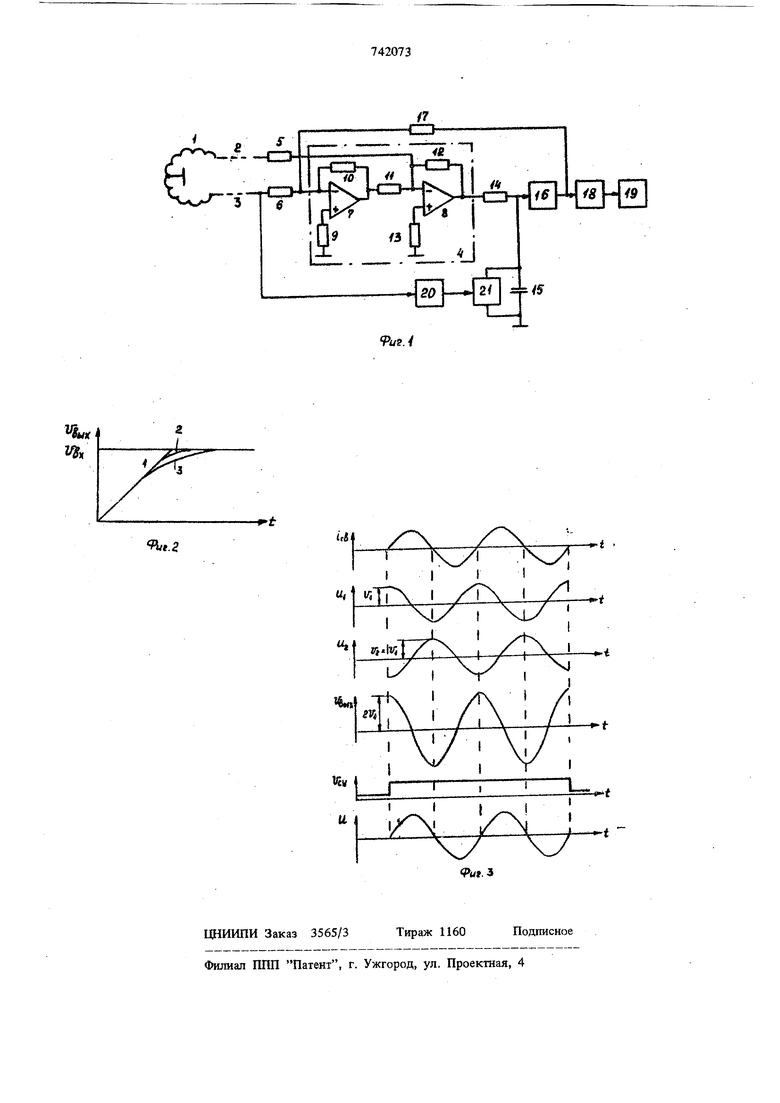
Изобретение относится к контактной точеч-1 ной электросварке и может быть использовано для измерения мгновенных, амплитудных и дей ствующих значений сварочного тока. Известно устройство для измерения амплиту ных и действующих значений сварочного тока, содержащее датчик тока, выполненный в виде пояса Роговского, интегрирующую схему, блок формирова1шя и запоминания тока и измерител ный прибор 11. Даиное устройство характеризуется 31гачитель ной погрещностью измерения сварочного тока от 3 до 6%. При работе сварочной машины на измерительные провода действует ЭДС взаимной индукции, наводимая сварочным током и достигающая значительных величин. Для уменьшения влияния наводок применяют скручивание или экранирование измерительных проводов, но это не позволяет полностью устранить влияние наводок. Известно также устройство, в котором устранение наводок достигнуто применением дафференщ1апьного усилителя с прямым и инверсным входами 2. Однако это устройство является достаточно сложным и имеет низкую надежность в работе. Наиболее близким техническим решением к предложенному является устройство для измерения сварочного тока, содержащее датчик тока, выполненный в ввде пояса Роговского. соединенного с интегрирующей схемой, вьшолненной в виде дифференциальных усилителей, сопротивления, конденсатора и повторителя напряжения, выход которой подключен ко входу блока формирования и запоминания тока 3. Это устройство позволяет осуществлять интегрирование синхронно с импульсом сварочного тока, но также обладает значительной погрешностью при измерении сварочного тока, обусловленную действием противо ЭДС при заряде конденсатора и наводками на измерительные провода при работе сварочной машины. Цель изобретения - повышение точности измерения сварочного тока. Поставленная цель достигается тем, что пояс Роговского выполнен с заземленной средней точкой, а два другие его выхода подсоединены ко входам интегрирующей схемы На фш. 1 изображена схема устройства для измерения сварочного тока; на фиг. 2 - графики изменения интегрируемого напряжения; на фиг. 3 - временные диаграммы при измерении сварочного тока. Устройство содержит тока - пояс Роговского I, выполненный с заземлеьгной сред ней тошсой для получешя ддух проттофазных но равных по амплитуде Ешпряжений, измерител ные провода 2 и 3, дифференциальный усилител с входными сопротивлениями 5 и 6. Дифферен циальный усилитель 4 выполнен на операнлонных усилителях 7 и 8, включенных по схеме инвертирующих усилителей с единичными коэффициентами передачи, устанавливаемых сопротив лениями 6, 9, 10 и 5, И, 12, 13. Дифференциальный усилитель 4 совместно с поясом Роговского 1 предпазначен для подаЕле1гия помех, возникающих от наводок на измерительные провода гфи работе сварочной мазннны. В состав устройства также входят зарядное сопротивление 14 и ковденслтор 15, слулащре для формироЕа1Гия напряжения, пропоридонального сварочному току путем интегрироваьшя напряжения с пояса Роговского 1, поступающего через дифферен1щальный усилитель 4, повторитель 16 напряже шя с высоким входнь м сопро тивлением для предотвращения самопроизвольного разряда конденсатора 15, сопротивление 1 положительной обратной связи, предаизначенное для.