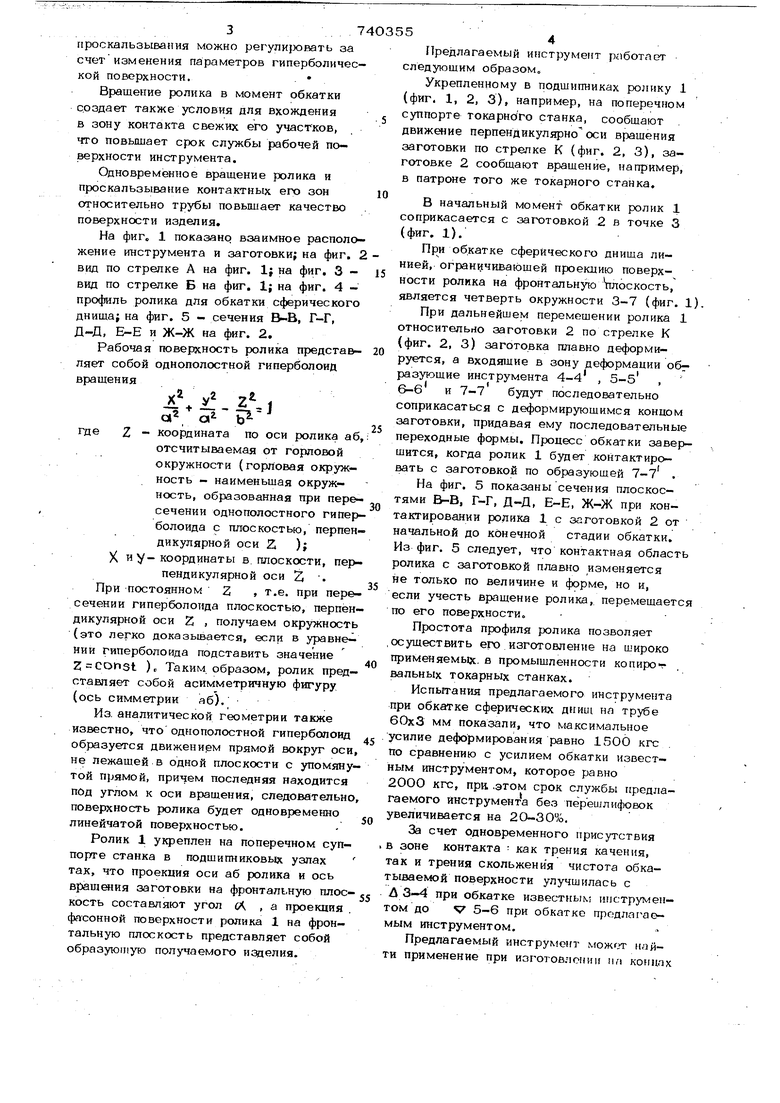
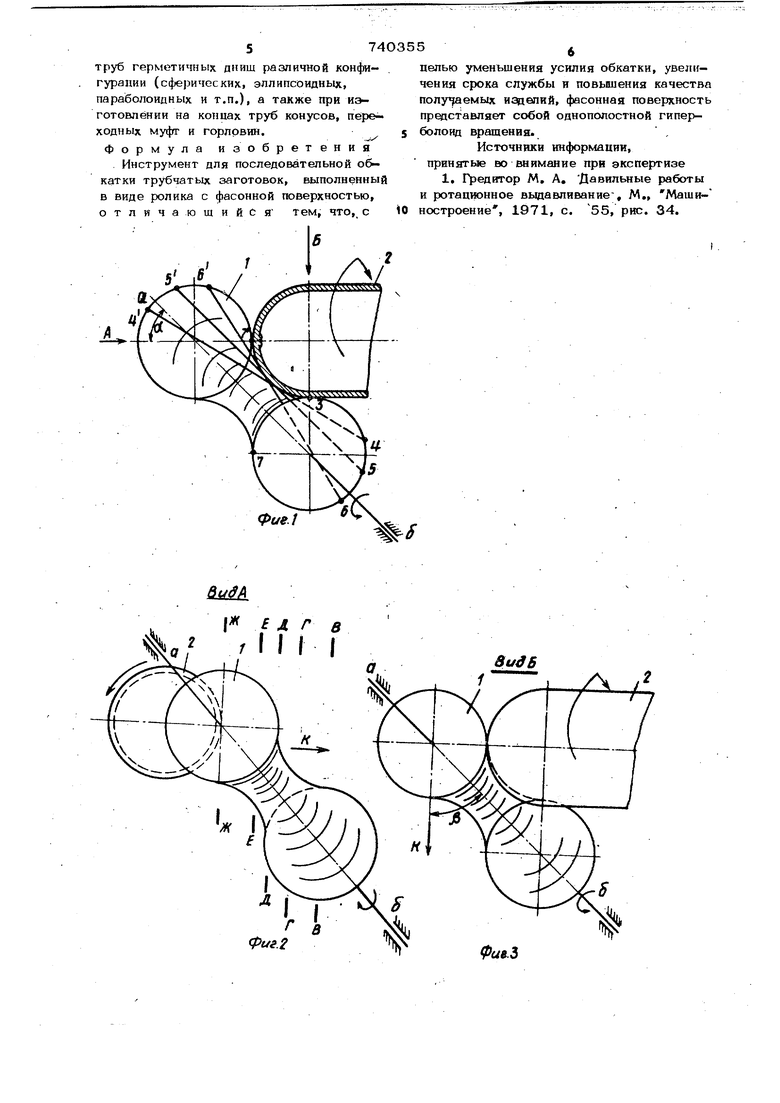
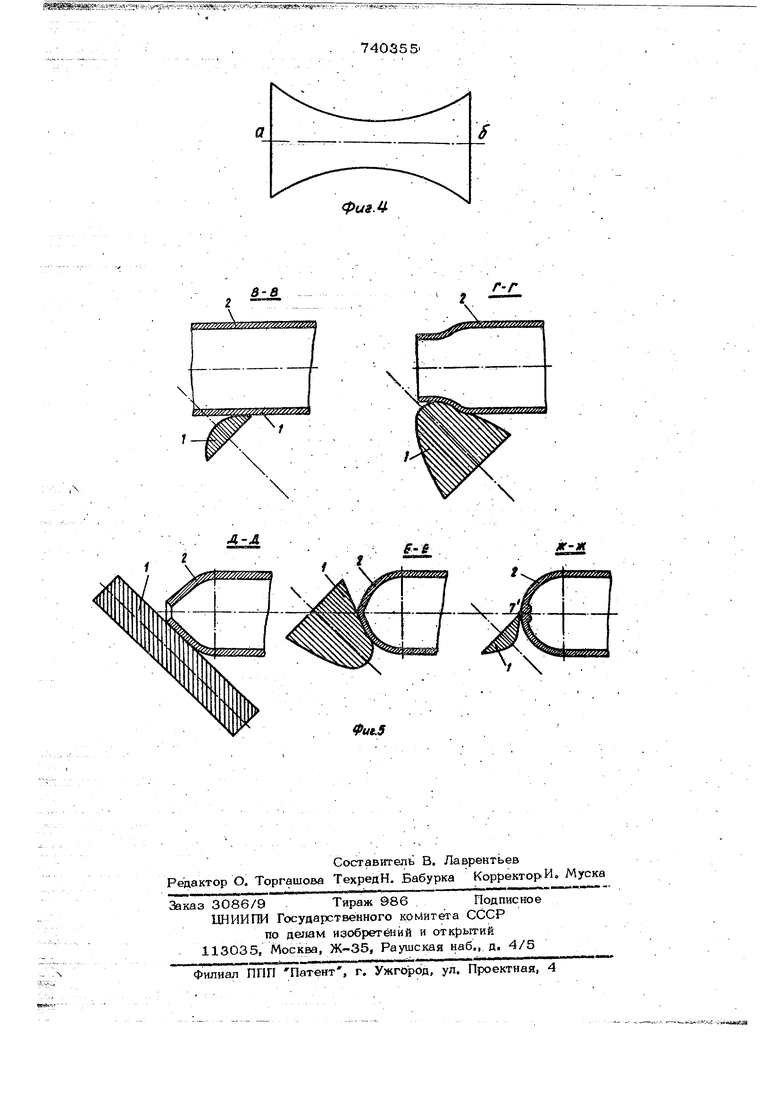
1. . Изобретение относится к области обработки металлов давлением, в частности к получению герметичных днищ на конце трубы, имеющих выпуклую форму (сфера, эллипсоид и т.д.). Изобретение может быть использовано для редукиировайия и изготовления горловин баллонов. Известен инструмент для последовател ной обкатки трубчатых заготовок, выполненный в виде ролика с фасонной поверх ностью, соответствующий форме готового изделия ij Недостатком известного инструмента является значительно развитая контактная поверхность между заготовкой и инструментом, в результате 4eixi значительны усилия обкатки и применяемый при этом инструмент- с профилем, имеющим конечную форму изделия, не позволяют оказььвать активное воздействие на параметры процесса. В результате контакта инструмента с заготовкой на образующей получаемого изделия возникают значительные усилия, следствием чего являэтся износ рабочей . поверхности инструмента и искажение геометрических размеров поверхности полу чаемого изделия. Целью изобретения является уменьшение усилий обкатки, увеличение срока службы инструмента и повышение качества получаемых изделий. Цель достигается тем, что фасонная поверхность выполнена в виде однополостного гиперболоида. При пластическом контакте вращающейся трубы с роликом, ось которого расположена под углом к оси загото)5ки и одновременно под углом к направлению перемещения ролика, последний также приобретает вращательное движение, причем линейная скорость ponwxa в зоне его контакта с трубой меньше, чем линейная скорость трубы. Такая кинематика создает условие, при котором в контактной зоне инструмента с трубсй возникает дополнительное проскальзывание заготовки