1
Изобретение отиосится к производству пористых иропицаемых изделий из металлической сетки и может быть иснользоваио в эпергомашиностроении, приборостроении и т. д.
Известен снособ изготовления тепловой трубы, который осиовап па сварке давлеиием слоев сетки в процессе пластпческой деформаинн нолого пакета. Ио этому снособу упомпнаемые тепловые трзбы изготавливают следуюндим образом. Из металлической сетки получают полый пилиндрическнй накет. Пакет надевают на жесткую оиравку (стержеиь) и вместе с оправкой вставляют в наружиую трубу. После чего с обеих сторон для герметизации ириваривают крышки (шайбы). Собранную такнм образом заготовку перед пластическим деформироваине.м нагревают до ковочной температуры матернала сетки. Затем проводят обжатие заготовки для сварки между собой слоев сетки в твердом состояиин и придания изделию требуемой формы и размеров. В процессе обжатия прп высокой температуре умеиьшается диаметр наружной трубы, сетка уплотняется, диаметр виутреиней оправки (сгержня) не меняется. После иластического обжатия обработаииую комнлексную заготовку охлаждают и удаляют впутреннюю онравку вытравливанием.
Для иолучеиия пористой проницаемой оболочки из сетки по данному способу после иеобходимо удалить как внутреииюю оправку (стержень), так и наружо пую трубу. Поэтому пеобходимо предотвратпть схватывание сетки с названными деталями и удалить их выирессовыванием.
Для нредотврашения сварки сетки с другими деталями заготовки между полым пакетом и внутрепннм стержнем и между полым пакетом и наружной трубой помеш,ают разделптельпый слой 1.
В качестве разделительного слоя могут служнть дисульфидмолнбденовая смазка,
15 смесь окиси цинка с жидким стеклом или смесь окиси хрома с жидким стеклом и т. п. Такие обмазки используют при получении миогослойных металлов для предотвраш,ення сварки между собой снмметричных па20 кетов 2.
Одпако примеиепие названных обмазок в качестве разделительного слоя ири изготовлеиин пористых ироннцаемых оболочек нз сеткн ухудшает качество изделнй. Обмазку
25 тонкнм слоем 0,3-0,5 мм вручную наносят на новерхность внутреннего стержня н на внутреннюю поверхность наружной трубы и неред сборкой заготовкн просушивают. При осесимметричной деформации с умень30 шенпем наружного диаметра иолого иакета It диаметра наружной трубы заготовки обмазка, нанесеиная на внутреннюю поверхность носледней, крошится н забивается в ячейки сетки, тем самым ухудшается пористость, а вместе с ней проиицаемость.
В качестве разделительного слоя может служить тонколистовая жаропрочная сталь, способная образовывать на своей поверхности трудновосстановимые окислы, которые препятствуют сварке сетки с деталями заготовки. Посредством таких изолируюших обкладок предотврашают сварку сетки с листами конверта ири пакетной прокатке пористых листов из сетки 3.
Тонколистовую жаропрочную сталь ЭИ-702 (ЗбНХТЮ) в качестве изолируюших обкладок для предотврашения сварки сетки с другими деталями заготовки можно применять в известном способе для изготовления пористых проницаемых оболочек из металлической сетки. При сборке комплексной заготовки изолнруюшие обкладки внутреннюю и внешнюю из стали ЭИ-702 (ЗбНХТЮ) сплошным слоем располагают по периметру между внутренним стержнем и полым пакетом сеток и между полым пакетом сеток н наружной трубой. При обжатии заготовки детали, из которых она собрана, деформируется по-разному. Диаметр и длина внутреннего стержня не меняются, носкольку от пористого пакета ему не передается нанряжение, превышаюшее предел текучести компактного материала. Пакет сеток при степенях деформации 30-40% только уплотняется (структурная деформация) и при стенеиях деформации, превышаюших указанную, отчасти уплотняется и отчасти пластически деформируется (структурно-пластическая деформация), т. е. при умеиьшении наружного диаметра незначительно увеличивается его длина. Наружная труба при обжатии заготовки с постоянной кантовкой с уменьшением диаметра (при неизменной толшине стенки) увеличивает длину согласно условию постоянства объема, справедливого для компактного материала.
Неизменной при обжатии заготовки остается внутренняя осесимметричная изолируюшая прокладка. Однако внешняя осесимметричная изолируюшая прокладка, расположенная между пакетом сеток и наружной трубой, ири обжатии теряет устойчивость с образованием складок, которые вдавливаются в сетку, как меиее прочную из всех деталей заготовки. Это приводит к образованию зажимов на наружной поверхности пористой оболочки.
