Однако при изменении положения свариваемой детали нли же ее смене, внесении магнитных масс во вторичньяй контур машины и т.д. происходнт изменение ЭДС, получаемой с пояса Роговского, что связано с Изменением сварочного тока. Кроме того, происходит изменение ЭДС наводки в измерительном контуре, связанное как с изменением тока, так и с изменение магнитной связи измерительного контура со сварочным контуром машины. Таким образом, ЭДС наводки и ЭДС, получа:емая с пояса Роговского, изменяются в этом случае не пропорционально, а следовательно, нарушаются условия компенсаций, что ведет к снижению точности измерения напряжения на свароч4 ом контакте.
Целью изобретения является повышение точности измерения напряжения за счет автоматического задания условий компенсации напряжения-наводок в начале каждого полупериода сварочного тока.
Поставленная цель достигается тем, что в устройство для измерения напряжения на сварочных электродах, содержащее сварочный трансформатор, преобразователь напряжения, вычитающий блок, элемент компенсации паденинапряжения на электродах, пояс Роговского, один вывод Которого заземлен, выход вычитающего блока соединен со входом преобразователя напряжения, первый вход вычитающего блока соединен со сварочным электродом, второй вход вычитающего блока .соединен со сварочным электродом, второй вход вычитающего блока через элемент компенсации падения напряжения на эле1стродах соединен с незаземпенным выводом пояса Роговского, а также источник питания, введены умножитель, ftynb-орган, узел синхронизации и конденсатор с зарядной и разрядной цепями, каждая из которых состоит из ключа и резистора, при этом выход умножителя подключен к третьему входу вычитающего блока, один из входов умножителя подключен к нёзаземленному выводу пояса Роговского, а другой к общей точке- конденсатора, ключа разрядной цепи и резистора зарядной цепи, ключ зарядной цепи включен между резистором зарядной цепи и источником питания, резистор разрядной цепи подключен к конденсатору и клю чу разрядной цепи, нуль-орган своим входом подключен к выходу вычитающего блока, а выходом к ключу зарядной цепи конденсатора, узел синхронизации подключен своим входом к незаземленному выводу пояса Роговского, а выходом к ключам разрядной и зарядной цепей.,
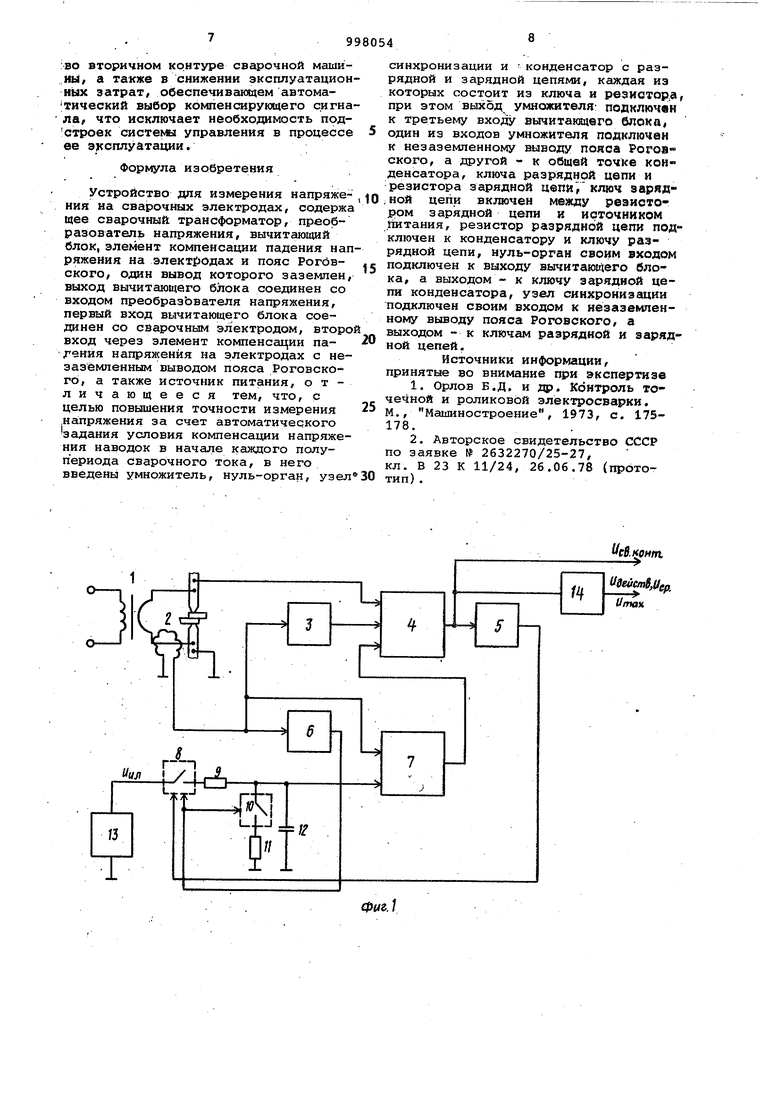
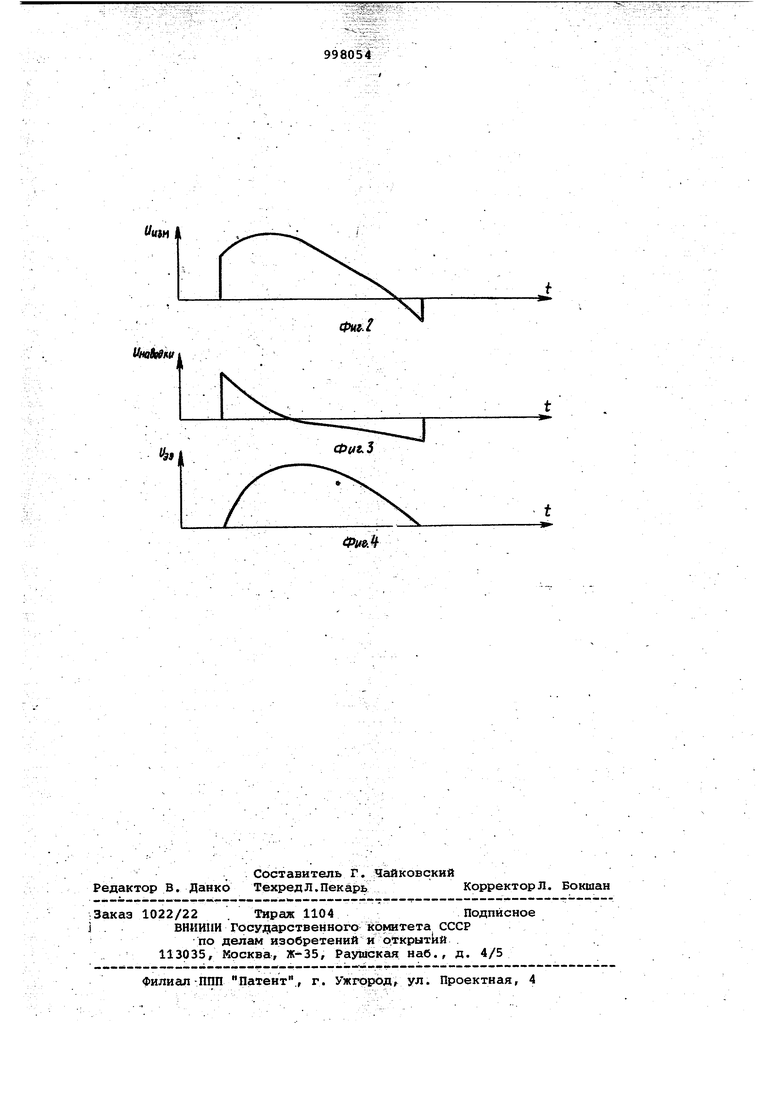
На фиг. 1 изображена схема устройст; ва для измерения напряясения на сварочном контакте.На фиг. 2 - 4 - -соответ ственно, напряжение, снимаемое с измерительного контура, ЭДС наводки и напряжение на электродах сварочной маыины.
Устройство содержит сварочный трасформатор 1, пояс Роговского 2, элемент компенсации падення напряжения на электродах 3, вычитающий блок 4, нуль-оргай 5, узел синхронизации б, умножитель 7, цепь заряда конденсатора, состоящую из ключа 8 и резистора 9, цепь разряда конденсатора, состоящую из ключа 10 и резистора 11 конденсатор 12, источник питания 13 и преобразователь напряжения 14.
При этом незаземленный вывод пояса Роговского соединен с входом элемента компенсации падения напряжения на электродах 3, входом узла синхро.низации б и входом умножителя 7, входы вычитающего блока 4 соеди.нены с измерительной цепью, выходом элемента компенсации падения напряжения на электродах 3 и выходом умножителя 7, общая точка конденсатора 1 ключа разрядной цепи 10 и резистора зарядной цепи 9 соединена с входом умножителя 7, ключ зарядной цепи 8 включен между источником питания 13 и резистором 9 зарядной цепи, резистор разрядной цепи 11 подключен к ключу разрядной цепи 10 и конденсатору 12, нуль-орган подключен своим входом к выходу вычитающего блока 4, а выходом - к ключу 8 зарядной цепи, выход узла синхронизации б подключен к ключам цепи заряда 8 и разряда 10, вход преобразователя напряжения 14 подключен к выходу вычитающего блока 4.
Устройство работает следующим образом.
В процессе сварки устройство вычисляет напряжение на сварочном контакте U. согласно выражению
(О
Ч
и
СВ КОЙТ
где Uj,3j, - напряжение, снимаемое с измерительного контура; Uy,3 - Псщение напряжения на электродах ;
U|4 - величина ЭДС наводки в измерительном контуре.
Вычисление по формуле (1) производится с помощью вычитакяцёго устройства 4.
Величина падения напряжения на электродах пропорциональна сварочному току и образуется с помощью схемы элемента компенсации падения напряжения на электродах 3.
На вход схемы подано напряжение с пояса Роговского 2, пропорциональное производной от тока. В схеме компенсации падения напряжения на электродах 3 существует интегратор, который образует напряжение, npoijop ционапьное сварочному току, из кото рого затем образуется напряжение, равное падению напряжения на элекф дах Uri9 .Величина ЭДе наводки в измерительном контуре Оц. образуется с помощью умножителя 7 и подается на вход вычитающего блока 4. В исходном состоянии до начала протекания сварочного тока ключ 8 разомкнут, а ключ 10 замкнут, и напряжение на конденсаторе 12 равно нулю. Напряжение на выходах умножителя 7, схекы компенсации падения напряжения на электродах 3, измерительной цепи и вычитающего блока 4 равно нулю.,В начальный момент протекания сварочного .тока от измерительной цепи на вход вычитающего бл ка 4 поступает скачок напряжения, О новременно с пояса Роговского на вход )ожйтеля 7 поступает напряжение ЭДС наводки (фиг. 3) . Это же напряжение поступает на вход узЛа синхронизации 6, который вырабатывает импульс, замыкакиций: ключ 8 и размокающий ключ 10 Конденсатор 12 начинает заряжаться от источника питания 13 через ключ 8 и сопротивление 9. Умножитель 7 умножает напряжения, поступающие на его входа от пояса Роговского 2 и с конденсатора 12. Постоянная цепи заряда кон денсатора 12 выбирается такой, что он может зарядиться практически пол ностью в момент начала протекания сварочногоТока. В начальный момент .сварочный ток равен нулю, а следовательно, равно нулю и напряжение, поступшоцее с выхода элемента - схе 1мы компенсации падения напряжения н электродах 3 на вход вычитгшяцего блока 4. Напряжение в измерительном контуре в начальный момент претерпевает скачок (. 2). Напряжение, пропорциональное наводки (фиг.З поступает с пояса Роговского 2 на вход умножителя 7, где умножается н напряжение на конденсаторе 12. Таки образом, в начале поЛупериода проте кания рварочного тока на вход вычитающего блока 4 поступают два отлич ных от нуля напряжения меритель ного контура и с выхода умножителя По мере заряда конденсатора 12 напряжениена выходе умножителя 7 увеличивается и становится равным напряжению, снимаемому с измеритель ного контура. В этот момент напряжен на выходе вычитсцощего блока 4 станог вится р ав ным нулю в соответствии с выражением (1). Так как постоянная цепи .заряда конденсатора мала, то сварочный трк в процессе заряда остается практически равшлм нулю, .а следовательно, равно нулю, и напряжение, поступающее на вход вычитгиодегр Блока 4 от элемента - схекы компенсации падения напряжения на электродгис 3. Нуль-орган 5, соединенный .своим входом с.выходом вычитающего блока 4, фиксирует момент равенства нулю напряжения на его выходе (момент, когда сравнялись напряжение в измерительном контуре и ЭДС наводки, поступающая с выхода умножителя 7) и размыкает ключ 8. Ключ 10 остается по-прежнему разомкнутым. В таком состоянии ключи находятся до момента окончания полупериода сварочного тока, и напряжение на конденсаторе 12 остается постоянным все это время, а на выходе умножителя 7 присутствует компенсационное напряжение, равное произведению постоянного напряжения на конденсаторе 12 на напряжение, поступающее с пояса Роговского и пропорциональное ЭДС наводки. В МОмент окончания полупериода сварочного тока узел синхронизации б выдает импульс, который замыкает ключ 10 (ключ 8 остается по-прежнему разомкну тьм) . Конденсатор 12 разряжается и схема приходит в исходное состояние. Итак, в начале каждого полупериода- протекания сварочного тока, когда, в измерительном контуре величина полезного сигнала равна нулю, и присутствует только ЭДС наводки, схема автоматически задает напряжение на конденсаторе 12 такой величины, которая обеспечивает на выходе умножителя. 7 компенсиру1ав(ее напряжение, равное ЭДС наводки. На протяжении всего полупериода компенсирующее напряжение равно произведению постоянного напряжения на конденсаторе 12 на напряжение, поступающее на умножитель 7 -с пояса Роговского 2 и пропорциональное производной от сварочного тока и ЭДС наводки в измерительном контуре. Автоматическое задание условий компенсации наводки (путем окончания заряда конденсатора в момент равенства компенсирующего напряжения и ЭДС наводки) в начале каждого полу«периода обеспечивает выполнение этих условий на протяжении всего полупериода. Таким образом, устройство не требует какой- шбо настройки .при смене детали, изменении ее положения, внесении магнитных масс во вторичный КОНТУР машины. С прмощью подключенного к выходу вычитающего блока 4 преобразователя напряжения 14 можно lioлучать различные производные напряжения ( среднее , действующее, максимальноё значение и т.д. ) Гехнико-экономическая эффективность предлагаемого устройства в сравнении . с известным заключается в повышении точности измерений напряжения на сва рочном контакте при смене свариваемой детали, изменении ее расположения :80 вторичном контуре сварочной машины, а также в снижении эксплуатацион ных затрат, обеспечивакхцем автоматический выбор компенсирующего сигна ла, что исключает необходимость под строек систекы управления в процессе ее эксплуатации. Формула изобретения Устройство для измерения напряжения на сварочных электродах, содержа щее сварочный трансформатор, преобразователь напряжения, вычитающий блок, элемент компенсации падения нап ряжения на электродах и пояс Роговского, один вывод которого заземлен выход вычитающего блока соединен со входом преобразователя напряжения, первый вход вычитающего блока соединен со сварочным электродом, второ вход через элемент компенсации пачтения напряжения на электродах с неэазёмленным выводом пояса Роговского, а также источник питания, отличающееся тем, что, с целью повышения точности измерения .напряжения за счет автоматического задания условия компенсации напряжения наводок в начале каждого полупериода сварочного тока, в него введены умножитель, нуль-орган, узел синхронизации и конденсатор с разрядной и зарядной цепями, каждая из которых состоит из ключа и резистора, при этом выход умножителя: подключен к третьему входу вычитакяявго блока, один из входов умножителя подключен к незаземленному выводу пояса Рогов ского, а другой - к обшей точке конденсатора, ключа разрядной цепи и резистора зарядной цепйГ ключ зарядной цепи включен между реэистоjpoM зарядной цепи и источником ,11итания, резистор разрядной цепи подключей к конденсзатору и ключу разрядной цепи, нуль-орган своим входом подключен к выходу вычитающего блока, а выходом - к ключу зарядной цепи конденсатора, узел синхронизации подключен своим входом к нёзаземленному выводу пояса Роговского, а выходом - к ключам разрядной и зарядной цепей. Источники информации, принятые во внимание при экспертизе 1.Орлов Б.Д. и др. Контроль точечной и роликовой электросварки. М,, Машиностроение, 1973, с. ITSITS. 2.Авторское свидетельство СССР по заявке № 2632270/25-27, кл. В 23 К 11/24, 26.06.78 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения сварочного тока | 1978 |
|
SU742073A1 |
| Устройство для измерения напряжения на сварочных электродах | 1984 |
|
SU1189626A1 |
| Устройство для измерения напряжения на сварочных электродах | 1988 |
|
SU1593839A1 |
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU764895A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Устройство для стабилизации расстояния от резака до поверхности металлического изделия | 1988 |
|
SU1696200A1 |
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU747654A1 |
| Способ конденсаторной сварки и устройство для его осуществления | 1988 |
|
SU1609581A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
е9.мнт.
