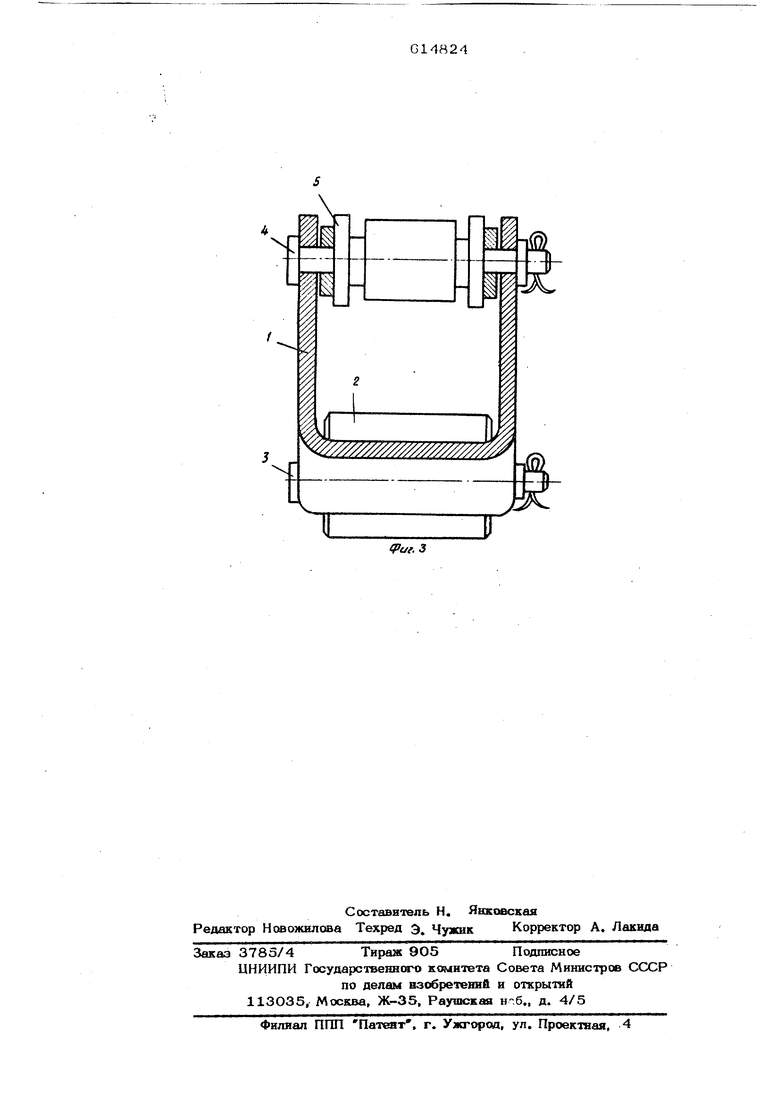
Укаавамая цель достигается тем, что уотрсйство снабжено П-образными, имвкхаемн установочные отверстия упорамв, зац)еш1енными на звеньях цепной передача с шагом, соответствующим расстоянию кольцевыми диафрагмами, пршем торпгазые стенки у порею выполнены со скосом поп утаом к вертикали.а расстояние между центрами отверстий равно где BO - диаметр делительнсй окружности звездочки uemjoft пер дачи; П - число звеньев цепи, перекрываемых упором; 1, - число зубьев зввадсинш. На фиг, 1 изображен обший вид устройства, установленного в окршпиваемой трубе; на фиг, 2 - крепление упоров; на фиг, 3 - поперечный эрез упора. Устройство содержит основание 1, блок распылителей 2, меха1шзм его перемещения 3 с горизонтально расположенной цепной передачей, (цепью) 4, на звеньях которой закреплены П-образные упоры 5 и 6 прямого и обратного ходов имеющие установочные отверстия 7 и ро лики 8, Цепь натянута на звездочки 9. Для обеспечения попадания перекрыва мых упорами 5 и 6 звеньев цепи 4 в . зубья звездочек 9 расстояние между уст новочными отверстиями 7 упоров должно быть равно 3)д - диаметр делительной окружнос ти звездочки; ц - число звеньев цепи, перекрьша мых упором; Z - число зубьев звездочки. Для обеспечения надежного контакта между упорами 5 и 6 с кольцевой диафрагмой 10 окрашиваемой трубы 11 и компенсацией угла подъема заднего конца упора торцевые стенки его выполнены со скосом под углом ЗО-45 к вертикали. Устройство содержит также комплект электрокабелей и шлангов для подвода сжатого воздуха 12, Работает устройство следующим обра зом. При включе1гаи механизма перемещени 3 на прямой ход звездочки 9 получают от него вращение и приводят в движение цепь 4, которая своим упором 5 пря мого хода упирается в торец кольцевой диафрагмы 10 и трубы 11, Возникающая при этом сила сопротивления упору пере мещает устройство в прямом направлегш которое при этом скользит трубчатыми направляющими своего основания 1 по диафрагмам 10, Это перемещение продолжается до тех, пор, пока под воздейст пааа г iiiAir ет из зацепления с торцом кольцевой иафрагмы 1О, Но в этот момент к тору последующей диафрагмы подойдет второй упор 5 прямого хода и перемещение устройства будет продолжено. Одновременно с началом перемещения стройства включается в работу блок распылителей 2, скорость вращения которого синхронизирована со скоростью перемещения устройства. Окраска производится по винтовой линии, но щирина отпечатков факела выбрана так, чтобы обеспечить перекрытие utara винтовой линии окраски. После выхода из трубы 11 устройство останавливается. По истечении времени, необходимого для высыхания нанесенного слоя лакокрасочного материала, вклкьчается обратный ход и устройство начи;нает перемещаться в обратном направлен НИИ, упираясь в торцы кольцевых диафрагм 1О упорами 6 обратного хода, производя при этом нанесение второго слоя лакокрасочного покрытия. Устойчивое положение упоров 5 и 6 на зеньях цепи 4 достигается при перекрытии ими 3-5 звеньев цепи. При этом обеспечивается минимальный момент опрокидывания упоров 5 и 6 под нагрузкой во время их контакта с торцами: кольцевых диафрагм Ю, Минимальное усилие выхода упоров 5 и 6 из зацепления с кольцевой диафрагмой 10 и устранение динамических нагрузок в момент выхода обеспечиваются вращающимся роликом 8,. Наличие П-образных упоров позволяет механизирсшать и частично автоматизировать процесс перемещения устройства, что дает возможность механизирсшать , процесс окраски длинномерных труб, имеющих кольцевые диафрагмы, значи.тельно улучщить условия труда и повьгсить качество окраски поверхности, Формула изобретения Устройство для окраски внутренней поверхности труб, содержащее основание, блок распылителей и механизм его перемещения с горизонтально расположенной цепной передачей, отличающеес я тем, что, с целью обеспечения возможности окраски труб длиной, цревыщаюшей 20 м, с равномерно устаноеленнымн в них кольцевыми диафрагмами, оно снабжеЗо П-образными, нмеюишми устансйвочные отверстия упорами, закрепгом, соответствующим расстоянию между кольцевыми диафрагмами, причем торцовые стенки упоров выполнены со скосом под углом 30-45 к вертикали, а расстояние между центрами упомянутых отверстий равно
«Dj,6in 21
где DQ - диаметр делительной окружности звездочки цепной перюдачи;
П - число звеньев цепи, перекрываемых упором; Z - число зубьев звездочки.
Источники информации, принятые во внимание при экспертизе:
//////////////У////// /
IL
