Изобретение относится к черной и цветной металлургии, а именно к станам для прокатки мелкосортных профилей.
Известно устройство ненапряженной прокатной клети, включающей монолитную станину закрытого типа, каждая стойка которой имеет в верхней части круглое окно, а ниже прямоугольное окно. В круглые окна станины устанавливается верхний рабочий валок, подшипники которого монтируются в эксцентриковых втулках с червячным приводом. Нижний рабочий валок, подшипники которого смонтированы в подушках прямоугольного сечения, устанавливается в прямоугольные окна [1]
При настройке клети после перевалки валков для сохранения оси прокатки по высоте в зависимости от диаметра бочки валка устанавливают соответствующей толщины прокладки. Установка необходимого зазора между валками в процессе прокатки осуществляется путем соответствующего поворота эксцентриковых втулок верхнего валка с помощью червячного редуктора.
Отсутствие в данной клети нажимного устройства винтового типа, а также уравновешивающего устройства верхнего валка позволяет уменьшить габарит клети по высоте. Кроме того, в данной клети существенно уменьшено число промежуточных деталей, воспринимающих усилие прокатки, что позволяет повысить жесткость клети.
Данное устройство имеет ряд недостатков.
1. Основным недостатком является значительная трудоемкость и продолжительность перевалки верхнего валка, что объясняется необходимостью выполнения следующих операций:
перед заменой валка требуется произвести демонтаж червячного привода с эксцентриковых втулок;
произвести извлечение валка с эксцентриковыми втулками из круглых окон станины;
завалить в клеть новый валок, на шейки которого предварительно установлены подшипники и эксцентриковые втулки;
выполнить монтаж червячного привода на эксцетриковые втулки вновь установленного валка;
демонтаж эксцентриковых втулок и подшипников с шеек отработанного валка и установка их на шейки нового валка.
2. Усложняется изготовление и эксплуатация клети из-за наличия эксцентриковых втулок для верхних валков и подушек для нижних валков.
3. В процессе прокатки при регулировке зазора между валками за счет поворота эксцентриковых втулок только верхнего валка постоянство оси прокатки не сохраняется.
4. Требуется комплект прокладок под подушки нижнего валка при использовании новых и переточенных валков.
Известна ненапряженная клеть стана продольной прокатки, включающая монолитную неразъемную станину с цилиндрическими расточками, двухопорные приводные валки, установленные эксцентриковыми втулками опор с цилиндрических расточках, и синхронизатор поворота эксцентриковых втулок, которая снабжена съемными фиксаторами эксцентриковых втулок, установленными в выемках, сделанных во втулках и стенках цилиндрических расточек станины, а синхронизатор поворота эксцентриковых втулок выполнен в виде дисков, насаженных на валы и имеющих пазы соответственно пазам, выполненным на эксцентриковых втулках, и съемных элементов сцепления, расположенных в пазах дисков и эксцентриковых втулок [2]
Недостатками данной клети являются:
возможность использования только составных валков с легкими съемными рабочими бандажами, так как цельные валки установить в клеть невозможно;
отсутствует механизм осевой регулировки валков, что не позволяет осуществлять нормальный процесс прокатки сортовых профилей;
отсутствует синхронизация одновременного поворота четырех эксцентриковых втулок, что увеличивает продолжительность настройки валков;
невозможность регулировки зазора между валками, когда приводные валы клети соединены шпинделями с шестеренной клетью, из-за чего в случае необходимости регулировки валков требуется отсоединить шпиндели, произвести регулировку валков, а затем присоединить шпиндели;
наличие съемных элементов сцепления в пазах дисков и эксцентриковых втулках создают затруднения и увеличивают продолжительность настройки клети.
