(54) СБОРНАЯ ОБЕЧАЙКА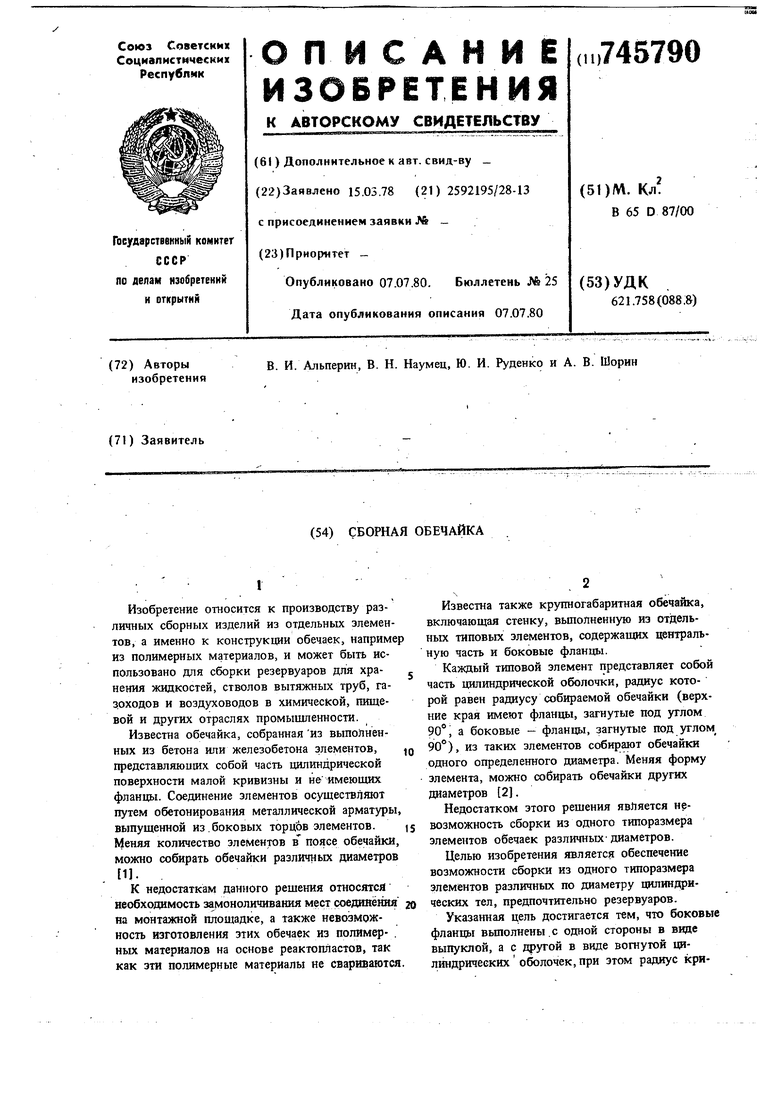
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ ЖЕСТКОСТИ С НАКЛОННЫМ УЧАСТКОМ, УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО ЭЛЕМЕНТА ЖЕСТКОСТИ | 2009 |
|
RU2498903C2 |
| УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ПОДОГРЕТОГО ВОЗДУХА В ШАХТНУЮ ПЕЧЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ УСТРОЙСТВА ДЛЯ ВДУВАНИЯ ПОДОГРЕТОГО ВОЗДУХА В ШАХТНУЮ ПЕЧЬ | 1991 |
|
RU2025493C1 |
| ГИБКИЙ ВАЛ | 1931 |
|
SU38564A1 |
| УКУПОРОЧНОЕ УСТРОЙСТВО, СНАБЖЕННОЕ КЛАПАНОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО УСТРОЙСТВА | 2007 |
|
RU2458832C2 |
| КОЛЛЕКТОР ВЕНТИЛЯТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2514897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО БЛОКА | 2005 |
|
RU2293235C1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНОГО ПОЧВООБРАБАТЫВАЮЩЕГО СМЕННОГО ОРУДИЯ, СТОЕЧНО-КОРПУСНОГО МИКРОВИБРАЦИОННОГО ПРИВОДА С РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2011 |
|
RU2462851C1 |
| УЗЕЛ КУВШИНА ДЛЯ БЛЕНДЕРА | 2013 |
|
RU2611984C2 |
I
Изобретение относится к производству различных сборных изделий из отдельных злементов, а именно к конструкции обечаек, например из полимерных материалов, и может быть использовано для сборки резервуаров для хра- , нения жидкостей, стволов вытяжных труб, газоходов и воздуховодов в химической, пищевой и других отраслях промышленности.
