01
со
(Виг. I
Изобретение относится к черной и цветной металлургии, а именно к станам для прокатки полосовых, клиновидных, сортовых и фасонных, в том числе высокоточных, профилей.
Цель изобретения - расширение технологических возможностей стана путем уменьшения разнотолш,инности полосы по ее ширине за счет создания «перекоса валков, а также осушествление прокатки клиновидных профилей в конических валках с пере- секаюш,имися осями, повышение производительности путем снижения трудозатрат по настройке стана и упрош,ение конструкции путем объединения в одном устройстве механизмов осевой регулировки валков и пере- меш,ения станины.
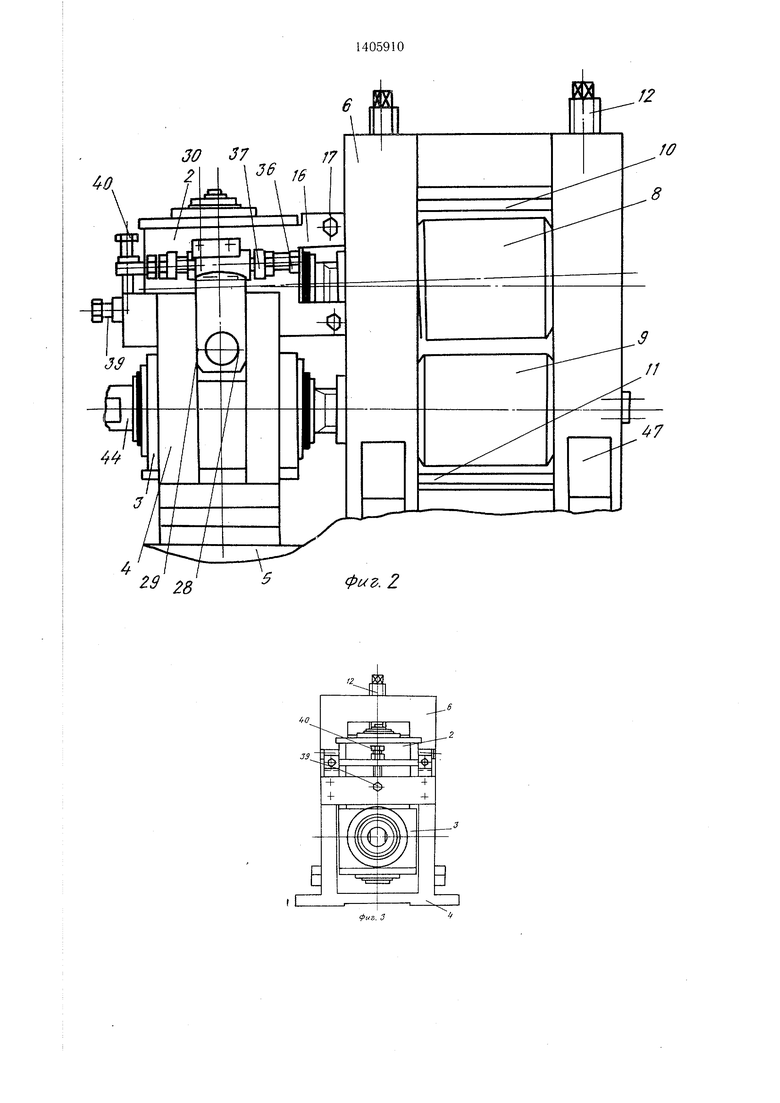
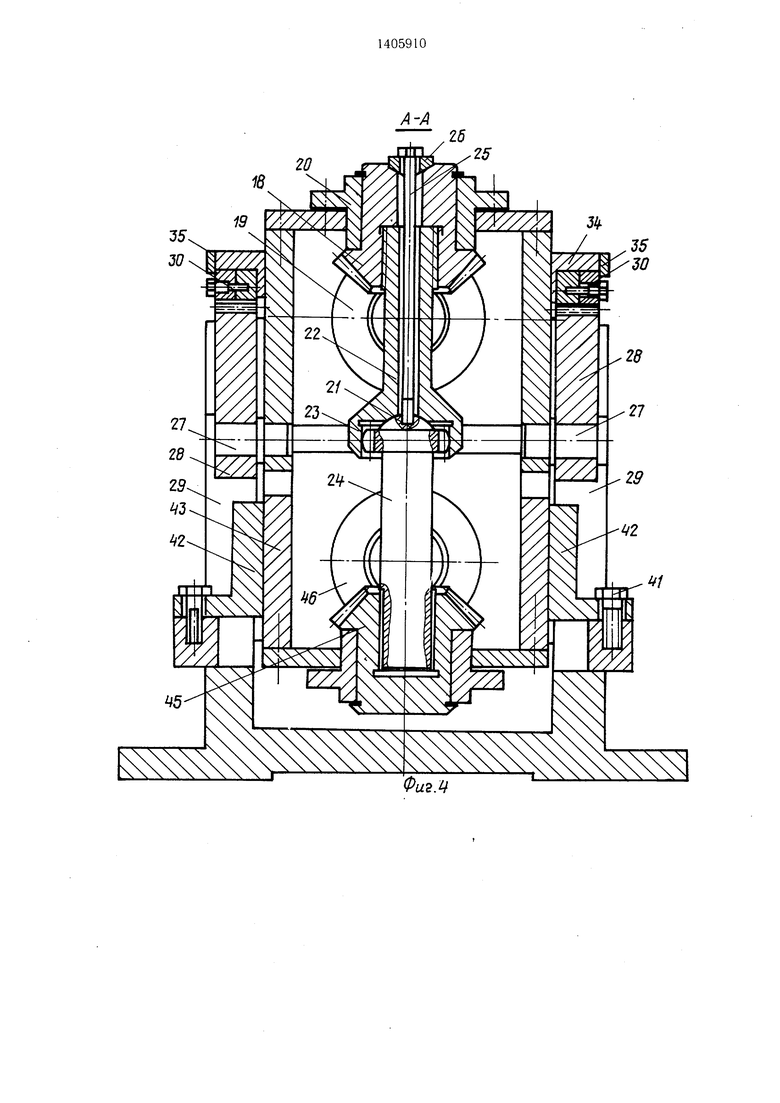
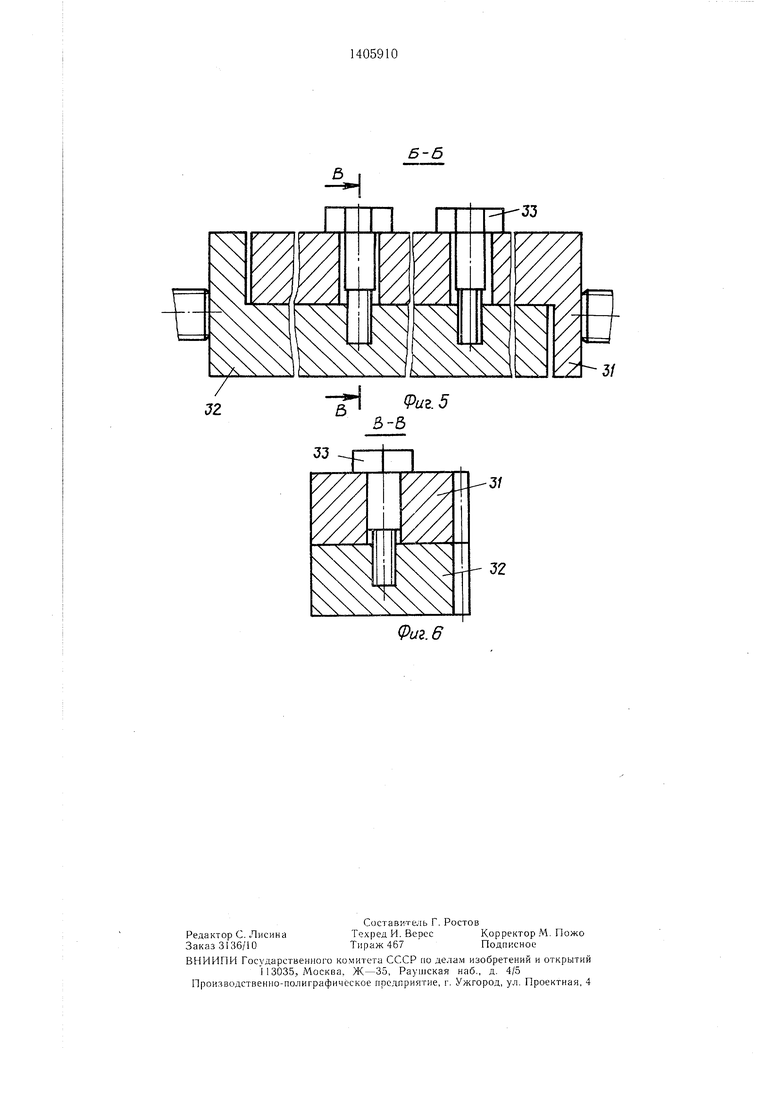
На фиг. 1 схематически изображен предлагаемый стан со стороны задачи полосы в валки; на фиг. 2 - то же, вариант сборки калибра с пересекаюшимися осями валков; на фиг. 3 - то же, вид со стороны привода; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. б - разрез В-В на фиг. 5.
Прокатный стан включает в себя рабочую клеть 1, конические редукторы 2 и 3, смонтированные в раме 4, плитовину 5, устройство перемеш,ения 7 станины 6 клети 1, выполненное в виде оппозитно расположенных передач винт-гайка, и привод клети {не показан). Рабочая клеть 1 содержит верхний и нижний рабочие валки 8 и 9, смонтированные соответственно в разъемных подушках 10 и 11, установленных в станине б, и устройство 12 радиальной регулировки верхнего рабочего валка 8, выполненное в виде кинематически (не показано) связанных пар винт 13 - гайка 14. Верхний рабочий валок 8 имеет относительно станины б две стенени свободы: по оси и высоте калибра. Нижний рабочий валок 9 жестко крепится к станине б с помощью средства фиксации и напряжения стыков: подушка 11 - станина б в направлении оси валка 9, выполненных в виде болтовых соединений 15. Между подушками 10 и 11 по обе стороны бочки валков установлены устройства распора (не показано), например, пружинного типа.