компенса1щи противо ЭДС, возникающей при заряде конденсатора 15. Устройсгао содержит также блок 18 формирования, и запоминания тока, предцазначе паш для формирования и запо шнания амллитудного и действующего значе}шя сварочного тока, измерительный прибор 19 для отсчета величины сварочного тока, схему 20 управлешш и электронный ключ 21, предназначеш{ые дая осуществлеш1я процесса интегрироваш1я синхронно с импульсом сварочного тока с целью уменьшения погрешности измерения, вызванной действием дрейфа нуля операционных уси.11ителей 7 и 8. Элементы устройства соединены таким образом, что пояс Роговского 1 с заземленным средним выводом подсоединен посредством измерительных проводов 2 и 3 через входные с.опрот1 вления 5 и 6 ко входам дифференциального усилителя 4, выход которого соединен через зарядное сопротивление 14 с конденсатором 15, один вывод которого заземлен, а другой подсоеданен к входу повторителя 16 напряжения, выход которого соединен с неинвертирующим входом дифференциального усилителя 4 через сопротивление 17 положительной обратной связи и со входом блока 18 формирования и запоминания oкa выход которого соединен с измерительным при 34 бором 19. Пояс Роговского 1 подсоединен также ко входу схемы 20 управления, выход которой соединен с управляющей цепью электронного ключа 21, а его коммутирующая цепь Ьодключена к конденсатору 15. Устройство работает следующим образом. При включении сварочной мапшны на выходах пояса Роговского 1 формируются напряжения Ui и УЗ равные по амплитуде и противоположные по фазе. Величины напряже1шй и, и Ui пропорциональны производной от сварочного тока - При работе сварочной машины, на измерительные провода действуют наводки от сварочного тока. Причем фазы напряжений наводок Цц и в измерительных проводах совпадают, и величины этих напряжений равны, так как измерительные провода идентичны друг другу и находятся в одинаковых условиях под воздействием наводок. ТаКИМ образом, на неинвертирующем входе дифферешиального усилителя 4 действует сумма напряжений Ui т , а на инвертирующем входе действует сумма напряжений - (J + , причем как указано UHI UH2. Следовательно, на выходе дифференциального усилителя 4 формируется сигнал U, равный Ji Jvu - ( Uj,2)2Ui (1) Из выражения (1) видно, что при использовании дифференциального усилителя 4 совместно с поясом Роговского 1, выполненного со средней точкой, напряжения наводки на измерительные провода 2 и 3 взаимокомпенсируются, а полезный сигнал, пропорциональный производной от сварочного тока, удваивается, что повышает тошость и помехозащищенность устройства. С выхода дифференщ ального усилителя 4 сигнал и„.,„ поступает на кондеисатор 15 через зарядное сопротивление 14. На конденсаторе 15 формируется сигнал U, пропорциональный мгновенному значению сварочного тока) который поступает на вход повторителя 16 напряжения, а с его выхода в блок & формирования и зaпo шнaния сварочного тока, величина которого считывается измерительным прибором 19. Выполнение интегрирующей схемы на основе дифферендаальпого усилителя 4, зарядного соирот21влеш1я 14, конденсатора 15 и повториTejm 16 напряжения позволяет осуществить компенсащно прогиво ЭДС, воз шкающую при заряде конденсатора 15. Это достигается тем, что часть напряжеьшя сигнала U с выхода повторителя 16 напряжения подается на неинвертнрующий вход дд фференциального усилителя 4 через сопротивление 17 положительной обратной связи. При этом процесс интегрировашш получается близким к идеальному, почти во всем диапазоне выходного напряжения интегрирующей схемы, как показано на фиг. 2(кривая 2). На фиг. 2 график 1 соответстзует процессу идеального интегрирования, график 3 соответствует процессу интегрирования известного устройства. Графики на фиг. 2 построены для случая скачкообразного воздействия входного напряжения на интегрирующую схему. Введение положительной обратной связи по указанной схеме значительно повышает точность измерения сварочного тока. Выполнение интегрирующей схемы в основе дифференциального усилителя 4, состоящего из двух идентичных операционных усилителей 7 и 8 компенсирует ошибку из-за смещения нуля операционных усилителей 7, 8, так как схемы интегрирующи усилителей идентичны, вследствие соответствующего выбора номиналов сопротивления 5, 6, .9, 10, 11, 12, 13, но погрешность, обусловленная смешением нуля и возникающая на первом интегрирующем усилителе, суммируется с примерно равной ей ошибкой второго инвертирующего усилителя, но с противоположным знаком. Включение конденсатора 15 по предложенной схеме, при которой один вывод конденсатора заземлен, облегчает установку нулевого напряжения на нем. Схема 20 управления и электронный ключ 21 предназначены для осуществления процесса интегрирования синхронно с импульсом свароч ного тока. При отсутствии сварочного тока ключ 21 замкнут и щунтирует конденсатор 15 При включении сварочного тока i, напряжение с выхода пояса Роговского 1 Uj поступает на вход схемы 20 управления, которая формирует сигнал U размыкающий ключ 21, обеспечивая тем самым начало процесса интегрирования. По окончании импульса сварочного тока напряжения U на выходе схемы 20 управления изменяется скачком до уровня, при котором ключ 21 вновь замыкается и шунтирует конденсатор 15. Осуществлеш{е процесса интегрирования синхронно с импульсом сварочного тока повышает точность измерения сварочного тока.
Погрешность устройства при, измерении амплитудного значения сварочного тока не превышает 0,5%, ,а действующего значения сварочного тока не превышает 0,7% практически во
всем диапазоне измерений. Опытная проверка извест1{ых технических решений показала, что погрешность измерения достигается 3-6%, а при измерении малых значений сварочного тока возрастает до 5-8%.
Использование дашюго устройства для
контроля сварочного тока, являющегося одним из основных параметров режима сварки, позволит повысить качество сварных соединений. Устройство целесообразно использовать в составе системы автоматического контроля или управления процесса контактной точечной сварки. Формула изобретения Устройство для измере1шя сварочного тока, содержащее датчик тока, вьшолнениый в ввде пояса Роговского, соединенного с интегрируницей схемой, выполненной в виде дифференциальных усилителей, сопротивления, конденсатора и повторителя напряжения, выход которой подключен ко входу блока формирования и запоминания тока, отличающееся тем, что, с целью повыщения точиос1и измерения, пояс Роговского выполнен с заземленной средней точкой, а два другие его вывода подсоединены ко входам интегрирующей схемы. Источники информации, принятые во в;;имание при зкспертизе 1. Орлов Б. Д. и др. Контроль точечной и роликовой злектросварки. М., Машиностроение, 1973, с. 140. 2.. Авторское свидетельство СССР по заявке . N 2493372/25-27 (073444), кл. В 23 К 11/24, 1977. 3. Авторское свидетельство СССР № 467797, кл. В 23 К 11/26, 1975.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |
| Способ измерения сварочного тока | 1973 |
|
SU467797A1 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2127887C1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU764895A1 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО ТОКА | 2004 |
|
RU2256184C1 |
| ПЕРЕНОСНОЙ ЦИФРОВОЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1996 |
|
RU2131128C1 |
| Преобразователь сопротивления резистивного датчика в период следования импульсов | 1979 |
|
SU879503A1 |
| Устройство для измерения напряжения на сварочных электродах | 1984 |
|
SU1189626A1 |
| Устройство для измерения тока | 1976 |
|
SU632959A1 |