(54) УСТАНОВКА ДЛЯ ПРИВАРКИ ДЕТАЛЕЙ К РАМЕ МАСОЧНОГО УЗЛА ЦВЕТНОГО КИНЕСКОПА
1
Изобретение относится к производству цветных кинескопов масочного типа, в частности к технологическому оборудованию для приварки деталей к , раме масочного узла.
Известна установка для приварки деталей масочного узла, в частности, для приварки маски к раме, содержащая станину, пневматические цилиндры с закрепленными на штоках электрода ми, устройства для крепления рамы и маски и элементы управления 1.
Недостатком этой установки являгется низкое качество приварки маски к раме- из-за во.зникновения деформации в свариваемых деталях в процессе сварки.
Известна также установка для приварки маски к раме цветного кинескопа, содержащая станину, подвижные-каретки с электродами, пневматические цилиндры со штоками для перемещения и передачи усилий электродам, устройство для крепления рамы, устройства для установки привариваемых деталей масочного узла, дозировщики времени сварки и элементы управления 2 .
Недостатком этой установки является появление остаточной деформации в масочном узле при сварке, вследствие деформации свариваемых деталей от одностороннего давления электродов на раму масочного узла.
Цель изобретения - повышение качества изготовления масочного узла цветного кинескопа.
10
Поставленная цель достигается тем, что каждый пневматический цилиндр установлен на подвижной каретке, на одном конце штока которого установ 5 лены с помощью качающегося коромысла изолированные друг от друга электродь1, а другой конец штока и подвижная каретка взаимодействуют с закрепленными на станине упорами/ причем устройства для установки привариваемых деталей масочного узла выполнены в виде подпружиненных ползунов, имеющих возможность перемещения при взаимодействии с упомянутыми электродами.
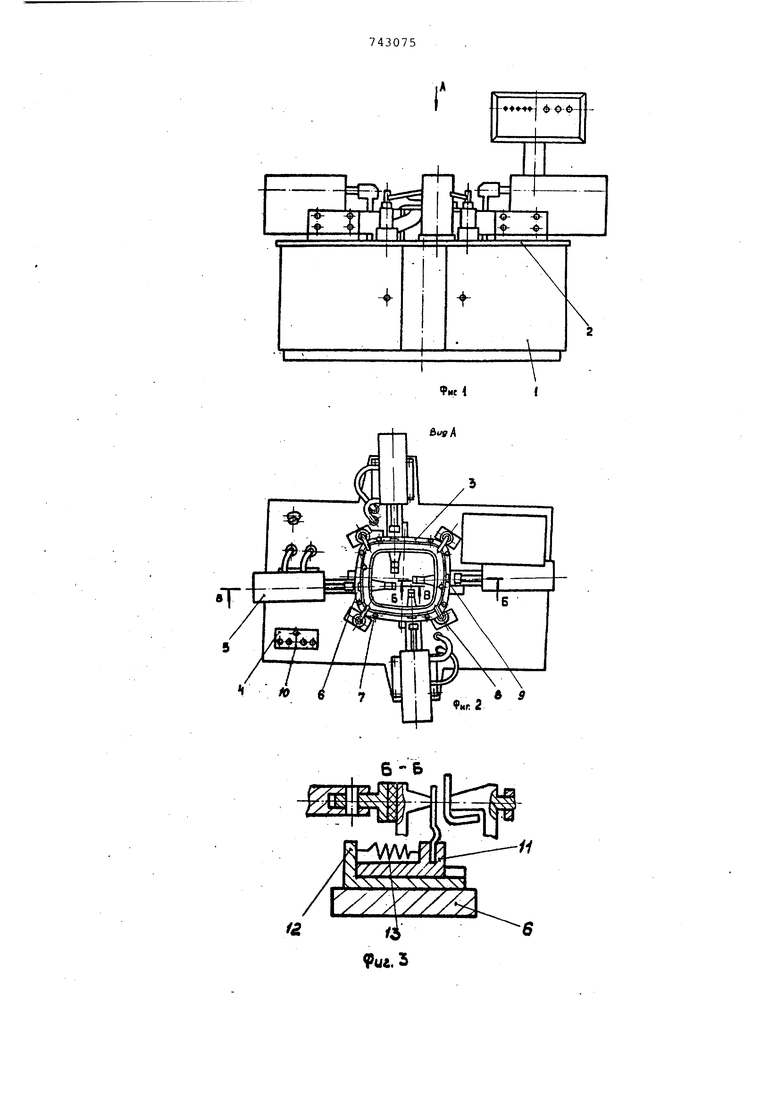
На фиг. 1 показана установка для приварки деталей к раме масочного узла цветного кинескопа, общий вид; на фиг. 2 - вид в плане по стрелке А на фиг.. 1; на фиг. 3 - разрез В-В на
фиг. 2; на фиг. 4 - разрез В-В вдоль оси подвижной к-аретки на фиг, 2; на фит..5 - разрез Г-Г на фиг. 4; на фиг. 6 - поперечный разрез Д-Д на фиг. 4 5
Установка состоит из станины 1 (фиг. 1), в которой смонтированы сварочные трансформаторы, дозировщик времени сварки, система охлаждения электродов и воздухораспределительна аппаратура (на чертеже не показаны), столешницы 2, на которой закреплецы устройство 3 (фиг. 2) для крепления рамы, элементы управления 4 и .подвижные каретки 5. Устройство 3 .для крепления рамы состоит из основания 6, ограничительных штифтов рамы 7, пневматических прижимов- рамы 8 и устройств 9 для установки привариваемых деталей масочного узла. Элементы управления 4 имеют пусковые кнопки10 для включения установки после ее закрузки. Устройство 9 для установки привариваемых деталей обеспечивают возможность поверхностного контакта привариваемых деталей с рамой при их сжатии в процессе сварки. Устройство 9 для установки привариваемых деталей состоит из ползуна 11 (фиг. 3), основания 12 и пружинка 13. Подвижные каретки 14 (фиг. 4) имеют возможность перемещения на опорах качения, выполненных в виде роликов 15 охватывающих с.двух сторон две круглые направляющие 16. На каждой подвиной каретке 14 установлен пневмоцилиндр 17 со штоком 18. На одном конце штока 18 укреплены с помощью коромысла 19 два изолированных друг от друга электрода 20, а другой конец штока взаимодействует с закрепленными на станине упорами 21 и 22. Коромысло 19 уравнивает давления электродов на свариваемые детали. Упор 21, взаимодействуя со штоком 18, обеспечивает отрыв залипших электродов 23 к свариваемым деталям. Регулируемым упором 22 с помощью гайки 24 устанавливается необходимое положение электродов 20 и 23 относительно свариваемых деталей. Пружина 25 служит для возврата подвижной каретки 14 в исходное положение. Электроды 20 и 23 подключены шинопроводами 26 к свароч.ным трансформаторам (на чертеже не показаны).
Установка работает следующим образом.
Г}ривариваемые детали загружают в устройство 9, а раму устанавливают в ограничительные штифты 7. После включения кнопки 10 автоматически осуществляется закрепление рамы пневматическими прижимами 8, после чего штоки 18 под действием сжатого воздуха, перемещая на своем пути устройство 9 с установленными привариваемыми деталями, прижимают их электродами 20 к раме, а каретки 14 перемещаются до упора электродами 23 в раму с противоположной стороны. Происходит сжатие электродами 20 и 23 привариваемых деталей и рамы между собой с исключением одностороннего давления их на раму. После сжатия через свариваемые детали в точках контакта электродов 20 и 23 подается импульс тока, обеспечиваиощий сварку привариваемых деталей с рамой.
После завершения сварки под действием сжатого воздуха осуществляется отвод электродов 20 и 23 в исходное, положение.
В случае залипания электрода 20 после подачи воздуха в правую полость пневмоцилиндра 17 происходит его перемещение совместно с кареткой 14 до ее остановки упором 22 с гайкой 24, после чего начинает перемещаться шток 18, осуществляя отрыв залипшего электрода 20. При залипании электрода 23 его принудительный отрыв осуществляется после отвода штока 18 с электродом 20 и останова его упором 21.
Использование данной установки позволяет повысить качество сборки масочного узла цветного кинескопа за счет устранения деформации свариваемых деталей в процессе сварки.
Формула изобретения
Установка для приваркидеталей к раме масочного узла цветного кинескопа, содержащая станину,подвижные каретки с электродами, пневматические цилиндры со .штоками для перемещения и передачи усилий электродам, устройство для крепления рамы, устройства для установки привариваемых деталей масочного узла, дозировщики времени сварки и элементы управления отличаю щ, аяс я тем, что, с целью повышения качества изготовления масочного узла, каждый пневматический цилиндр установлен на подвижной каретке, на одном конце штока которого установлены с помощью качающегося коромысла изолированные друг от друга электроды, а другой конецштока и каретка взаимодействуют с закрепленными на станине упорами, причем устройства для установки привариваемых деталей масочного узла выполнены в виде подпружиненных ползунов, имеющих возможность перемещения при взаимодействии с уг омянутыми электродами.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3.668.362, кл. 219-87, опублик. 1972.
2.Авторское свидетельство СССР № 301763, кл. Н 01 J 29/07, 1969 (прототип).
ф ф-6

| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТЕНТНО-ТЕХНННЕОКАЯ ВИВЛМОТСКА | 1971 |
|
SU301763A1 |
| Установка сборки экранных узлов цветных кинескопов | 1977 |
|
SU693458A1 |
| Устройство для сборки экранного узла цветного кинескопа | 1979 |
|
SU771756A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ ПРУЖИН К РАМЕ МАСОЧНОГО УЗЛА ЦВЕТНОГО КИНЕСКОПА | 1984 |
|
SU1225418A1 |
| Масочный узел цветного кинескопа | 1977 |
|
SU708433A1 |
| Экранно-масочный узел цветного кинескопа | 1981 |
|
SU1029260A1 |
| "Устройство для разработки и сборки экранного узла цветного кинескопа | 1975 |
|
SU560274A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| ЦВЕТНОЙ КИНЕСКОП (ВАРИАНТЫ) | 1994 |
|
RU2089006C1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |

-S
.отт
±±
Фие {I
б В
9иг.5