Целью изобретения является новышенне качества пористых проницаемых бесшовных оболочек.
Поставленная цель достигается тем, что изолирующую прокладку образуют из нродольно расположеииых лент стали, при этом ленты между трубой и пакетом укладывают с зазорами, суммарная величина которых равна разности длии окружности пакета по наружному диаметру до и после обжатия. Ленты могут быть уложены в несколько слоев, в этом случае одии слой леиты перекрывает зазоры в другом слое. При деформироваиии иаружиый диаметр иолого иакета сеток умеиьшается и в конечный момент полностью изолирован лентами жаропрочиой стали от внутреиией поверхности наружной трубы, что предотвращает их сварку между собой. В то же время появляющаяся дополиительио степень свободы предупреждает потерю устойчивости изолируюших прокладок.
Схватывания сетки с наружиой трубой в случае их возможного касания ие происходит: в начальный иериодстеиеиь деформации иедостаточна для сварки (сварка давлением
обязательно предопределяет пластическую деформацию), в коиечный период иакет изолирован лентами-обкладками. При изготовлении из сеток оболочек с малой nopticToстью (10% и меиее), когда деформации велики, применяют второй (дублируюни1Й) слой леит жароирочиой стали, который расиолагают между иервы.м слоем и внутренним диаметром наружной трубы и с.меи1.ают их в тангенциа.льиом наи)авлеи11И так, чтобы они перекрывали зазоры иерного слоя.
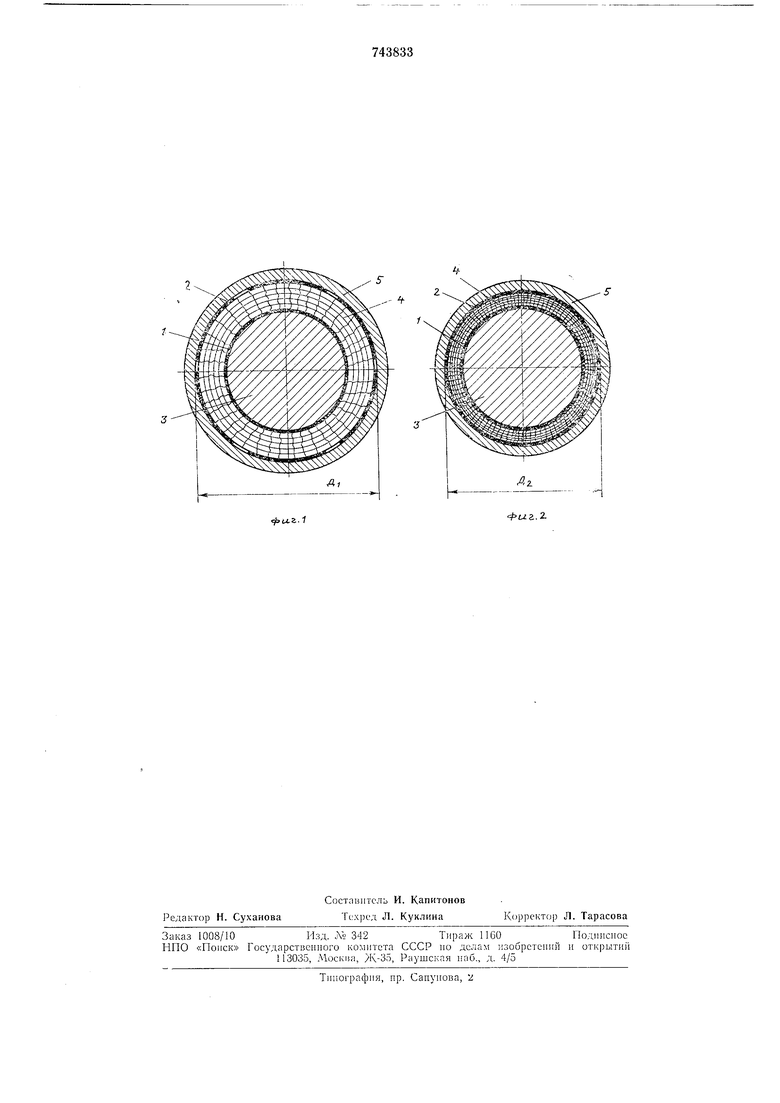
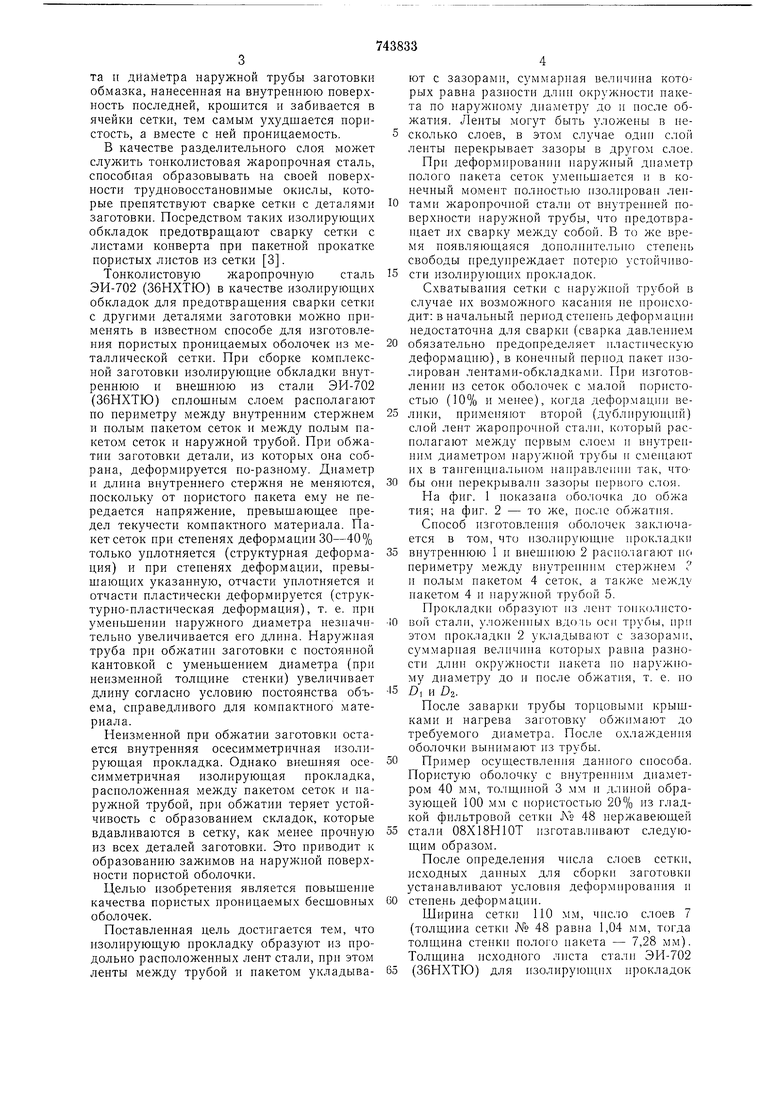
На фиг. 1 иоказаиа обо/ючка до обжа тия; на фиг. 2 - то же, иос.ле обжатия.
Сиособ изготовлеиия оболочек заключается в том, что изолируюшие ирокладкп
внутреннюю 1 и виешнюю 2 расиолагают ио нериметру между В1 утреии11м стержием и полы.м пакетом 4 сеток, а также между пакетом 4 и наружной трубой 5.
Прокладки образуют из лент топколистовой стали, уложенны.х вдоль осп трубы, нри этом ирокладки 2 укладывают с зазорами, суммариая величииа кото)ых равиа разности длии окружности пакета ио иаружиому диаметру до и иосле обжатия, т. е. но
DI и DZ.
После заварки трубы торцовыми крышками и нагрева заготовку обжимают до требуемого диаметра. После о.хлаждения оболочки вынимают из трубы.
Пример осуиаествления данного сиособа. Пористую оболочку с внутренним диаметром 40 мм, толщиной 3 .мм н длиной образуюшей 100 мм с иористостью 20% из гладкой фильтровой сетки Л 48 иержавеющей
стали 08Х18Н10Т изготавливают следующим образом.
После оиределения чнсла слоев сетки, исходных даииых для сборки заготовки устаиавливают условия деформирования и
стенень деформации.
Ширина сетки 110 мм, число слоев 7 (толщина сетки № 48 равиа 1,04 мм, тогда толщина стенки нолого накета - 7,28 мм). Толщина исходного листа стали ЭИ-702
(ЗбНХТЮ) для изолируюииьх ирокладок
0,15 мм. Диаметр внутреннего стержня 39,7 мм, длина 160-300 мм. С учетом толщины стенки иолого пакета сеток, толщины нрокладок и диаметра внутреннего стержня внутренний днаметр наружной трубы принимают равным 55 мм. Тогда размеры наружной трубы заготовки равны 62x3,5Х XI12 мм. Ширина виутренней изолирующей ирокладки равиа длине окружности иолого пакета по внутреннему диаметру (практически длине окружности но внутреннему диаметру пористой оболочки 3,14X40 125 мм, длииа 112 мм.
Суммариая щирина внешней изолирующей ирокладки равиа длине окружностн по внутреннему диаметру наружной трубы носле обжатия (практически длине окружиости по наружному диаметру пористой оболочки) 3,14X46 144 мм. Для равномериого расположения по периметру и сочетания с зазорами внещнюю прокладку целесообразно разделить на 6 полос (лент). Тогда щирина каждой полосы получается равной 24 мм, длииу приннмают равной 140- 150 мм. Зазор между нолосами (леитами) при расиоложении в заготовке равен иоделеиной на 6 разности длин окружностей но внутреннему диаметру наружной трубы до деформацни и по наружному днаметру ио„ ,3,14x55 -3,14у46
РИСТОИ оболочки - 5 .1М .
Сборку заготовки осуществляют таким образом. Из сетки, гальваиически покрытой иикелем для предупреждення окисления нри нагреве, получают нолый пакет. Внутрн него осеснмметрнчно но периметру располагают внутреннюю нзолирующую прокладку и вместе с пей пакет надевают на стержень с таким расчетом, чтобы стержень выстунал за торцы пакета не менее, чем па 20 мм. Ленты внещней нрокладки располагают равномерио по периметру с установленным зазором между ними иа наружной новерхности пакета. Концы их выпускают за торцы на 15-17 мм. Выпущенные концы лент закренляют на поверхности стержня лнбо точечной сваркой, либо хомутами. Затем пакет со стержнем и изолирующими ирокладками вставляют в наружную трубу. Выступающие концы лент внещней прокладки обрезают, снимают хомуты, заготовку закрывают крыщками и приваривают их электросваркой к трубе и стержню.
Собранную заготовку подвергают пластнческому обжатню в горячем состоянгн. Поеле обработки и охлаждения иорпстую ироннцаемую оболочку извлекают из заготовки.
Применение данного снособа позволяет повысить качество новерхности пористых оболочек, изготавливаемых из сетки, за счет иредз реждення образования вмятин и зажимов; увеличить равномерность пористостц, а вместе с ней пронпцаемостн, за счет повыщення качества поверхностн.
Фор м у .4 а н 3 о б р е т е н и я
1.Способ изготовлення пористых бесщовных оболочек из металлической сетки, заключающийся в том, что из сетки сворачивают цилиндрпческий пакет, с наружной и внутренней новерхности пакета размещают изолирующую прокладку из жаропрочной тонколистовой стали, устанавливают пакет иа оправку, иомен1,ают в трубу и заваривают торцовыми крыщками, а зате.м обжимают в горячем состоянии и иосле охлаждения выиимают оболочку, о т л и ч а ю HI и ilся тем, что, с целью повыщепия качества, нзолируюиию ирок.1адку изготав.чнвают иутем укладки в иродольиом нанравлепии леит стали с зазорами относнтельно трубы н пакета, нри этом суммариую величину зазоров берут равиой разности длии окружиости пакета но наружному диаметру до и
иосле обжатия.
2.Способ по н. 1, о тл и ч а ю HU1 и с я тем, что нзолнруюи1ая прокладка между трубой п пакетом выполнена в виде несколькнх слоев лент сталн, при этом одип
слой ленты сдвииут относительно другого иа величии), равную зазору между лентами.
Источники информации, иринятые во внимание нри экспертизе
1.Авторское свидетельство СССР Ле 535987, кл. В 21D 37/06, 1975.
2.Голованенко С. А. н Меандров Л. В. Производство биметаллов. М., «Металлургия, 1966, с. 77.
3.Третьяков А. Ф. Исследование и оцеика ряда факторов, определяющих механические свойства материалов на основе металлнческой сетки. Каидидатская дис., 1972 (МВТУ li.M. Баумаиа).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ЛИСТОВОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК | 2000 |
|
RU2187392C1 |
| СКВАЖИННЫЙ КАРКАСНО-СТЕРЖНЕВОЙ СЕТЧАТЫЙ ФИЛЬТР | 2010 |
|
RU2433251C1 |
| Способ получения биметаллических труб диффузионной сваркой | 1980 |
|
SU919834A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| ТОПЛИВНЫЙ БАК И ЕГО ЗАБОРНОЕ УСТРОЙСТВО | 2016 |
|
RU2657137C2 |
| Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама | 2019 |
|
RU2711289C1 |
| Способ изготовления пористых оболочек из металлической сетки | 1983 |
|
SU1171266A1 |
| ФИЛЬТР | 2016 |
|
RU2635802C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |