(54) УСТАНОВКА ДЛЯ ПРИВАРКИ КРОНШТЕЙНА К ЗВЕНУ ЦЕПИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Автомат для сборки и сварки скребков со звеньями цепи | 1981 |
|
SU1004057A1 |
| Установка для контактной рельефной сварки | 1982 |
|
SU1109302A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1985 |
|
SU1291331A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1969 |
|
SU251122A1 |
1
Изобретение относится к сварочному производству, в частности к контактной рельефной сварке, и может быть использовано при изготовлении цепных транспортеров.
Известен автомат для сборки и сварки скребков со звеном цепи, содержащий смонтированный на станине подвижный электрододержатель с электродом, неподвижный электрод, механизм подачи цепи и механизм фиксации и ориентации цепи 1J.
Недостатком известного автомата является то, что размещение механизма фиксации и ориентации цепи вне зоны сварки требует раздельного выполнения операции подачи и ориентации цепи, что снижает производительность.
Известен также автомат для сборки и сварки кронштейна со звеном це- пи. Автомат содержит установленные на станине приводноймеханизм подачи цепи, выполненный в виде каретки с захватом, тормоз.ное устройство для натяжения цепи, также электродный узел с приводом сварочного давления 2 J .
Недостатком известного автомата является то, что механизм фиксации
и ориентации цепи не связан кинематически с механизмом подачи цепи и снабжен установленными на подпру жйненной траверсе пуансонами,поочередно ( в зависимости .от знака отклонения изготовления цепи по шагу), вступающими в контакт с двумя ближайшими, относительно свариваемого, о.ц.инаково А, ориентированными звеньями цепи, что не обеспечивает приварку кронштейнов к цепи с заданным по количеству звеньев шагом. При достаточно большом шаге приварки кронштейнов возможно превышение за счет суммарного откло15нения изготовления звеньев цепи, что ПРИВО.ЦИТ к захвату механизмом подачи цепи лишних (при отрицательном отклонении изготовления) или недозахвату (при положительном отклонении изго20товления) одного или нескольких звеньев, и снижает качество свариваемого изделия.
Цель изобретения-улучшение качества сборки и сварки кронштейна со
25 звеном цепи.
Поставленная цель достигается тем, что в установке для приварки кронштейна к звену цепи, содержащей установлеиные на станине приводной механизм подачи цепи,выполненный в виде
30
каретки с захватом,тормозное устройтво для натяжения цепи, также электродный узел с приводом сварочного) Йавления, на каретке механизма подаи цепи смонтированы два параллельых станине вала, один из которых сновной, а другой - промежуточный, а на захвате механизма - толкатель, ри этом на основном валу -свободно . смонтированы звездочка, две шестерни |И поворотный кулачок, взаимодействующий с упомянутым толкателем, а на промежуточном валу жестко закреплена шестерня,взаимодействующая рез две шестерни основного вала со звездочкой.
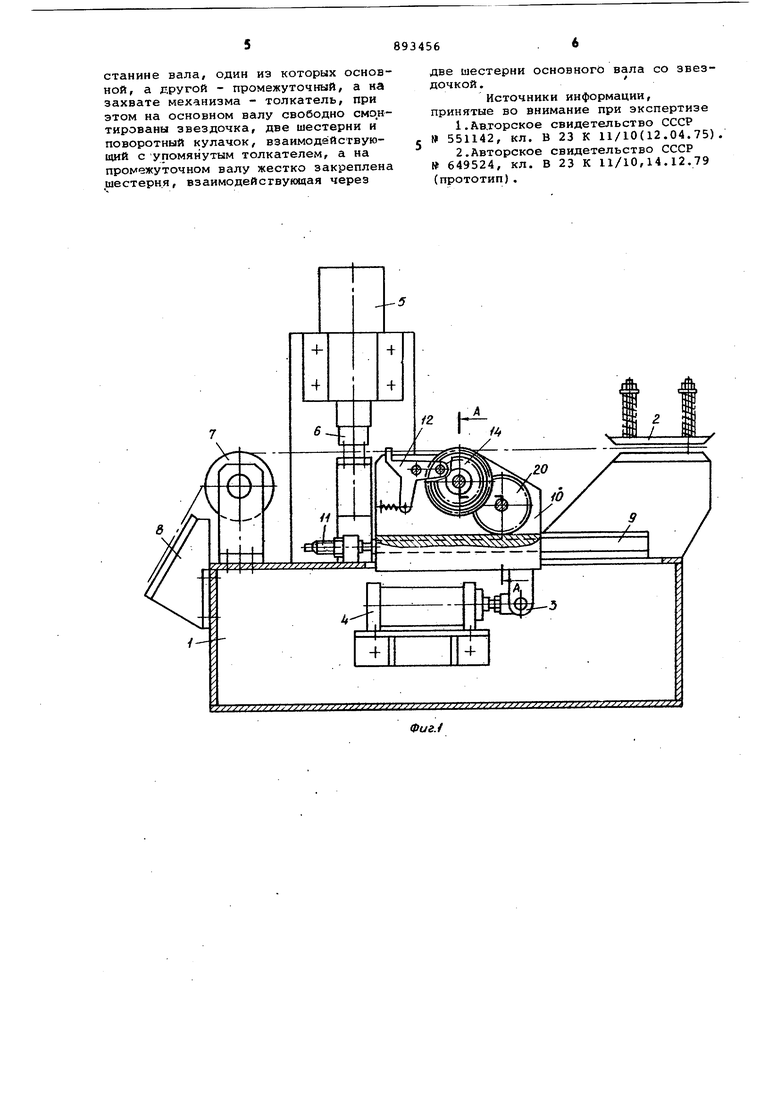
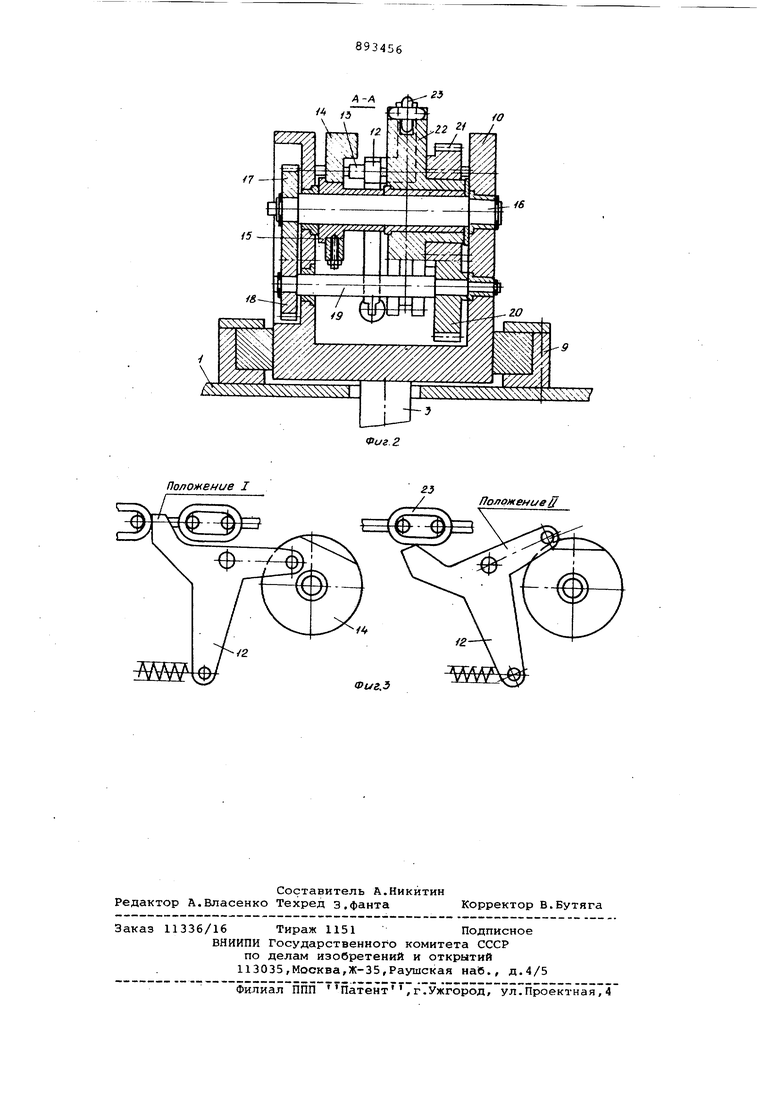
На фнг. схематически изображена предлагаемая установка для сварки; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - схема взаимодействия захвата цепи с кулачком.
Установка для приварки кронштейна к звену цепи содержит смонтированные на станине 1 тормозное, устройство 2 для натяжения цепи в зоне сварки, механизм 3 подачи цепи с приводом 4, привод 5 сварочного давления, элект- родное устройство б, направляющий ролик 7, приемный лоток 8 и механизм, подачи кронштейна в зону сварки (условно не показан).
Механизм 3 подачи цепи состоит из установленной в направляющих 9 с возможностью возвратно-поступательного перемещения вдоль продольной
оси цепи каретки 10, взаимодействующей с регулируемым винтовым упором 11, закрепленным на станине 1. На чертеже 10 смонтирован подпружиненный захват 12 дпя цепи, снабженный толкателем 13, взаимодействующим с,поворотным кулачком 14, жестко, через втулку 15, закрепленным на валу 16, на котором смонтирована шестерня 17, зацепляющая с шестерней 18, жестко закрепленной на конце промежуточного вала 19, на другом конце которого на шпонке смонтирована шестерня 20, зацепляющаяся с шестерней 21, закрепленной на звездочке .22, свободно сидящей на валу 16 и зацепляющейся со свариваемой цепью 23. Шестерни 17 и 18 сменные.
Установка для приварки кронштейна к звену цепи работает следующим образом.
Предварительно в тормозное устройство 2, механизм 3 подачи цепи, электродное устройство 6 и направляющий ролик 7 заправляется свариваемая цепь 23. Регулируемым винтовым упором 11 каретка 10 с подпружиненным захватом для цепи 12 устанавливается относительно электродного устройства 6 с учетом шага свариваемой цепи 23. Каретка Ю находится в крайнем левом положении.
После включения установки на автоматический цикл работы привариваемой
кронштейн механизмом подачи кронштейна (условно не показан) подается в электродное устройство 6, срабатывает привод 5 сварочного давления и осуществляется сварка.
Во время сварки приводом 4 каретка 10 механизма 3 подачи цепи перемещается в крайнее правое положение. Дри этом подпружинный захват 12 проскальзывает по цепи, а звездочка 22, обкатываясь по цепи, вращает: шестерню 20 с валом 19 и шестернями 18 и 17, которые вал 16, поворачивая втулку 15 с поворотным кулачком 14 на угол, пропорциональный числу звеньев цепи между смежными привариваемыми кронштейнами и передаточному отношению сменных шестерен 17 и 18.
При этом подпружиненный захват 12, если число отсчитанных звеньев в цепи 23 соответствует заданному, ориентируется относительно поворотного кулачка 14 в положении 1 (фиг. 3) и при обратном ходе каретки 10 захватывает звено цепи 23. В случае, если и число звеньев цепи 23, отсчитанных при ходе картеки 10 в крайнее правое положение, превышает заданное, толкатель 13 входит во взаимодействие с поворотным кулачком 14, и родпруженный за:хват 12 запирается в положении И . При обратном ходе каретки 10 в левое-положение подпружиненный захват 12 не захватывает , звено цепи 23 до.тех пор, пока поворотный кулачок 14 не выйдет из взаимодействия с толкателем 13.
Число звеньев цепи 23, захватываемых подпружиненным захватом 12, изменяется путем изменения передаточного отношения сменных .шестерен 17 и 18 и регулировки поворотного кулачка 14. Установка позволяет производить точный отсчет числа звеньев цепи между смежными привариваемыми кронштейнами, улучшает качество сборки и повышает производительность за счет ликвидации дополнительной операции контроля сборки звена цепи с кронштейном.
Использование предлагаемой установки позволяет повысить качество свариваемых изделий и производительность на 10 - 12%.
Формула изобретения
Установка для приварки кронштейна к звену цепи, содержащем установленные на станине приводной механизм подачи цепи, выполненный в виде каретки с захватом, тормозное устройство для натяжения цепи, а также
электродный узел с приводом сварочного давления, отличающаяс я тем, что, с целью повышения качествау на каретке механизма подачи цепи с лонтированы д:за параллельных
станине вала, один из которых основной, а другой - промежуточный, а на захвате механизма - толкатель, при этом на основном валу свободно смо нтированы звездочка, две шестерни и поворотный кулачок, взаимодайствую1ДИЙ с упомянутым толкателем, а на промежуточном валу жестко закреплена шестерня, взаимодейсгвующая через
две шестерни основного вала со звездочкой .
Источники информации, принятые во внимание при экспертизе
Положение I
W
16
Ш Фиг.З Поло кение1/