Верхний конический редуктор 2 состоит из корпуса 16 редуктора 2, жестко связанного с помощью болтовых соединений 17 с подушкой 10 верхнего рабочего валка 8, конической зубчатой пары, ведушая и ведомая шестерни 18 и 19 которой установлены на вкладышах 20. Сопряжение ведущей и ведомой конических шестерен 18 и 19 с хвостовиками составного передаточного вала 21 кинематической связи конических редукторов 2 и 3 и верхнего рабочего валка 8 соответственно осуществляется при помощи шли- цевых соединений с возможностью осевого
перемещения. Составной передаточный вал 21 состоит из верхнего вала 22, снабженного обоймой зубчатой соединительной муфты 23 с торцовой сферической опорной поверх- костью, и нижнего вала 24, снабженного втулкой, зубчатой соединительной муфты 23 с торцовой сферической опорной поверхностью. Осевая фиксация валов 22 и 24 один относительно другого и ведущей конической шестерней 18 осуществляется при помощи
болта 25 и упорной втулки 26 со сферической опорной поверхностью. Соосно центру шарнира зубчатой соединительной муфты 23 перпендикулярно плоскости осей рабочих валков 8 и 9, корпус 16 верхнего конического
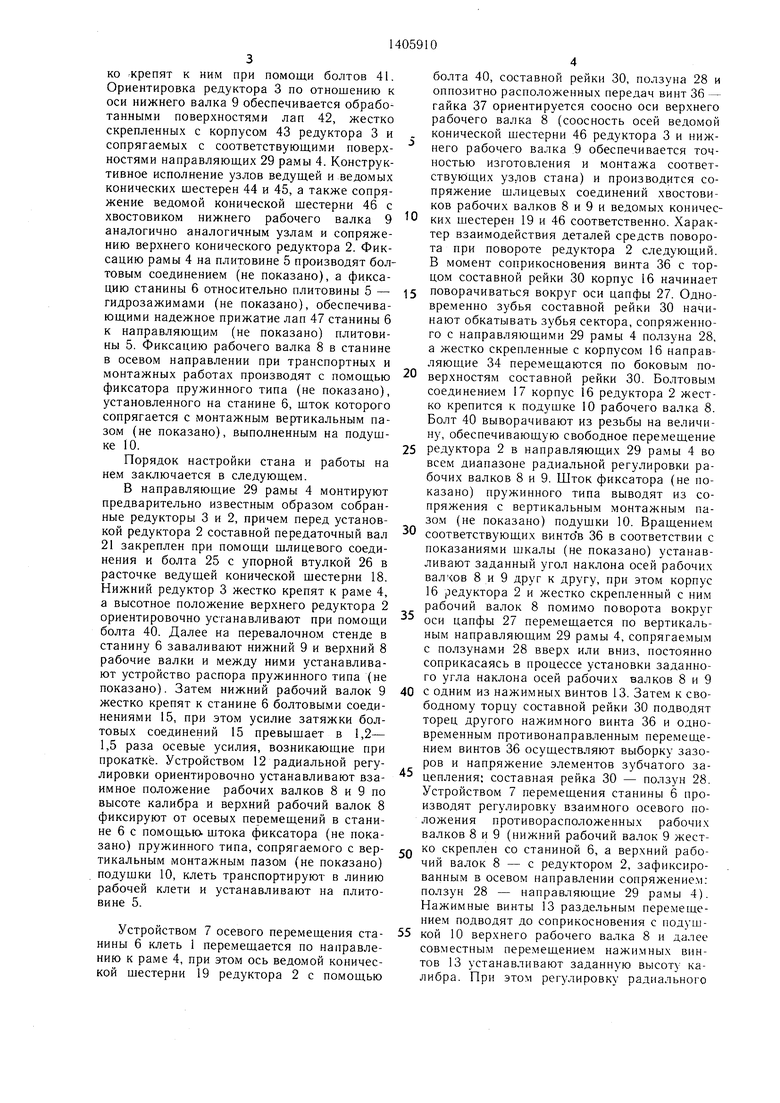
5 редуктора 2 снабжен цапфами 27, сопрягаемыми через шарнирно установленные на них ползуны 28 с рамой 4 с возможностью перемещения по ее вертикальным направляющим 29. В верхней части ползунов 28 выполнены зубчатые секторы, взаимодействующие
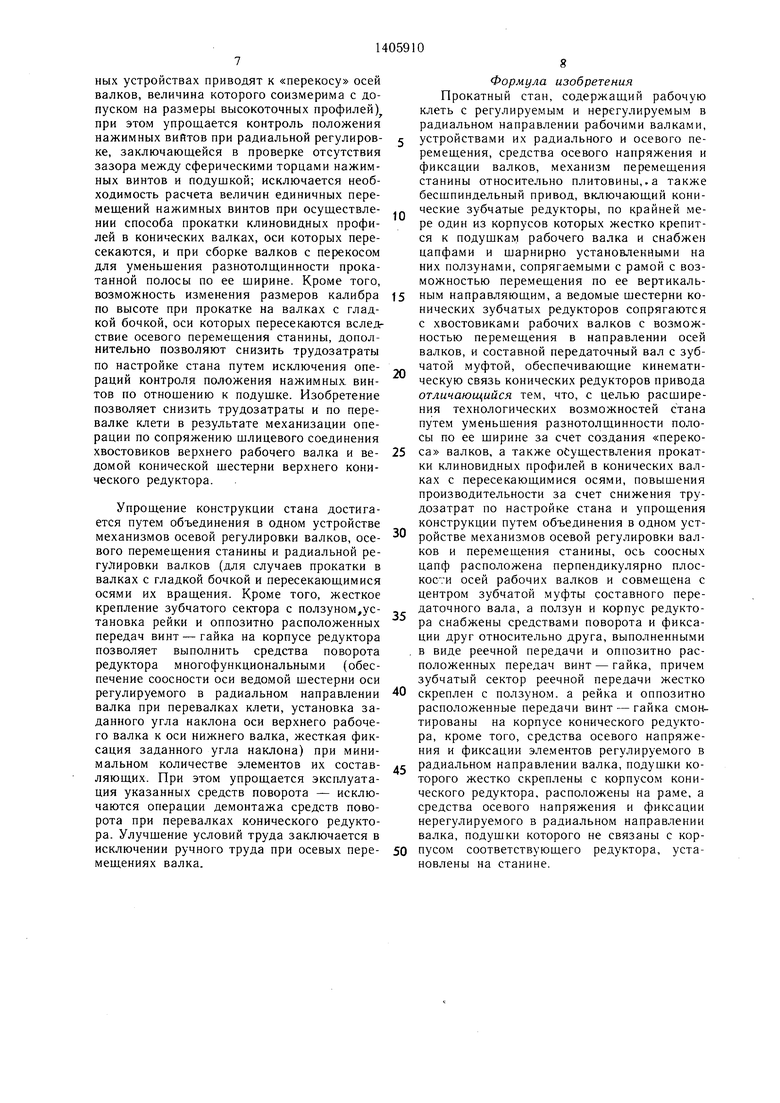
с зубчатыми элементами составных реек 30, состоящих из двух частей 31 и 32, смонтированных при помощи монтажных болтов 33 с возможностью перемещения частей 31 и 32 составной рейки 30 относительно одна дру5 гой в направлении продольной оси составной рейки 30. Величина возможного относительного перемещения частей 31 и 32 составной рейки выполняется больще величины бокового зазора реечного зацепления, а усилие затяжки стыка частей 31 и 32 рейки
0 болтом 33 меньше величины Т, где Т - осевое рабочее усилие на рейке; f - коэффициент трения в стыке частей 31 и 32 составной рейки 30. Последнюю монтируют на направляющих 34 корпуса 16 с помощью съемных листов 35. Каждая составная рейка 30 снабжена двумя оппозитно расположенными передачами винт 36 - гайка 37, при этом оппозитно расположенные винты 36 взаимодействуют с разноименными частями 31 и 32 составной рейки 30, а гайки 37 жестко скреп0 лены с корпусом 16 редуктора 2. Таким образом, фиксация редуктора 2 от поворота относительно ползуна 28 обеспечивается вследствие напряжения элементов реечного зацепления встречными перемещениями разс поименных частей 31 и 32 составной рейки 30. Контроль угла поворота редуктора 2 производят с помощью градуированной шкалы (не показано), выполненной на крыщке 38, жестко скрепленной с цапфой 27, и указателя (не показан), установленного на ползу0 не 28. Фиксацию и напряжение стыков корпуса 16 редуктора 2, жестко скрепленного с подущкой 10 рабочего валка 8, относительно рамы 4 в осевом направлении производят при помощи болта 39, а установку редуктора 2 при перевалках в заданное положение
5 в направлении вертикальной оси калибра - с помощью болта 40.
