Изобретение относится к обработке металлов давлением, а именно к арокатным валкам, предназначенным для производства профилей .переменного сечения для металлургической .и маши ностроительной промБшшенности. Известна клеть для продольной прокатки профилей переменного сечейи : которая содержит валок в виде свобод но посаженного на эксцентриковой реи бандажа. Для стабилизации изгиба прокатываемых профилей drta снабжена кулисой, имеющей направляю дие рамки и установленной на неподвижной оси. Эксцентриковая ось выполнена с допол нительным эксцентриком. Одна рамка кулисы установлена на дополнительном эксцентрике, а другая - на втором рабочем валке 1. Недостатком указанной клети является сложность переналадки стана для прокатки профилей переменного сечения различной высоты и необходикюсть наличия парка эксцентриковых осей с дополнительными эксцентриками, имею щих различные значения эксцентриситетов. Известен прокатный валок Для про дольной периодической прокатки содержащий бочку, свободно насаженную на эксцентриковой оси, установленной в двух сж1№ етрично расположенных отйбситепьир бочки эксцентриковых втулках установленных на подушках 21. Однако наличие 1 эксцентриситетаоси банда1Жйроёанного валка вызывает колебания оси прокатки в го жзонтальном направлении на величину, равную удвреанс ву значению эксцентриситета валка, в результате чего прокатываемая полоса изгибается, в свягзи с этим увеличение эксцентриситета оси бавдажированного валка приводит к увеличению изгибаивдего момента. Таким образом, нарушается стабильность по.пожёййя Оси прокатки, Цель изобретения - повыгяение качестна изделий путем стабилизации положения оси прокатки. Для достижения цели прокатный валок снабжен двумя дополнительными эксценгрйковь1ми втулками, каждая из которых установлена между соответствующей подушкой и эксцентриковой втулкой с возможностью регулировки углового положения относительно оси вала. А каждая дополнительная эксцентриковая втулка выполнена составной из двух эксцентриков, установленных коаксиально и закрепленных от поворота, а один из эксцентриков связа с валом посредством шлицевого соединения.
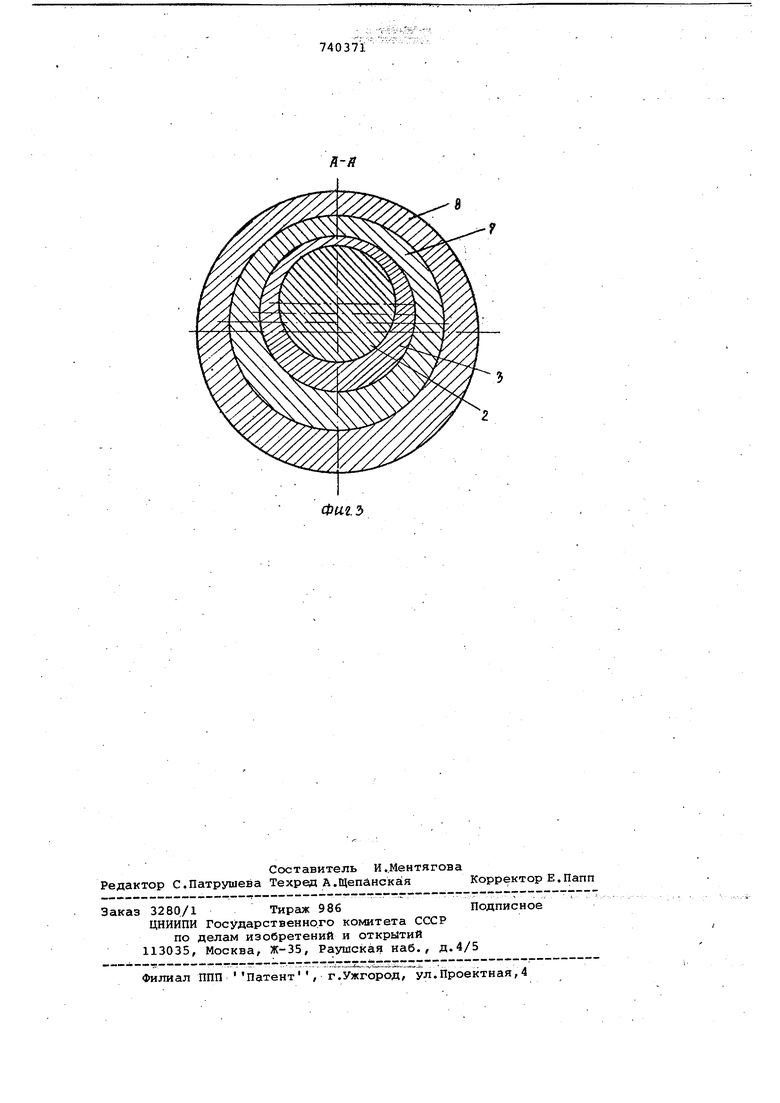
На фиг.1 изображен главный вид прокатного валка для продольной периодической прокатки со стороны одной Ws цапф, разрез;; Wa фиг.2 - главный вид прокатного валка со стороны дру гой цапфы, разрез; на фиг.З - сечени А-А на фиг.1.
Бочка 1 свободно посажена на эксцентриковую ось 2, которая установлена в двух эксцентриковых втулках 3 и 4, симметрично расположенных относительно бочки с пбсадкой, позволяющей вращаться внутри втулок и перемещаться в осевом направлении.
.Ось связана с втулками шлицевыми соединениями 5 и б. Эксцентриковые втулки расположена в дополнительных эксцентриковых втулках, каждая из , них выполнена составной из двух эксцентриков 7 и 8 для одной втулки и 9,10 - для другой. Эксцентрики 7 и 8 расположены коаксиальнЬ и закреплены гайкой 11, которая прижимает их друг к другу торцовыми поверхностями, имеющими зубчатую насечку для исключения взаимного проскальзывания Аналогично им распсложены эксцентрики 9,10 и закреплены гайкой 12. Каждую пару эксцентриков выполняют с возможностью вращения относительно друг друга. Эксцентриковая ось 2 содержит шлицы 13 и 14 для шлицевого соединения соответственно с шлицами 15 и 16 эксцентриков 7 и 9. Винт 17 служит для вывода оси 2 из шлицевого соединения с втулками 3 и 4 и ввода в шлицевое соединение с эксцентриками 7 и 9 дополнительных втулок перед настройкой последних и оси на заданный эксцеЬтриситет. Пружина 18 предназначена для облегчения вывода оси из шлицевого соединения с эксцентриКс1ми дополнительных втулок и ввода в шлицевое соединение с эксцентрико выми втулками после настройки оси и дополнительных эксцентриковых втулок на определенный эксцентриситет.
Величина эксцентриситета эксцентрика 7 относительно втулки Эй величина эксцентриситета эксцентрика 8 относительно эксцентрика 7дВлжны быть равны ив сумме ра:вняться .Максимальной величине эксцентриситета оси 2. Для другой дополнительной в тулки соотношение величин эксцентриситетов эксцентриков 9 и 10, втулки 4 и оси 2 аналогичное.
Первоначально втулки устанавливают , чтобы величина эксцентриситета оси равнялась величине эксцентрис итета дополнительных втулок, обратного направления.
Дополнительные эксцентрйкЬвые втулки устанавливают с возможностью их вращения в направлении, противоположном направлению вращения оси валка. Зубчатые венцы 19 и 20 на эксцентриках 8 и 10 соответственно служат для закрепления с шестернями механизма, П15едназначеннрго для вращения дополнительных втулок со скоростью, равной по величине и противоположной по направлению скорости вращения оси. Дополнительные втулки опираются на подушки 21 и 22.
В процессе переналадки, при изме0 15 20 25 30 35 нений эксцентриситета оси валка необходимо установить величину эксце триситета дополнительных втулок такую же как у оси,только противоположного направления. Для этого вращением винта 17 выводят эксцентриковую ось 2 из шлицевого соединения 5 и 6 с эксцентриковыми втулками 3 и 4, При этом одновременно производится соединение шлицов 13 и 14 на оси с шлицами 15 и 16 соответственно дополнительных втулок. Затем ослабляют затяжку гаек 11 и 12 и, за вы- ступившие над торцом втулки 4 шлицы, торцовым ключем или же специальнЕлм приспособлением вращают ось. Вращением в эксцентриковых втулках 4 и 3 эксцентриковой оси 2 изменяют ее эксцентриситет до заданной величины. Одновременно с помСщью шлицевого соединения вращением эксцентриков 7 и 9 дополнительных втулок производят изменение величины эксцентриситета последних до такой.же величины, что и эксцентриковой оси, только противоположного направления. После установки заданного эксцентриситета оси и дЬполнитеЛьйых втулок гайки 11 и 12 закручивают до надежного прижатия эксцентриков 7,8 и 9,1О торцовыми поверхностями.
Затем винт 17 вращают в обратную сторону, при этом с помощью пружины 18 эксцентриковая ось 2 занимает рабочее положение в эксцентриковых втулках 3 и 4, входя с ними в шлицевые соединения 5 и б и выходя из
5 50 шлицевого соединения с дополнительныМиэкйцёнтрйковыми :втулкамй.
В результате эксцентрики 7 и 8 с гайкой 11 с одной стороны и эксцентрики 9 и 10 с гайкой 12 с другой стороны при вращении составляют две детали, т.е; две дополнительные втулки с требуемым эксцентриситетом.
Как показали данные опытной проверки валка на прокатном стане 15Q лабораторного типа при прокатке периодического профиля из свинцовых заготовок сечением 30x30 мм, величине эксцентриситета.оси равной 4 мм и максимальной степени деформации 0,20 кривизна профиля, замеренная путем прикладывания линейки по касательной на длине профиля между ближайшими участками полосы с максимальной величиной поперечного сечения, не. превышает 0,2 мм.
При аналогичных условиях опытной проверки известного прокатного валка, кривизна периодического пр,чиля составляет 8 мм.
Согласно данным опытной проверки заявляемое изобретение, по сравнению с известным, практически исключает изгиб профилей, что обеспечивается стабилизацией положения оси прокатки при изменении эксцентриситета оси валка.
Кроме того, по сравнению с известными аналогичными техническими решениями, заявляемый прокатный валОк позволяет производить прокатку гаммы профилей переменного сечения разной высоты без перевалки клети,путем синхронной регулировки эксцентриситета оси и дополнительных втулок одним движением, что упротЦает перекладку клети, а также отпадает необходимость содержать парк эксцентриковых осей и эксцентриковых втулок с различными величинами эксцентриситетов.
Как показали проведенные расчеты, ожидаемыйудельный экономический эффект от использования заявляемого изобретения для прокатки периодических профилей в качестве заготовок для листов рессор грузовых автомобилей составит 3 руб. на 1 т металла и может быть получен уже в 1981 г. после реконструкции стана 300 Донецкого металлопрокатного завода, а максимальный экономический эффект может составить 100 тыс. РУб.
Экономический эффект получают .за счет исключения правки периодических профилей.
i .
Формула изобретения
1 о Прокатный валок для продольной периодической прокатки, содержащий бочку, свободно насаженную на эксцентриковую ось, установленную в двух симметри но расположенных относительно бочки эксцентриковых втулках установленных на подушках, отличающийся тем, что, с целью повышения качества изделий путем стабилизации положения оси прокатки, он снабжен двумя дополнительными эксцентриковыми втулками, каждая из которых установлена между соответствующей подушкой и эксцентриковой втулкой с возможностью регу5лировки УГЛОВОГО положения относительно эксцентриковой оси.
2. Валок по П.1, отличающ и и с я тем, что каждая дополнительная эксцентриковая втулка выпол0нена составной из двух эксцентриков, установленных коаксиально и закрепленных от взаимного поворота, а один из эксцентриков при переналадке связан с эксцентриковой осью посред5ством шлицевого со единения.
Источники информации, принятые во внимание при экспертизе
0
1.Авторское свидетельство СССР по заявйе 2399847/22-27,
кл В 21 Н 8/02, 10.10.76.
2.Авторское свидетельствоiСССР.
5 по заявке. 2451672/25-27,
кл. В 21 Н 8/02, 11.02.77 (прототип) .
г « 5 5 « 8 . fs г/ J 5 I
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для продольной прокатки профилей переменного сечения | 1978 |
|
SU764753A1 |
| Валок для продольной прокатки профилей переменного сечения | 1977 |
|
SU621406A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ТРЕХВАЛКОВАЯ ЧИСТОВАЯ КЛЕТЬ РЕДУКЦИОННОГО (КАЛИБРОВОЧНОГО) СТАНА | 1966 |
|
SU216592A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2006 |
|
RU2319562C2 |
| ПРЕДВАРИТЕЛЬНО НАГРУЖЕННАЯ КЛЕТЬ | 2017 |
|
RU2693231C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ РЕГУЛИРОВКИ ВАЛКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПРОКАТНОЙ КЛЕТИ | 1995 |
|
RU2083301C1 |
| Клеть для продольной прокатки профилей переменного сечения | 1973 |
|
SU469510A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |