Ctpe/ffof /f

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пористых бесшовных оболочек из металлической сетки | 1978 |
|
SU743833A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| Способ ротационного выдавливания заготовок | 1988 |
|
SU1530298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 2000 |
|
RU2190493C2 |
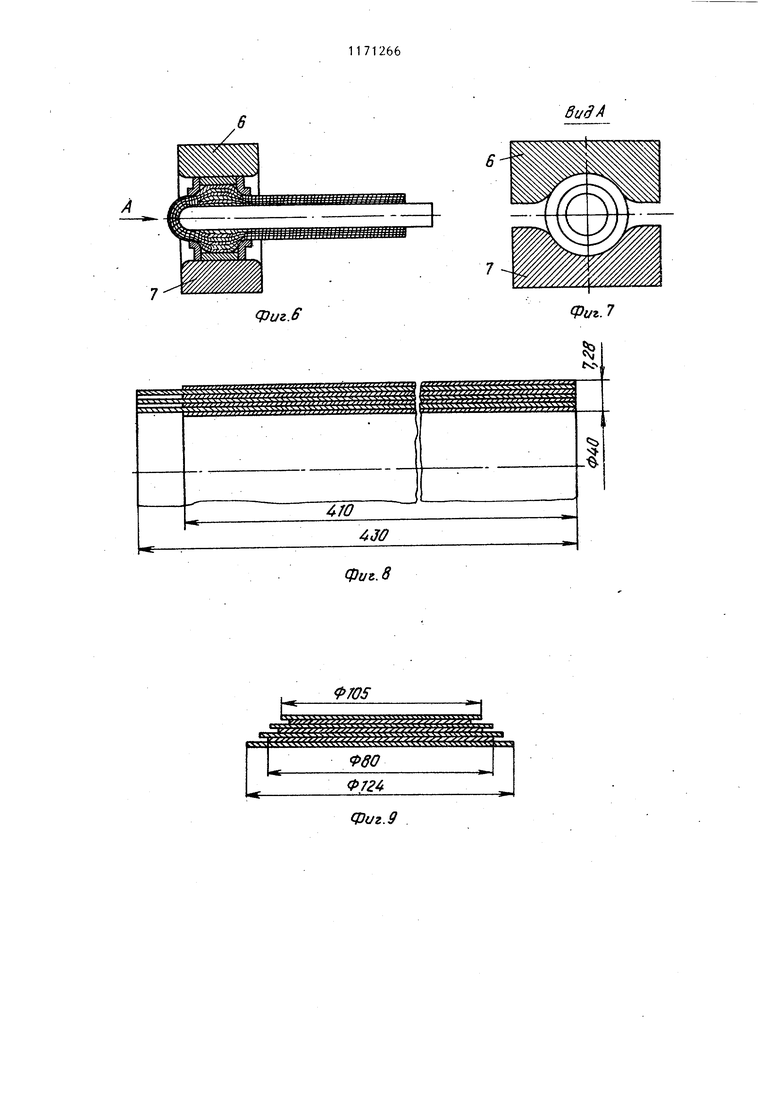

СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ОБОЛОЧЕК ИЗ МЕТАЛЛИЧЕСКОЙ СЕТКИ, заключающийся в предварительном получении заготовок из металлической сетки, их взаимном размещении с образованием полого многослойного пакета с осевой симметрией, нагреве пакета, приложении к нему формообразующего усилия в направлении, перпендикулярном его предельной оси, и формировании изделия, отличающийся тем, что, с целью повьпиения качества получаемых изделий путем повьшения равномерности распределения степени деформации по сечению изделия и расширения номенклатуры получаемых изделий, в качестве заготовок используют два многослойных пакета, один из которых выполняют полым трубчатой формы, а другой - плоским в форме усеченного конуса, предварительно к полому пакету со стороны одного из его торцов прилагают усилие дефориирования и раздают его с ограничением перемещения материала в сторону отверстия, формируя полуфабрикат с фланцем, образованным отстоящи И один от другого слоями его материала, а к плоскому пакету со стороны малого основания конуса прилагают деформирующее усилие, формируя обратным вьдавливанием полуфабрикат с полостью и фланцем, имекяцим расположение слоев, аналогичное фланцу, а перед приложением формообразующего усилия полуфабрикаты сопрягают между собой со стороны образованных фланцев.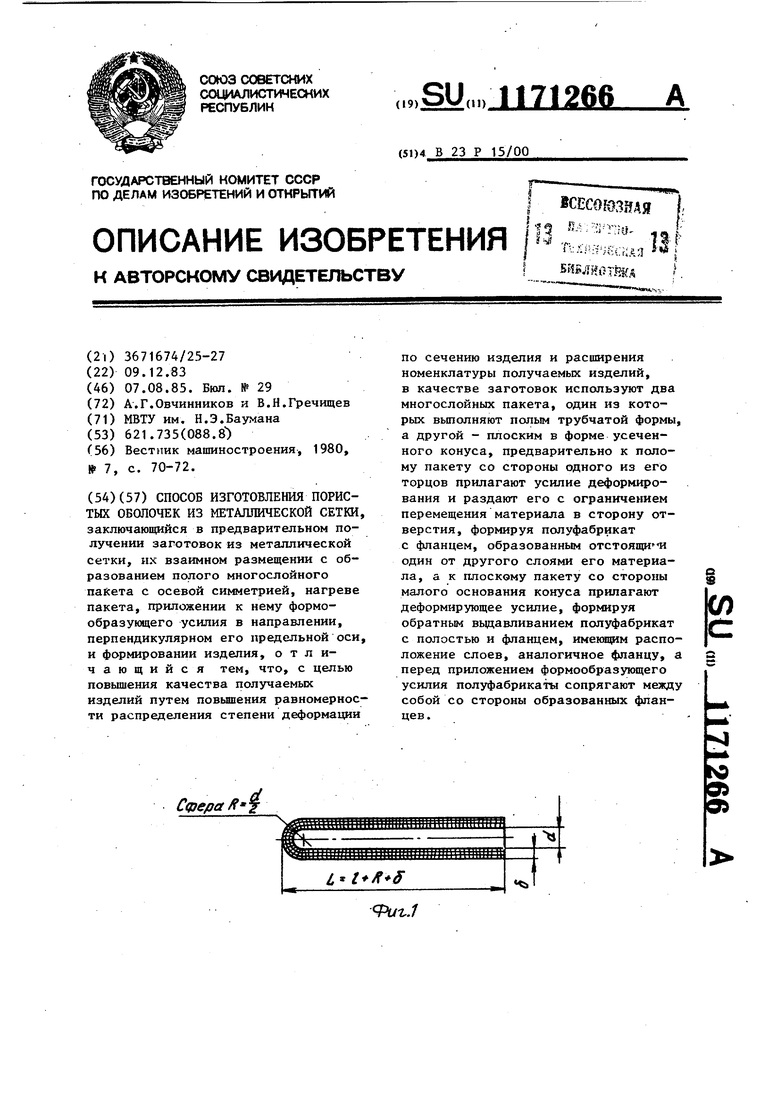
.1 Изобретение относится к обработке металлов давлением, а именно к области производства пористых про ницаемых изделий из металлической сетки, и может быть использовано при создании элементов фильтрующих устройств и секций проникающего охлаждения. Цель изобретения - повышение качества получаемых изделий путем пов шения равномерности распределения степени деформации по сечению изде лия и расширения номенклатуры полу чаемых изделий. На фиг. 1 представлена пористая оболочка с полусферическим концом; на фиг. 2 - полый трубчатый полуфабрикат с образованным фланцем на фиг. 3 - плоский пакет; на фиг. плоский полуфабрикат с полостью и фланцем;, на фиг. 5 - составной пакет из полуфабрикатов перед форм образовднием в контейнере; на фиг. 6 - схема формообразования полуфабрикатов; на фиг. 7 - вид А на фиг. 6; на фиг. 8 - схема получ ния конца полого трубчатого пакета с пропуском через слой; на фиг.9 схема получения плоского пакета; на фиг. 10 - составной пакет из по луфабрикатов перед их формообразов нием. Способ осуоцествляют с использованием инструмента, состоящего из Жесткой внутренней оправки 1, пуан на 2 и матрицы 3 для обжатия по тол щине с формоизменением наружной обечайки 4 и герметизирующих крышек 5, а также верхней 6 и нижней кузнечных обжимок. Способ осуществляется следующим образом. Из сетки составляется полый осесимметричный пакет. Ширина развертки определяется диаметром и то щиной каждого слоя. При з;том, если длина первого слоя Е, то длина второго слоя меньше и равна , т.е. нечетные слои имеют длину Е, а четные -i. Этот пакет помещают на жесткую внутреннюю оправку, закрывают Обечайкой по форме пакета и проводят обжатие на оправке чере обечайку. Этим.достигается неразрьш ное соединение слоев, требуемая то щина стенки, оболочки, которая -всег меньше толщины стенки пакета, а также требуемые свойства: пористос проницаемость. В то же время на участке, где длина сетки в слоях не одинакова, т.е. выполнена 1ерез слой, обжатие не проводят. Затем из сетки составляют плоский осасимметричный пакет, где диаметр четных слоев больше диаметра нечетных, с учетом, кроме того, уменьшения каждого внутреннего диаметра по отношению к внешнему для получения ровного торца после формоизменения. Такой пакет помещают в конверт и проводят обжатие по толщине с формообразованием до полусферы, а концы пакета с сеткой, уложенной через слой, переходят в цилиндрический участок и по толщине не деформируются . Затем недеформированные концы обоих пакетов в виде фланцев вставляют друг в друга как бы компенсируя в каждом частично отсутствующие слои. Это место помещают на оправку, закрьюают обечайкой, проводят местный нагрев и обжатие до толщины деформируемых участков обоих пакетов, а после охлаждения окончательно извлекают пористую проницаемую оболочку с одним полусферическим торцом. Пример. Допустим, изготавливается пористая оболочка мм, 3 мм, мм, мм с пористостью из гладкой фильтровой тканой сетки № 48 нержавеющей стали Х18Н10Т. Зная заданную пористость и параметры сетки.(по типу и номеру), устанавливают степень деформации пакета (55%). По степени деформации с учетом толщины стенки оболочки и толщины сетки опре,целяется число слоев полого пакета (, толщина сетки № 48 равна 1,04 мм, тогда толщина полого пакета 7,28 мм). Составляется полый пакет с oceBoii симметрией. Лучший вариант составления пакета - это намотка его из дв1 кусков сетки, в которых проволоки основы и утка перпендикулярны. Один кусок имеет длину 410 мм, другой 430 мм. Накладьшается кусок на кусок так, чтобы начальный внутренний диаметр пакета получился по дпине короче и наматывается пакет с внутренним диаметром 40 мм (фиг. 8). Пакет помещают на оправку диаметра 40 мм, закрывают обечайкой по всей длине, нагревают до 11501200 С и проводят обжатие до получе3ния сквозной пористой оболочки d 40 мм на длине 405 мм. Набирают плос кий пакет с осевой симметрией, где проволоки основы и утка перпендикулярны от слоя к слою. Диаметры каждого слоя различны с учетом различия радиуса каждой чашки по слоям. И через слой диаметр снова увеличивается на мм. Для указанного конкретного случая имеем: первый слой от пуансона d 65+2x20 105 мм, потом мм, далее 111 мм 74 мм, 118 мм, 124 мм (фиг. 9). Пакет помещают в конверт из листовой стали, нагревают и обжимают толщину с формоизменением в полусферической матрице R,23 мм цилиндрическим пуа соном диаметра 40 мм с полусферичес ким торцом мм. Для получения точности изготавливаемой оболочки размеры инструмента корректируются на толщину конверта. Затем недеформированные концы обоих полуфабрикатов в виде фланцев встдвляют один в другой. Там, где места обоих паке 64 тов обжаты, они представляют собой единообразные пористые оболочки, где границы между слоями неразличимы, а концы на длине 20 мм с одного торца каждого полуфабриката имеют некасающиеся один другого слои, в промежутки между которыми они заводятся (фиг. 10). Все это помещают.на оправку, использованную для первого обжатия, недеформированное место на длине 20-30 мм закрывают обечайкой и герметизирующими крыщками, проводят местный нагрев зтого места, например, в кольцевом индукторе и обжимают так, чтобы на всей длине выравнялся наружный диаметр совмещенного пакета, охлаждают и извлекают пористую оболочку с полусферическим торцом, внутренним диаметром 40 мм, толщиной стенки 3 мм, проницаемую по всему объему. Предлагаемое изобретение по сравнению с известным позволяет повысить качество получаемых изделий и рась-п рить номенклатуру получаемых изделий.
Фиг.З
Сдзера /f
L
Вид А
ьс
W
лАУг.УУ
SS2SSS
Фиг.. 8
«jyw.a
Ф60 Ф7г4
Фиг. 9
| Вестник машиностроения, 1980, № 7,с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