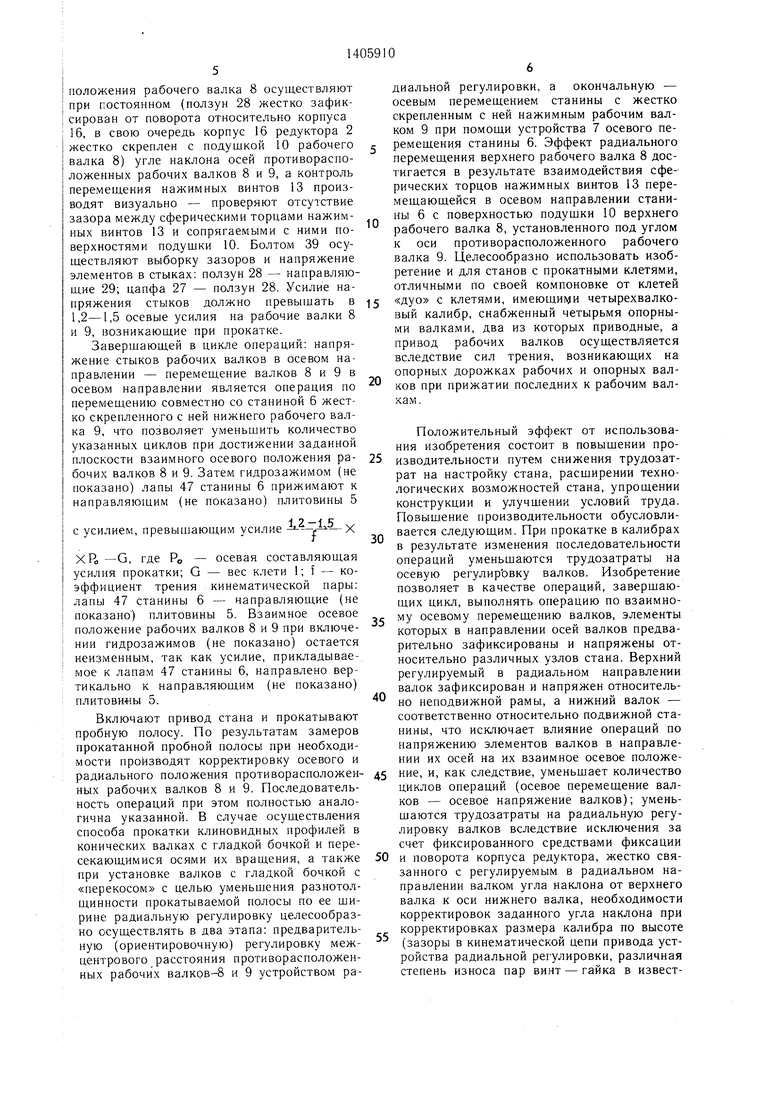
Нижний конический редуктор 3 устанавливают в направляющих 29 рамы 4 и жестко -крепят к ним при помощи болтов 41. Ориентировка редуктора 3 по отношению к оси нижнего валка 9 обеспечивается обработанными поверхностями лап 42, жестко скрепленных с корпусом 43 редуктора 3 и сопрягаемых с соответствующими поверх- ностями направляющих 29 рамы 4. Конструктивное исполнение узлов ведущей и ведомых конических шестерен 44 и 45, а также сопряжение ведомой конической щестерни 46 с хвостовиком нижнего рабочего валка 9 аналогично аналогичным узлам и сопряжению верхнего конического редуктора 2. Фиксацию рамы 4 на плитовине 5 производят болтовым соединением (не показано), а фиксацию станины 6 относительно плитовины 5 - гидрозажимами (не показано), обеспечивающими надежное прижатие лап 47 станины 6 к направляющим (не показано) плитовины 5. Фиксацию рабочего валка 8 в станине в осевом направлении при транспортных и монтажных работах производят с помощью фиксатора пружинного типа (не показано), установленного на станине 6, шток которого сопрягается с монтажным вертикальным пазом (не показано), выполненным на подушке 10.
Порядок настройки стана и работы на нем заключается в следующем.
В направляющие 29 рамы 4 монтируют предварительно известным образом собранные редукторы 3 и 2, причем перед установкой редуктора 2 составной передаточный вал 21 закреплен при помощи щлицевого соединения и болта 25 с упорной втулкой 26 в расточке ведущей конической щестерни 18. Нижний редуктор 3 жестко крепят к раме 4, а высотное положение верхнего редуктора 2 ориентировочно устанавливают при помощи болта 40. Далее на перевалочном стенде в станину 6 заваливают нижний 9 и верхний 8 рабочие валки и между ними устанавливают устройство распора пружинного типа (не показано). Затем нижний рабочий валок 9 жестко крепят к станине 6 болтовыми соединениями 15, при этом усилие затяжки болтовых соединений 15 превыщает в 1,2- 1,5 раза осевые усилия, возникающие при прокатке. Устройством 12 радиальной регулировки ориентировочно устанавливают вза- имное положение рабочих валков 8 и 9 по высоте калибра и верхний рабочий валок 8 фиксируют от осевых перемещений в станине 6 с помощью, щтока фиксатора (не показано) пружинного типа, сопрягаемого с вер- тикальным монтажным пазом (не показано) подушки 10, клеть транспортируют в линию рабочей клети и устанавливают на плитовине 5.
Устройством 7 осевого перемещения ста- НИНЫ 6 клеть 1 перемещается по направлению к раме 4, при этом ось ведомой конической шестерни 19 редуктора 2 с помощью
болта 40, составной рейки 30, ползуна 28 и оппозитно расположенных передач винт 36 - гайка 37 ориентируется соосно оси верхнего рабочего валка 8 (соосность осей ведомой конической шестерни 46 редуктора 3 и нижнего рабочего валка 9 обеспечивается точностью изготовления и монтажа соответствующих узлов стана) и производится сопряжение шлицевых соединений хвостовиков рабочих валков 8 и 9 и ведомых конических шестерен 19 и 46 соответственно. Характер взаимодействия деталей средств поворота при повороте редуктора 2 следующий. В момент соприкосновения винта 36 с торцом составной рейки 30 корпус 16 начинает поворачиваться вокруг оси цапфы 27. Одновременно зубья составной рейки 30 начинают обкатывать зубья сектора, сопряженного с направляющими 29 рамы 4 ползуна 28, а жестко скрепленные с корпусом 16 направ- v яющиe 34 перемещаются по боковым поверхностям составной рейки 30. Болтовым соединение.м 17 корпус 16 редуктора 2 жестко крепится к подушке 10 рабочего валка 8. Болт 40 выворачивают из резьбы на величину, обеспечивающую свободное перемещение редуктора 2 в направляющих 29 рамы 4 во всем диапазоне радиальной регулировки рабочих валков 8 и 9. Шток фиксатора (не показано) пружинного типа выводят из сопряжения с вертикальным монтажны.м пазом (не показано) подушки 10. Вращением соответствующих винто в 36 в соответствии с показания.ми шкалы (не показано) устанавливают заданный угол наклона осей рабочих валчов 8 и 9 друг к другу, при этом корпус 16 редуктора 2 и жестко скрепленный с ним рабочий валок 8 помимо поворота вокруг оси цапфы 27 перемещается по вертикальным направляющим 29 рамы 4, сопрягаемым с ползунами 28 вверх или вниз, постоянно соприкасаясь в процессе установки заданного угла наклона осей рабочих валков 8 и 9 с одним из нажимных винтов 13. Затем к свободному торцу составной рейки 30 подводят торец другого нажимного винта 36 и одновременным противонаправленным перемещением винтов 36 осуществляют выборку зазоров и напряжение элементов зубчатого зацепления; составная рейка 30 - ползун 28. Устройством 7 перемещения станины 6 производят регулировку взаимного осевого положения противорасположенных рабочих валков 8 и 9 (нижний рабочий валок 9 жестко скреплен со станиной 6, а верхний рабочий валок 8 - с редуктором 2, зафиксированным в осевом направлении сопряжением: ползун 28 - направляющие 29 рамы 4). Нажимные винты 13 раздельным перемещением подводят до соприкосновения с подушкой 10 верхнего рабочего валка 8 и далее совместным перемещением нажимных винтов 13 устанавливают заданную высоту калибра. При этом регулировку радиального
положения рабочего валка 8 осуществляют при постоянном (ползун 28 жестко зафиксирован от поворота относительно корпуса 16, в свою очередь корпус 16 редуктора 2 жестко скреплен с подушкой 10 рабочего валка 8) угле наклона осей противораспо- ложенных рабочих валков 8 и 9, а контроль перемещения нажимных винтов 13 производят визуально - проверяют отсутствие зазора между сферическими торцами нажимных винтов 13 и сопрягаемыми с ними поверхностями подущки 10. Болтом 39 осуществляют выборку зазоров и напряжение элементов в стыках; ползун 28 - направляющие 29; цапфа 27 - ползун 28, Усилие напряжения стыков должно превыщать в 1,2-1,5 осевые усилия на рабочие валки 8 и 9, возникающие при прокатке.
Завершающей в цикле операций: напряжение стыков рабочих валков в осевом направлении - перемещение валков 8 и 9 в осевом направлении является операция по перемещению совместно со станиной 6 жестко скрепленного с ней нижнего рабочего валка 9, что позволяет уменьшить количество указанных циклов при достижении заданной плоскости взаимного осевого положения рабочих валков 8 и 9. Затем гидрозажимом (не показано) лапы 47 станины 6 прижимают к направляющим (не показано) плитовины 5
i 2 -1
с усилием, превышающим усилие
ХРо-G, где РО - осевая составляющая усилия прокатки; G - вес клети 1; f - коэффициент трения кинематической пары: лапы 47 станины 6 - направляющие (не показано) плитовины 5. Взаимное осевое положение рабочих валков 8 и 9 при включении гидрозажимов (не показано) остается неизменным, так как усилие, прикладываемое к лапам 47 станины 6, направлено вертикально к направляющим (не показано) плитови«ы 5.
Включают привод стана и прокатывают пробную полосу. По результатам замеров прокатанной пробной полосы при необходимости производят корректировку осевого и радиального положения противорасположен- ных рабочих валков 8 и 9. Последовательность операций при этом полностью аналогична указанной. В случае осуществления способа прокатки клиновидных профилей в конических валках с гладкой бочкой и пересекающимися осями их вращения, а также при установке валков с гладкой бочкой с «перекосом с целью уменьшения разнотол- щинности прокатываемой полосы по ее ширине радиальную регулировку целесообразно осуществлять в два этапа: предварительную (ориентировочную) регулировку межцентрового расстояния противорасположен- ных рабочих валков-8 и 9 устройством радиальной регулировки, а окончальную - осевым перемещением станины с жестко скрепленным с ней нажимным рабочим валком 9 при помощи устройства 7 осевого перемещения станины 6. Эффект радиального перемещения верхнего рабочего валка 8 достигается в результате взаимодействия сферических торцов нажимных винтов 13 перемещающейся в осевом направлении станины 6 с поверхностью подущки 10 верхнего рабочего валка 8, установленного под углом к оси противорасположенного рабочего валка 9. Целесообразно использовать изобретение и для станов с прокатными клетями, отличными по своей компоновке от клетей
5 «дуо с клетями, имеющими четырехвалко- вый калибр, снабженный четырьмя опорными валками, два из которых приводные, а привод рабочих валков осуществляется вследствие сил трения, возникающих на опорных дорожках рабочих и опорных валков при прижатии последних к рабочим валкам.
Положительный эффект от использования изобретения состоит в повышении про5 изводительности путем снижения трудозатрат на настройку стана, расщирении технологических возможностей стана, упрощении конструкции и улучшении условий труда. Повыщение производительности обусловли,, вается следующим. При прокатке в калибрах в результате изменения последовательности операций уменьщаются трудозатраты на осевую регулир овку валков. Изобретение позволяет в качестве операцИ й, заверщаю- щих цикл, выполнять операцию по взаимно5 му осевому перемещению валков, элементы которых в направлении осей валков предварительно зафиксированы и напряжены относительно различных узлов стана. Верхний регулируемый в радиальном направлении валок зафиксирован и напряжен относительно неподвижной рамы, а нижний валок - соответственно относительно подвижной станины, что исключает влияние операций по напряжению элементов валков в направлении их осей на их взаимное осевое положе5 ние, и, как следствие, уменьшает количество циклов операций (осевое перемещение валков - осевое напряжение валков); уменьщаются трудозатраты на радиальную регулировку валков вследствие исключения за счет фиксированного средствами фиксации
0 и поворота корпуса редуктора, жестко связанного с регулируемым в радиальном направлении валком угла наклона от верхнего валка к оси нижнего валка, необходимости корректировок заданного угла наклона при корректировках размера калибра по высоте (зазоры в кинематической цепи привода устройства радиальной регулировки, различная степень износа пар винт - гайка в извест0
5
ных устройствах приводят к «перекосу осей валков, величина которого соизмерима с допуском на размеры высокоточных профилей) при этом упрощается контроль положения нажимных вийтов при радиальной регулировке, заключающейся в проверке отсутствия зазора между сферическими торцами нажимных винтов и подущкой; исключается необходимость расчета величин единичных перемещений нажимных винтов при осуществлении способа прокатки клиновидных профилей в конических валках, оси которых пересекаются, и при сборке валков с перекосом для уменьшения разнотолщинности прокатанной полосы по ее щирине. Кроме того, возможность изменения размеров калибра по высоте при прокатке на валках с гладкой бочкой, оси которых пересекаются вследствие осевого перемещения станины, дополнительно позволяют снизить трудозатраты по настройке стана путем исключения операций контроля положения нажимных, винтов по отнощению к подушке. Изобретение позволяет снизить трудозатраты и по перевалке клети в результате механизации операции по сопряжению щлицевого соединения хвостовиков верхнего рабочего валка и ведомой конической шестерни верхнего конического редуктора.
Упрощение конструкции стана достигается путем объединения в одном устройстве механизмов осевой регулировки валков, осевого перемещения станины и радиальной регулировки валков (для случаев прокатки в валках с гладкой бочкой и пересекающимися осями их вращения. Кроме того, жесткое крепление зубчатого сектора с ползуном,установка рейки и оппозитно расположенных передач винт - гайка на корпусе редуктора позволяет выполнить средства поворота редуктора многофункциональными (обеспечение соосности оси ведомой щестерни оси регулируемого в радиальном направлении валка при перевалках клети, установка заданного угла наклона оси верхнего рабочего валка к оси нижнего валка, жесткая фиксация заданного угла наклона) при минимальном количестве элементов их составляющих. При этом упрощается эксплуатация указанных средств поворота - исключаются операции демонтажа средств поворота при перевалках конического редуктора. Улучшение условий труда заключается в исключении ручного труда при осевых перемещениях валка.
0
5
0
5
0
5
0
5
0
Формула изобретения Прокатный стан, содержащий рабочую клеть с регулируемым и нерегулируемым в радиальном направлении рабочими валками, устройствами их радиального и осевого перемещения, средства осевого напряжения и фиксации валков, механизм перемещения станины относительно плитовины,.а также бесшпиндельный привод, включающий конические зубчатые редукторы, по крайней мере один из корпусов которых жестко крепится к подущкам рабочего валка и снабжен цапфами и щарнирно установленными на них ползунами, сопрягаемыми с рамой с возможностью перемещения по ее вертикальным направляющим, а ведомые щестерни конических зубчатых редукторов сопрягаются с хвостовиками рабочих валков с возможностью перемещения в направлении осей валков, и составной передаточный вал с зубчатой муфтой, обеспечивающие кинематическую связь конических редукторов привода отличающийся тем, что, с целью расширения технологических возможностей стана путем уменьщения разнотолщинности полосы по ее ширине за счет создания «перекоса валков, а также осуществления прокатки клиновидных профилей в конических валках с пересекающимися осями, повыщения производительности за счет снижения трудозатрат по настройке стана и упрощения конструкции путем объединения в одном устройстве механизмов осевой регулировки валков и перемещения станины, ось соосных цапф расположена перпендикулярно плоскости осей рабочих валков и совмещена с центром зубчатой муфты составного передаточного вала, а ползун и корпус редуктора снабжены средствами поворота и фиксации друг относительно друга, выполненными в виде реечной передачи и оппозитно расположенных передач винт - гайка, причем зубчатый сектор реечной передачи жестко скреплен с ползуном, а рейка и оппозитно расположенные передачи винт - гайка смонтированы на корпусе конического редуктора, кроме того, средства осевого напряжения и фиксации элементов регулируемого в радиальном направлении валка, подущки которого жестко скреплены с корпусом конического редуктора, расположены на раме, а средства осевого напряжения и фиксации нерегулируемого в радиальном направлении валка, подушки которого не связаны с корпусом соответствующего редуктора, установлены на станине.
30 37
40.
9 28
.2
f2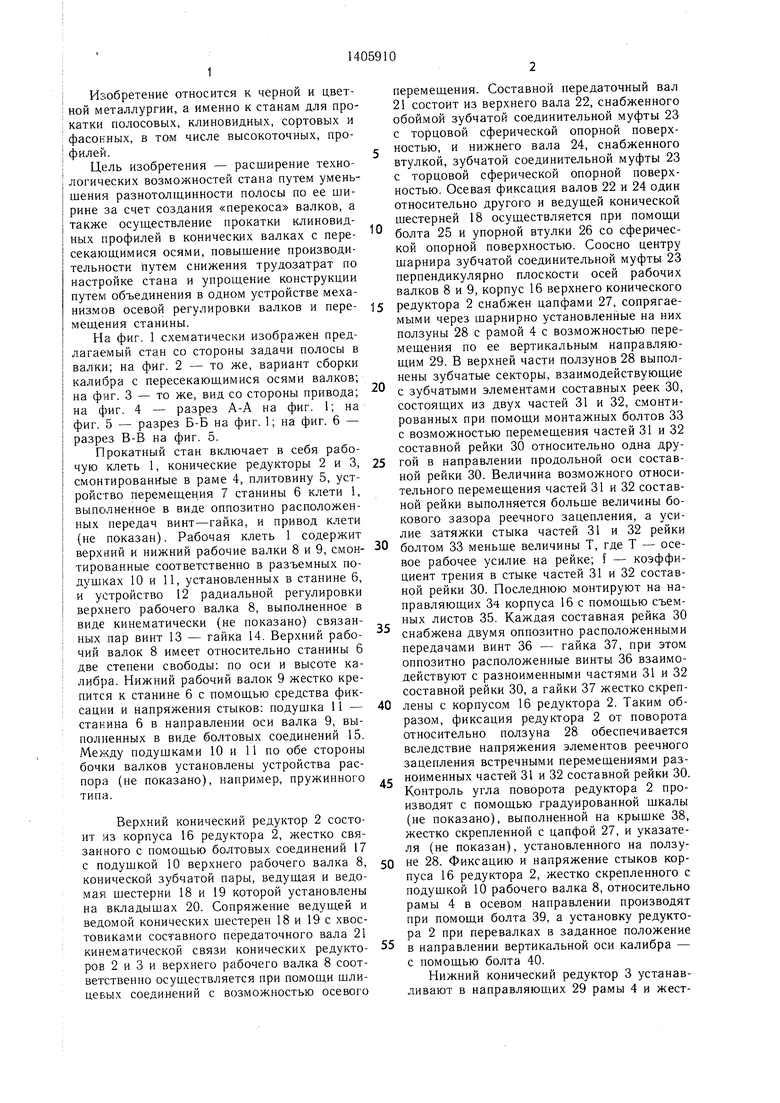
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1585030A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
Изобретение относится к черной и цветной металлургии, а именно к станам для прокатки полосовых, клиновидных, сортовых и фасонных, в ТОМ числе высокоточных, профилей. Цель изобретения - расширение технологических возможностей стана путем уменьшения разнотолш,инности полосы за счет создания «перекоса валков, а также осуществления прокатки клиновидных профилей в конических валках с пересекаюши- мися осями, повышение производительности за счет снижения трудозатрат по настройке стана и упрощение конструкции путем объединения в одном устройстве механизмов осевой регулировки валков и перемещения станины. Устройством 7 перемеш.ения станины 6 производят регулировку взаимного положения валков 8 и 9. Валок 9 жестко соединен со станиной 6. Валок 8 жестко связан с редуктором 2, зафиксированным в осевом направлении в направляющих 29 рамы 4. «Перекос валков осуществляется двумя оппо- зитно расположенными передача.ми винт 36 - гайка 37, связанных с разноименными частями составной рейки 30. Гайки 37 жестко скреплены с корпусом 16 редуктора 2. Причем корпус 16 редуктора закреплен своими цапфами с возможностью поворота в ползунах 28. Такое решение позволяет регулировать наклон верхнего валка 8 относительно нижнего 9 и жестко фиксировать этот угол. 6 ил. о (Л
(.
&
/ 32
9аг. 5 3-6
33
3/
3f
Фаг. 6
| 0 |
|
SU208643A1 | |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть с многовалковым калибром | 1974 |
|
SU529856A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ВАЛКОВЫХ МАШИН, ОБЕСПЕЧИВАЮЩИЙ | 0 |
|
SU169963A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