относительно ркшика, причем величину проскальзывания можно регули{ювать за счет изменения параметров гиперболической поверхности. Вращение ролика в момент обкатки создает также условия для вхождения в зону контакта свежих его участков, , «гго повышает срок службы рабочей поверхности инструмента. Одновременное вращение ролика и проскальзывание контактных его зон относительно трубы повышает качество поверхности изделия. На фиг« 1 показано взаимное расположение инструмента и заготовки; на фиг, 2 вид по стрелке А на фиг. 1; на фиг. 3вид по стрелке Б на фиг. 1; на фиг. 4 профиль ролика для обкатки сферического днища; на фиг. 5 - сечения В-В, Г-1, Д-Д, Е-Е и Ж-Ж на фиг. 2. Рабочая поверхность ролика представляет собой однополостной гиперболоид вращения AVv. 01 а где Z - координата по оси ролика аб отсчитываемая от горловой окружности (горловая окружность - наименьщая окружность, образованная при пересечении однополостного гипер болоида с плоскостью, перпен дикулярной оси 21 ); X и у-координаты в. плоскости, перпендикулярной оси 2 . При постоянном Z , т.е. при пере сечении гиперболоида плоскостью, перпен дикулярной оси Z , получаем окружность (это легко доказьшается, если в уравнении гиперболоида подставить значение Z const )с Таким, образом, ролик представляет собой асимметричную фигуру (ось симметрии аб). Из. аналитической геометрии также известно, что однополостной гиперболоид образуется движением прямой вокруг оси не лежащей в одной плоскости с упомяну той прямой, причем последняя находится под углом к оси вращения, следовательно поверхность ролика будет одновременно линейчатой поверхностью. Ролик 1 укреплен на поперечном суппорте станка в подшипниковых узлах так, что проекция оси аб ролика и ось вращения заготовки на фронтальную плоскость составляют угол (Л , а проекция . фасонной поверхности ролика 1 на фронтальную плоскость представляет собой образующую получаемого изделия. 74 54 Предлагаемый инструмент работает следующим образом. Укрепленному в подшипниках ролику 1 (фиг, 1, 2, 3), например, на поперечном суппорте токарнйго станка, сообщают движение перпендикулярно оси вращения заготовки по стрелке К (фиг. 2, 3), заготовке 2 сообщают вращение, например, в патроне того же токарного станка. В начальный момент обкатки ролик 1 соприкасается с заготовкой 2 в точке 3 (фиг. 1). При обкатке сферического днища ли- нией, ограничивающей проеклию поверх „ „ фронтальнуюЛтлоскость; является четверть окружности 3-7 (фиг. 1). дальнейшем перемещении ролика 1 относительно заготовки 2 по стрелке К ф, 2, 3) заготовка плавно деформир входящие в зону деформации об разующие инструмента 4-4 , 5-5 , 6-6 и 7-7 будут последовательно соприкасаться с деформирующимся кондом заготовки, придавая ему последовательные переходные формы. Процесс обкатки завер- щится, когда ролик 1 будет контактировать с заготовкой по образующей 7-7 На фиг. 5 показаны сечения плоскостями Б-В, Г-Г, Д-Д, Е-Е, Ж-Ж при контактировании ролика 1 с заготовкой 2 от начальной до конечной стадии обкатки. Из фиг. 5 следует, что контактная область ролика с заготовкой плавно изменяется не только по величине и форме, но и, если учесть вращение ролика, перемещается по его поверхности. Простота профиля ролика позволяет осуществить его изготовление на широко применяемых, в про мыщ лен нос т и копиро-г вальных токарных станках. Испытания предлагаемого инструмента при обкатке сферических днищ на трубе 60x3 мм показали, что максимальное усилие деформирования равно 15ОО кгс по сравнению с усилием обкатки известным инструментом, которое равно 20ОО кгс, при. .этом срок службы предлагаемого инструмента без перешлифовок увеличивается на 20-30%. За счет одновременного присутствия в зоне контакта как трения качения, так и трения скольжения чистота обкатываемой поверхности улучшилась с Д 3-4 при обкатке известным ниструментом до S7 5-6 при обкатке предлагаемым инструментом. Предлагаемый инструмент можггг найти применение при изготовлении n,-i концах 574 труб герметичных днищ различной конфигурации (сферических, эллипсоидных, параёолоипных и т.п.), а также при изготовлении на концах труб конусов, переходных муфт и горловин. Формула изобретени . Инструмент для последовательной обкатки трубчатых заготовок, выполненны в виде ролика с фасонной поверхностью, отличающийся тем, что,, с 5 пелью уменьшения усилия обкатки, увеличения срока службы и повышения качества изделий, фасонная поверхность представляет собой однополостной гиперболоид вращения. , Источники информации, принятые во внимание при экспертизе 1, Гредигор М. А, Давильные работы и ротационное выдавливание-, М,, Машиностроение, 1971, с. 55, рис. 34.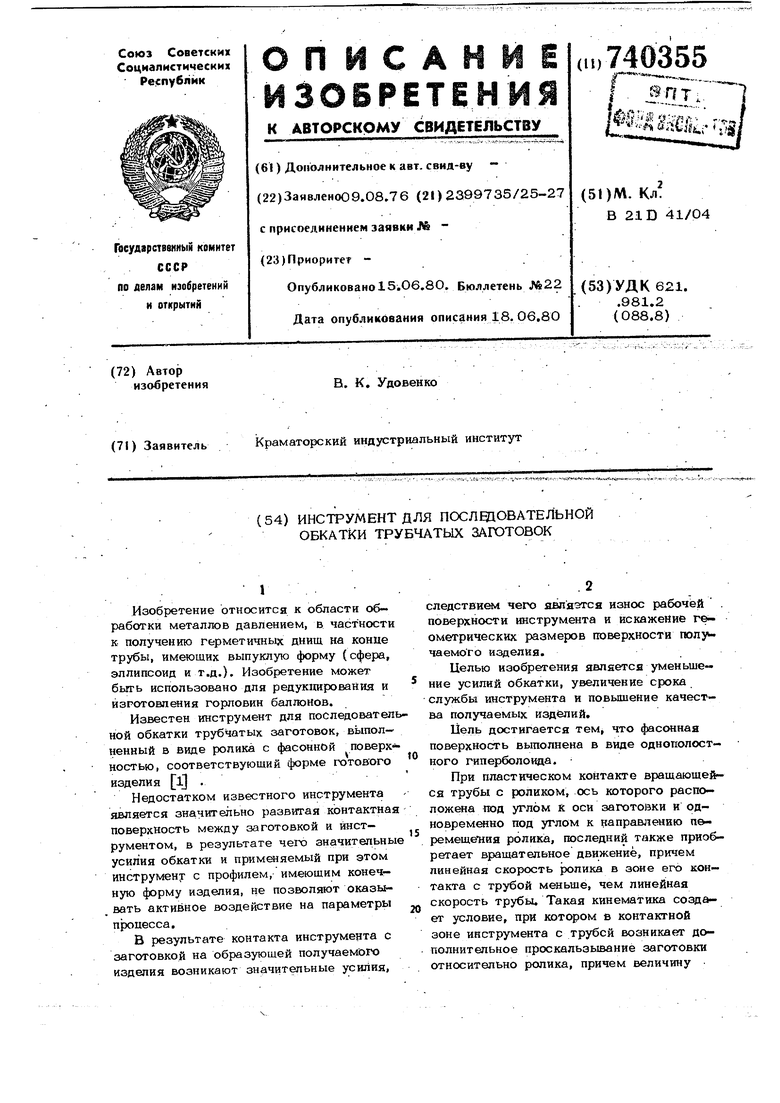
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| Волока | 1987 |
|
SU1454533A1 |
| Фасонная фреза | 1982 |
|
SU1077719A1 |
| Обкаточный резец | 1991 |
|
SU1797531A3 |
| УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ СИММЕТРИЧНОГО ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ ШАРООБРАЗНОЙ ФОРМЫ | 2010 |
|
RU2433193C1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| Интрумент для закатки днищ баллонов | 1990 |
|
SU1754297A1 |
| ИНДУКТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ СИММЕТРИЧНОГО НАГРЕВА ИЗДЕЛИЙ ШАРООБРАЗНОЙ ФОРМЫ | 2011 |
|
RU2453612C1 |
| Червячная передача | 1982 |
|
SU1067264A1 |
ви I Л Г (II фиг.2 в I
о-в
T :y fff7Z //m/Ml :eaZS:
г-г
