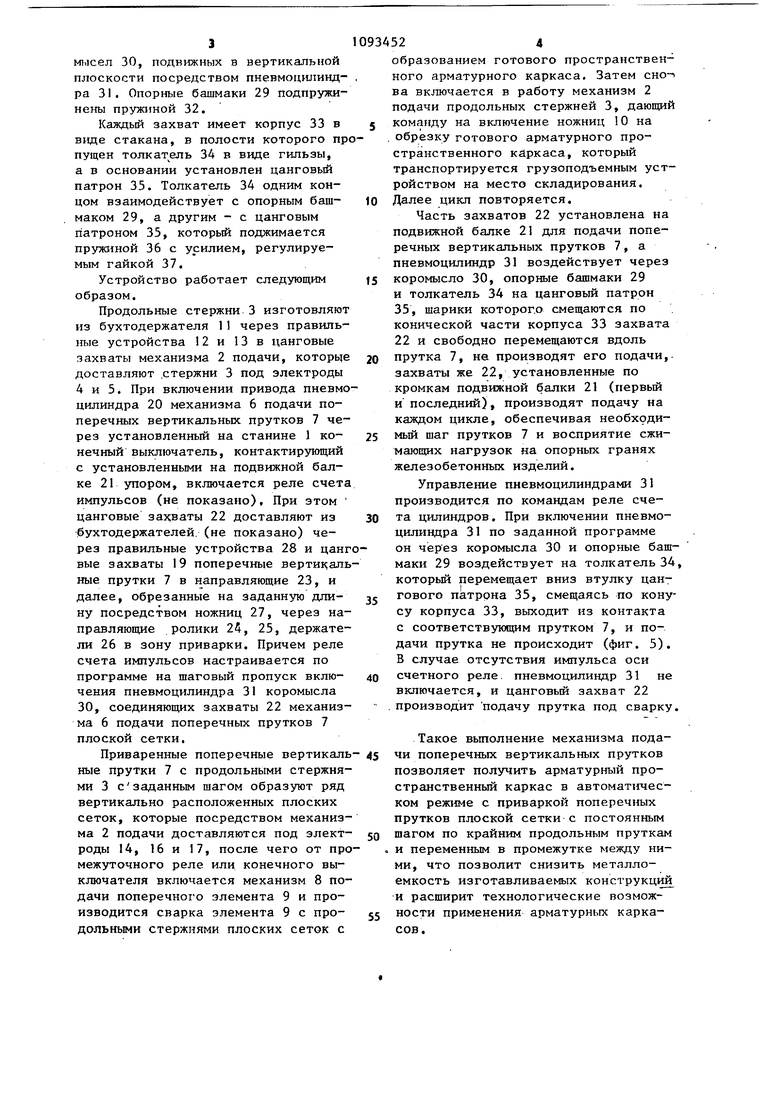
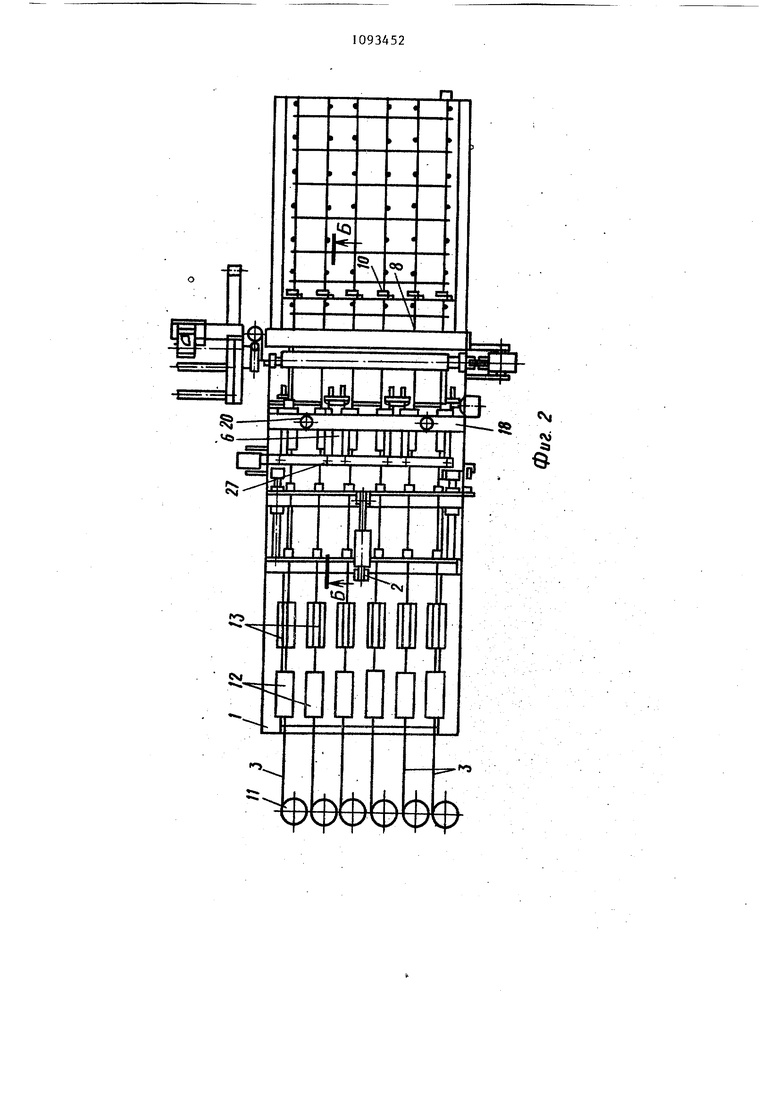
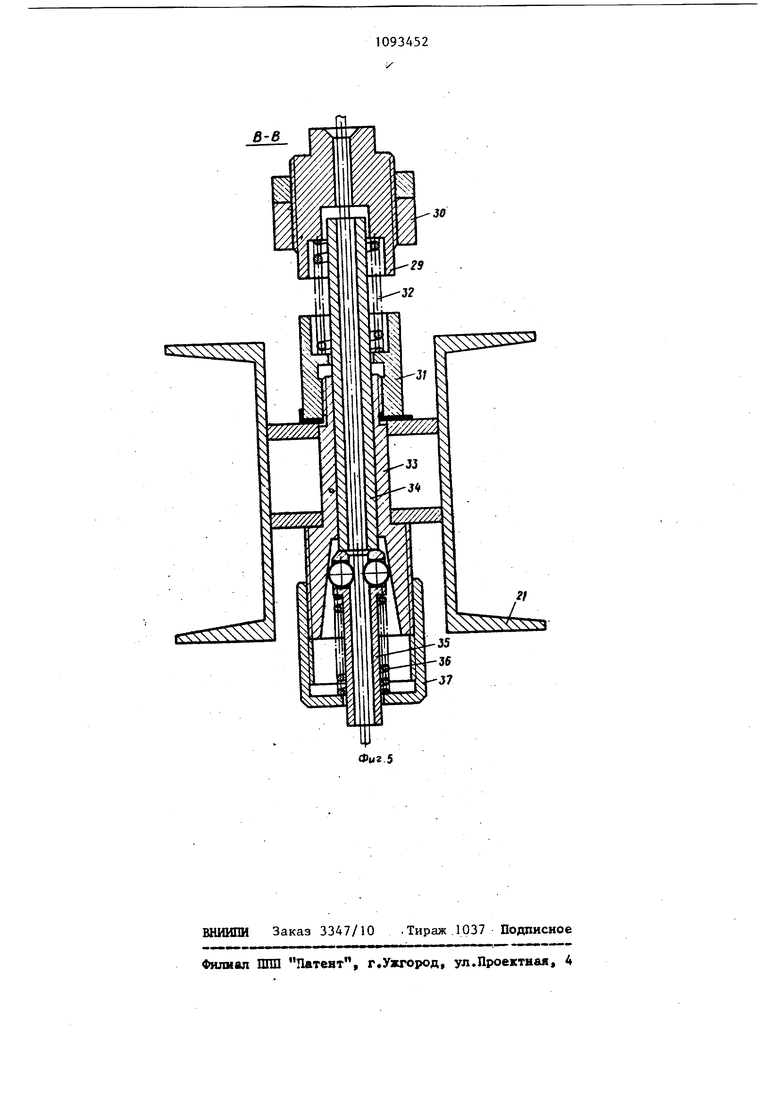
Изобретение относится к сварочной технике и может быть использовано при изготовлении железобетонных объемных арматурных каркасов из арматурной проволоки. По основному авт. св. № 804134 известна линия для изготовления про странственных арматурных каркасов, содержащая размещенные на станине механизм подачи плоских сеток, механизм подачи поперечных элементов каркаса, устройства для сварки каркасов, при этом линия снабжена устройствами для изготовления плоской сетки, каждое з которых выполнено в виде последовательно установленных по ходу подачи каркаса механизма подачи продольных стержней плоской сетки, сварочного узла для свар ки плоской сетки и механизма подачи поперечных прутков плоской сетки, смонтированного над сварочным узлом перпендикулярно к направлению движения каркаса, а механизм подачи поперечного элемента каркаса смонти рован вне зоны сварки перед устройством для сварки карк;асрв вдоль его электродов, Кроме того, устро ство для подач и фиксации поперечных элементов кар вьтолнено в виде расположенных между электродами устройства для сварки каркасов и связанных с общим приводом при помощи тяг поворотных коромысел с пазами для размещения в них поперечных элементов, а механизм подачи поперечных прутков плос кой сетки выполнен в виде расположенных соосно с электродами устройс ва для сварки плоской сетки направл ющей гильзы с пазом, подающими роликами и размещенным между электродами фиксаторо для поперечного прутка, и имеет захваты, размещенны на неподвижной и подвижной балкахCl Недостаток этой линии заключается в том, что на ней можно сваривать каркасы только с постоянным ша гом привариваемых вертикальных поперечных прутков плоской сетки, что повьшает металлоемкость каркасов. Цель изобретения - снижение металлоемкости и расширение технологи ческих возможностей за счет изготов ления каркасов с приваркой поперечных вертикальных прутков плоской се ки с переменным шагом. Поставленная цель достигается тем что в линии для изготовления про522странственных арматурных каркасов механизм шаговой подачи поперечных вертикальных прутков снабжен пневмоцилиндрами с коромыслами, закрепленными с возможностью перемещения на подвижной поперечной балке, и размещенньй и на каждом из них с возможностью взаимодействия с цанговыми захватами двумя подпружиненными опорными башмаками, а каждый цанговый захват выполнен в виде полого корпуса, внутри которого установлен толкатель с возможностью взаимодействия одним своим концом с подпружиненным цанговым патроном, а другим - с опорным башмаком. На фиг. 1 представлена линия, вид сбоку; на фиг. 2 - линия в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез Б-В на фиг. 3. Линия содержит станину 1, на которой последовательно установлены механизм 2 подачи продольных стержней 3 плоской сетки, сварочный узел для сварки плоской сетки в виде электродов 4 и 5, механизм 6 подачи поперечных вертикальных прутков 7 плоской сетки, смонтированной над сварочным узлом, механизм 8 подачи поперечного элемента 9 каркаса, ножницы 10 для отрезки готового арматурного каркаса. Перед линией установлен бухтодержатель 11 с проволокой для продольных прутков, а после него установлены правильные устройства 12 и 13. Механизм 8 подачи поперечного элемента 9 снабжен верхними подвижными электродами 14 с приводом 15, нижними подвижными электродами 16 и промежуточными электродами 17 для сварки плоской сетки и поперечных элементов 9. Механизм 6 подачи поперечных вертикальных прутков 7 плоской сетки содержит неподвижную раму 18 с цанговыми захватами 19 и установленный на ней привод в виде пневмоцилиндра 20, шток которого шарнирно связан с подвижной балкой 21, связанной с цанговыми захватами 22, направляющие 23, ролики 24 и 25, держатели 26, ножницы 27 и правильное устройство 28. Захваты 22, установленные на подвижной балке 21 попарно, кроме первых и последних (фиг. 3) по ширине инии, соединены между собой через опорные башмаки 29 при помощи коро3ммсел 30, подвижных в вертикальной плоскости посредством пневмодилиндра 31. Опорные башмаки 29 подпружинены пружиной 32. Каждый захват имеет корпус 33 в виде стакана, в полости которого пр пущен толкат ель 34 в виде гильзы, а в основании установлен цанговый патрон 35. Толкатель 34 одним концом взаимодействует с опорным башмаком 29, а другим - с цанговым патроном 35, который поджимается пружиной 36 с усилием, регулируемым гайкой 37. Устройство работает следующим образом. Продольные стержни 3 изготовляют из бухтодержателя 11 через правильные устройства 12 и 13 в цанговые захваты механизма 2 подачи, которые доставляют .стержни 3 под электроды 4 и 5. При включении привода пневмо цилиндра 20 механизма 6 подачи поперечных вертикальных прутков 7 через установленный на станине 1 конечный выключатель, контактирующий с установленными на подвижной балке 21 упором, включается реле счет импульсов (не показано). При этом цанговые зах;ваты 22 доставляют из бухтодержателей. (не показано) через правильные устройства 28 и цан вые захваты 19 поперечные верти1 аль ные прутки 7 в направляющие 23, и далее, обрезанные на заданную длину посредством ножниц 27, через направляющие ролики 24, 25, держатели 26 в зону приварки. Причем реле счета импульсов настраивается по программе на шаговый пропуск включения пневмоцилиндра 31 коромысла 30, соединяющих захваты 22 механизма 6 подачи поперечных прутков 7 плоской сетки. Приваренные поперечные вертикаль ные прутки 7 с продольными стержнями 3 сзаданным шагом образуют ряд вертикально расположенных плоских сеток, которые посредством механиз ма 2 подачи доставляются под элект роды 14, 16 и 17, после чего от пр межуточного реле или конечного выключателя включается механизм 8 по дачи поперечного элемента 9 и производится сварка элемента 9 с продольными стержнями плоских сеток с 524 образованием готового пространственного арматурного каркаса. Затем снова включается в работу механизм 2 подачи продольных стержней 3, дающий команду на включение ножниц 10 на обрезку готового арматурного пространственного кйркаса, который транспортируется грузоподъемным устройством на место складирования. Далее цикл повторяется. Часть захватов 22 установлена на подвижной балке 21 для подачи поперечных вертикальных прутков 7, а пневмоцилиндр 31 воздействует через коромысло 30, опорные башмаки 29 и толкатель 34 на цанговый патрон 35, шарики которого смещаются по конической части корпуса 33 захвата 22 и свободно перемещаются вдоль прутка 7, не производят его подачи, захваты же 22, установленные по кромкам подвижной балки 21 (первый и последний), производят подачу на каждом цикле, обеспечивая необхрдимый шаг прутков 7 и восприятие сжимающих нагрузок на опорных гранях железобетонных изделий. Управление пневмоцилиндрами 31 производится по командам реле счета цилиндров. При включении пневмоцилиндра 31 по заданной программе он через коромысла 30 и опорные башмаки 29 воздействует на толкатель 34, который перемещает вниз втулку цангового патррна 35, смещаясь по конусу корпуса 33, выходит из контакта с соответствующим прутком 7, и подачи прутка не происходит (фиг. 5). В случае отсутствия импульса оси счетного реле, пневмоцилиндр 31 не включается, и цанговый захват 22 производит подачу прутка под сварку. Такое вьшолнение механизма подачи поперечных вертикальных прутков позволяет получить арматурный пространственный каркас в автоматическом режиме с приваркой поперечных прутков плоской сетки с постоянным шагом по крайним продольным пруткам и переменным в промежутке между ними, что позволит снизить металлоемкость изготавливаемых конструкций и расширит технологические возможности применения арматурных каркасов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU261615A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |

ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЬСС КАРКАСОВ по авт. св. № 804134, отличающаяся тем, что, с целью снижения металлоемкости и расширения ее технологических возможностей путем изготовления каркасов с приваркой поперечных вертикальных прутков плоской сетки с переменным шагом, механизм шаговой подачи поперечных вертикальных прутков снабжен пневмоцилиндрами с коромыслами., закрепленными с возможностью перемещения на подвижной поперечной балке, и размещенными на каждом из них с возможностью взаимодействия с цанговыми захватами двумя подпружиненными опорными башмаками, а каждый цанговый захват вьтолнен в виде полого корпуса, в котором установлен толкатель с возможностью взаимодействия одним своим концом с под(Л .пружиненным цанговым патроном, а другим - с опорным башмаком.
30
:
21
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