Из известных клетей для прокатки сортовых профилей наиболее близкой является ненапряженная рабочая клеть прокатного стана, включающая закрытую станину, имеющую разъем в вертикальной осевой плоскости, перпендикулярной оси валков, двухопорные валки, опирающиеся своими цапфами через подшипники на втулки, установленные в цилиндрических расточках стоек станины, привод поворота эксцентриковых втулок верхнего валка через зубчатое зацепление шестерни приводного вала и зубчатого венца эксцентриковых втулок, а также механизм осевой регулировки валков, смонтированный с неприводной стороны клети, при этом эксцентриковые втулки верхнего валка жестко сцеплены между собой. Перемещение верхнего валка возможно только по вертикали и достигается вращением жестко скрепленных перемычкой эксцентриковых втулок от электродвигателя через редуктор. Нижний валок регулируется только в осевом направлении скобой, жестко привернутой к станине [3]
Недостатки данной прокатной клети:
из-за перемычки, соединяющей эксцентриковые втулки, усложняется конструкция и изготовление втулок;
при разъединении станин для замены валков возможно выпадение эксцентриковых втулок с подшипниками, т.к. отсутствует фиксация втулок в цилиндрических расточках станин;
при повороте эксцентриковых втулок ось верхнего валка отклоняется от вертикальной плоскости, проходящей через ось нижнего валка, что ухудшает захват полосы валками, а также нарушается стабильность процесса поперечной деформации;
изменение зазора между валками осуществляется только за счет подъема или опускания верхнего валка, что приводит к изменению положения линии прокатки по высоте;
увеличивается продолжительность перевалки за счет разъединения и соединения перемычек эксцентриковых втулок;
отсутствует осевая регулировка верхнего валка, что снижает технологические возможности прокатной клети.
Целями предложенного технического решения являются:
упрощение устройства синхронизации поворота эксцентриковых втулок;
уменьшение трудоемкости и продолжительности перевалки клети путем замены валков без извлечения эксцентриковых втулок и подшипников из стоек станины;
сохранение постоянства оси прокатки при использовании новых и переточенных рабочих валков за счет применения эксцентриковых втулок на верхнем и нижнем валках и одновременного синхронного поворота всех втулок при изменении зазора между валками;
повышение технологической возможности клети путем применения осевой регулировки на верхнем валке.
Поставленные цели достигаются тем, что приводной вал привода поворота эксцентриковых втулок верхнего валка снабжен дополнительной шестерней, входящей в зацепление с зубчатым венцом, которым снабжена вторая эксцентриковая втулка верхнего валка, эксцентриковые втулки нижнего валка также снабжены зубчатыми венцами, входящими в зацепление с зубчатыми венцами эксцентриковых втулок верхнего валка, все эксцентриковые втулки зафиксированы в стойках станины в осевом направлении посредством кольцевых выточек в стойках и съемных упорных листов со стороны бочки валка, цапфы валков и подшипники смонтированы с возможностью осевого перемещения внутри эксцентриковых втулок, механизм регулировки валков смонтирован на эксцентриковых втулках верхнего и нижнего валков, а в стойках станины выполнены кольцевые проточки под шестерни приводного вала и зубчатые венцы эксцентриковых втулок, кроме этого механизм осевой регулировки валков выполнен в виде стакана, установленного на неприводной цапфе валка, упорных подшипников на нем, зафиксированных гайкой, втулки, входящей в отверстие эксцентриковой втулки с возможностью осевого перемещения и имеющей два фланца: внутренний и внешний, из которых внутренний зажат между упорными подшипниками, а внешний взаимодействует с винтовой парой, винт которой зафиксирован в эксцентриковой втулке.
Такое конструктивное выполнение прокатной клети преимущественно для прокатки мелкосортных профилей малотоннажными партиями позволяет значительно уменьшить трудоемкость и продолжительность горелки клети за счет замены рабочих валков без демонтажа эксцентриковых втулок, подшипников, а также механизмов осевой и радиальной настройки валков.
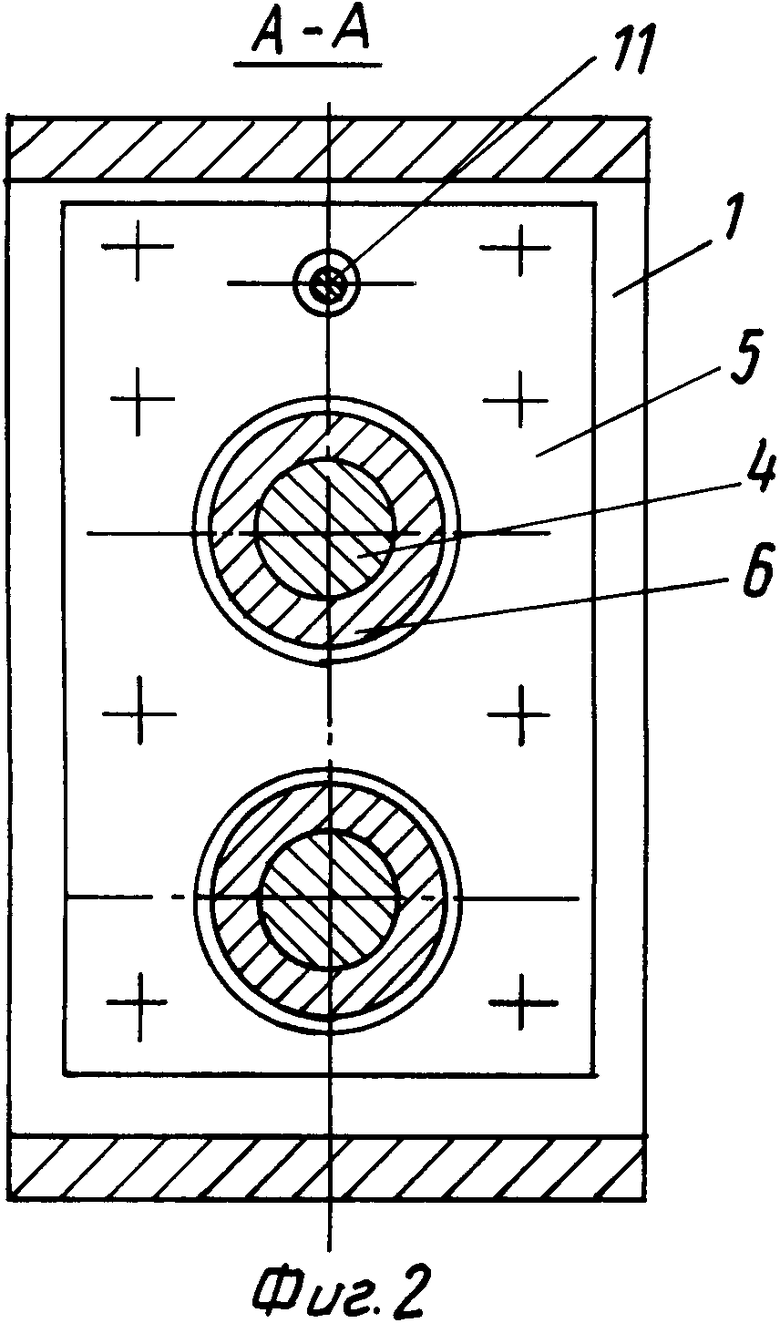
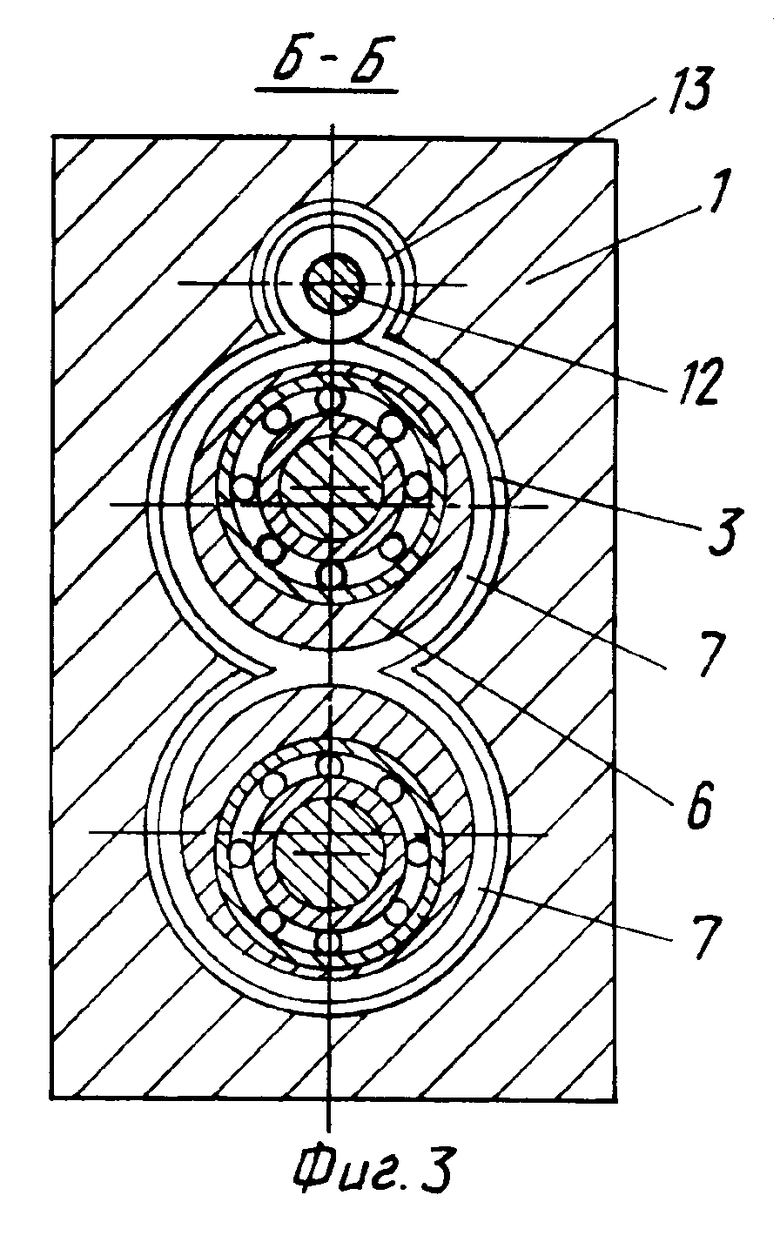
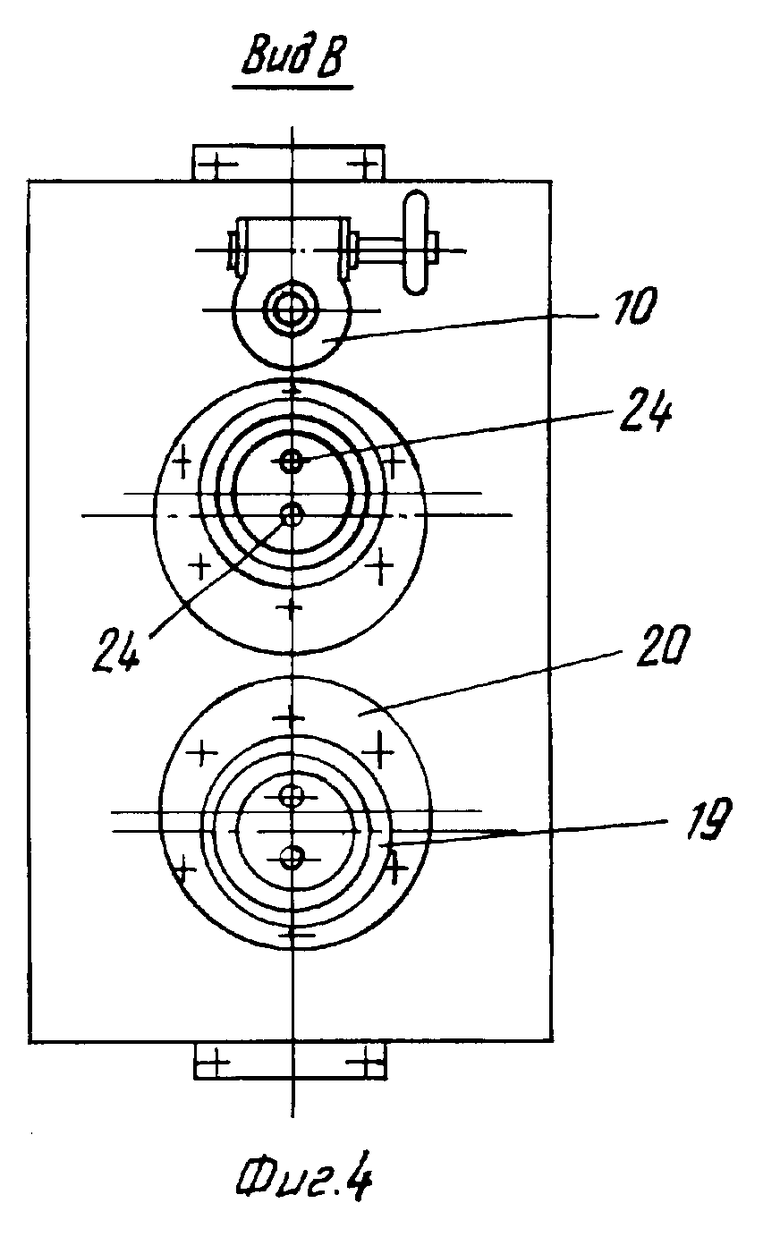
На фиг. 1 показана предлагаемая клеть, вид по оси прокатки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 вид В на фиг. 1.
Рабочая клеть прокатного стана содержит закрытую станину, имеющую разъем в вертикальной осевой плоскости, перпендикулярный к оси валков. В каждой стойке станины 1 симметрично оси прокатки выполнены цилиндрические расточки 2 с кольцевой выточкой 3 со стороны бочки рабочего валка 4, в которых установлены и зафиксированы упорными листами 5 от осевого перемещения эксцентриковые втулки 6 с зубчатыми венцами 7. В отверстиях втулок 6 установлены двухрядные конические радиально-упорные подшипники 8, удерживаемые во втулке 6 от выпадения крышкой подшипника 9. Наружные кольца подшипников 8 сопрягаются с отверстием втулки 6 по скользящей посадке и подшипники могут передвигаться вдоль втулки 6.
Эксцентриковые втулки 6 связаны между собой с помощью зубчатых венцов 7. Поворот эксцентриковых втулок в цилиндрических расточках 2 станины осуществляется механизмом, состоящим из червячного редуктора 10 и смонтированного на подшипниках в отверстиях стоек станины вала 11 с двумя шестернями 12, которые установлены в цилиндрических углублениях 13 стоек станины. Шестерни 12 находятся в зацеплении с зубчатыми венцами 7 верхних эксцентриковых втулок 6. Шейки рабочих валков 4 установлены по скользящей посадке в подшипниках 8, при этом внутренние кольца подшипников прижимаются с усилием до упора к галтельным выступам валка 4 с приводной стороны полумуфтами 14, а с неприводной стороны стаканами 15 посредством прижимных шайб 16 и болтов (см. фиг. 1).
Верхний и нижний рабочие валки оснащены механизмом осевой регулировки, который смонтирован на шейках валков 4 с неприводной стороны и включает в себя упорные подшипники 17, установленные и закрепленные на стакане 15 и во втулке 19 с помощью гайки 18. Втулка 9 имеет фланцы 20 с отверстиями. Передвигая с помощью гаек, 21 фланец 20 втулки 19 вдоль шпилек 22, ввернутых в эксцентриковые втулки 6, вправо или влево, перемещается соответственно и втулка 19, которая через упорные подшипники 7 и стакан 15 передвигает шейку валка 4 вдоль эксцентриковой втулки 6, которые зафиксированы от осевого перемещения в стойках станины. Следует отметить, что установка механизма осевой регулировки непосредственно на эксцентриковой втулке неразрывно связана с их неподвижным закреплением и является существенным признаком изобретения.
Перевалку рабочих валков осуществляют на специальном стенде, где валки 4 извлекают из клети без демонтажа эксцентриковых втулок 6, валковых подшипников 8, механизмов осевой регулировки валков и приводов эксцентриковых втулок. На стенде перед перевалкой снимаются соединительные болты с муфты 23, разъединяются стойко станины, с хвостовиков рабочих валков 4 с приводной стороны отсоединяются полумуфты 14, а с неприводной стороны выкручиваются болты 24.
После чего левая и правая стойка станины с помощью специальных механизмов разводятся в стороны, валки 4 остаются на удерживающих опорах, откуда их убирают краном, при этом эксцентриковые втулки 6 и валковые 8 подшипники, а также механизмы осевой регулировки и привод верхних эксцентриковых втулок остаются в стойках станины.
Установку новых валков и сборку клети производят в обратном порядке.
Технические результаты, достигаемые использованием описанного устройства в сравнении с прототипом:
уменьшена трудоемкость и продолжительность перевалки клетей путем замены рабочих валков без демонтажа эксцентриковых втулок и валковых подшипников, механизмов осевой и радиальной настройки валков;
при прокатке сохраняется постоянство оси прокатки при использовании новых и переточенных валков;
упрощается устройство клети при одновременном снижении трудоемкости ее эксплуатации и изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
Использование: изобретение относится к черной и цветной металлургии, а именно к станам для прокатки мелкосортных профилей малотоннажными партиями. Сущность изобретения: конструкция прокатной клети с эксцентриковой регулировкой валков, позволяющая уменьшить трудоемкость и продолжительность перевалки и расширить ее технологические возможности за счет замены валков без демонтажа эксцентриковых втулок, механизма осевой и радикальной настройки валков, а также применения осевой регулировки на обоих валках. 1 з.п. ф-лы, 4 ил.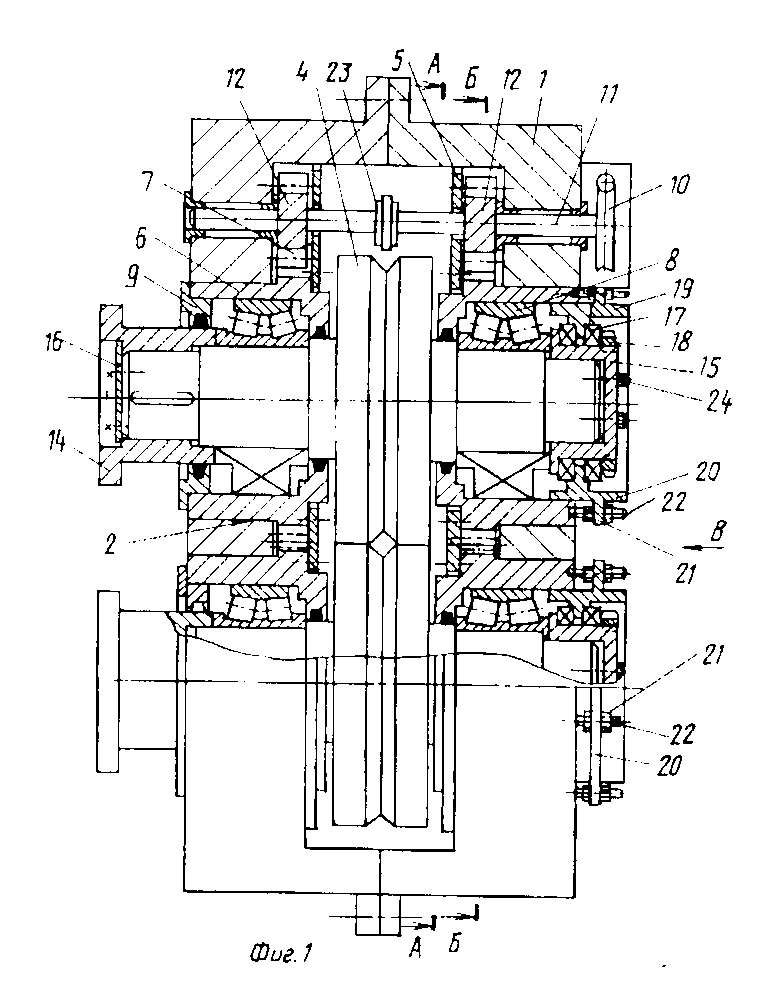
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чекмарев А.П., Побегайло Г.Г | |||
| Точная прокатка сортовых профилей | |||
| - М.: Металлургия, 1968, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Клеть стана продольной прокатки | 1980 |
|
SU910239A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА«C:;CO!03HAJi 11 HnTFU-.O- ,, '• TEXHirxC.A!? *' | 0 |
|
SU169046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