Известна обечайка, собранная из выполненных из бетона или железобетона элементов, Q представляющих собой часть цилиндрической поверхности малой кривизны и не имеющих фланцы. Соединение элементов осуществляют путем обетонирования металлической арматуры, выпущенной из.боковых торцов элементов. Меняя количество элементов в поясе обечайки, можно собирать обечайки различных диаметров
К недостаткам данного рещения относятсй необходимость замоноличивания мест соед1тё1гая 20 на монтажной площадке, а также невозможность изготовления этих обечаек из полимер- . ных материалов на основе реактопластов, так как эти полимерные материалы не свариваются.
Известна также крупногабаритная обечайка, включающая стенку, вьщолненную из отдельных типовых элементов, содержащих центральную часть и боковые фланцы.
Каждый типовой элемент представляет собой часть цилиндрической оболочки, радиус которой равен радиусу собираемой обечайки (верхние края имеют фланцы, загнутые под углом 90°, а боковые - фланцы, загнутые под углом 90°), из таких элементов собирают обечайки одного определенного диаметра. Меняя форму элемента, можно собирать обечайки других диаметров 2.
Недостатком этого рещения явйяется невозможность сборки из одного типоразмера элементов обечаек различных диаметров.
Целью изобретения является обеспечение возможности сборки из одного типоразмера элем ентов различных по диаметру цилиндрических тел, предпочтительно резервуаров.
Указанная цель достигается тем, что боковые фланцы вьшолнены.с одной стороны в виде выпуклой, а с другой в виде вогнутой цилиндрических оболочек, при этом радиус кривиэны наружной поверхности выпуклого фланца равен радиусу кривизны наружной поверхности вогнутого фланца.
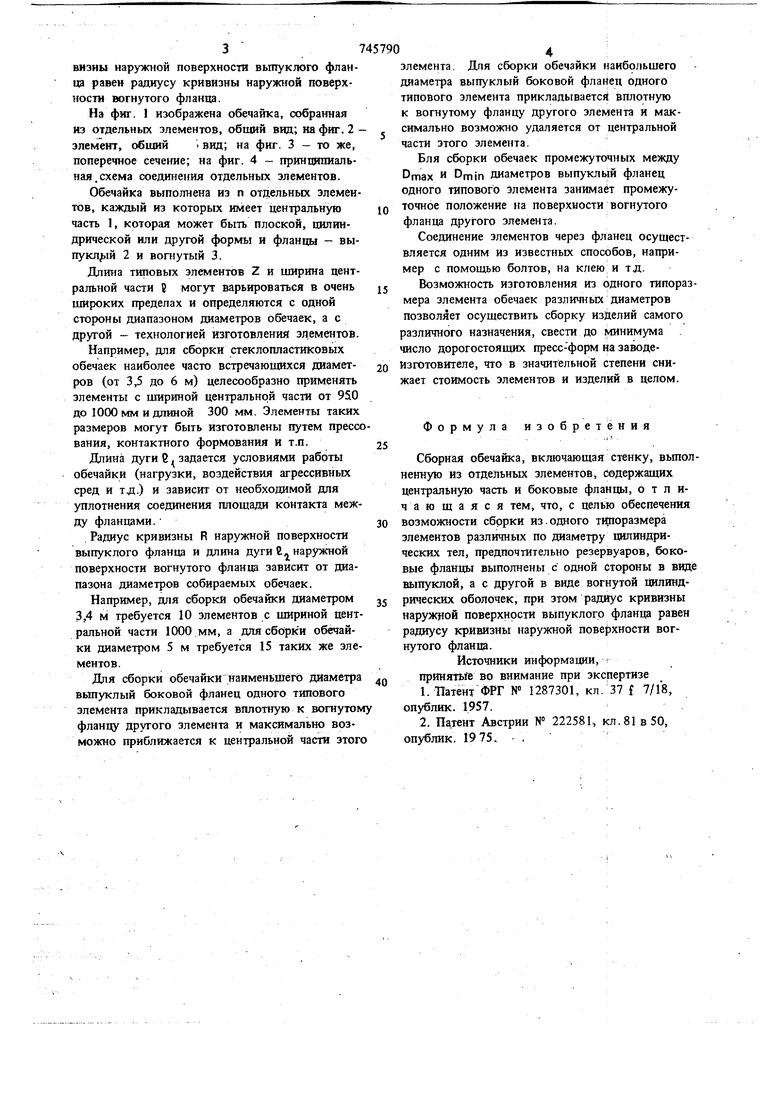
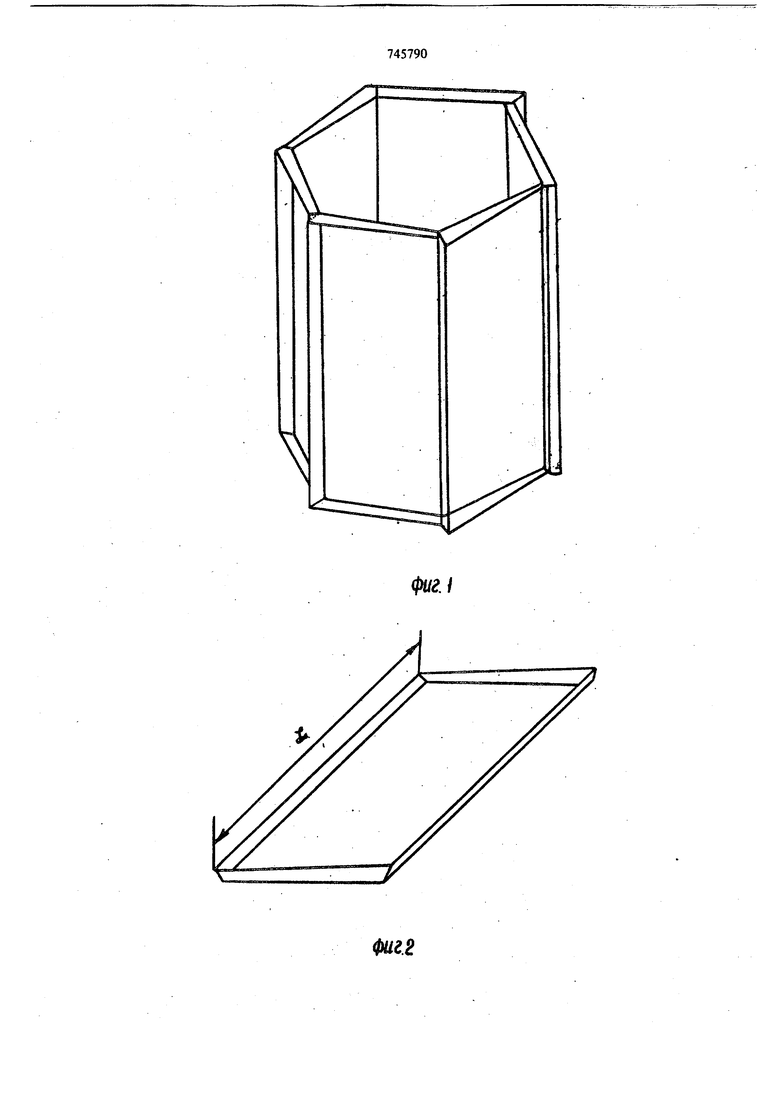
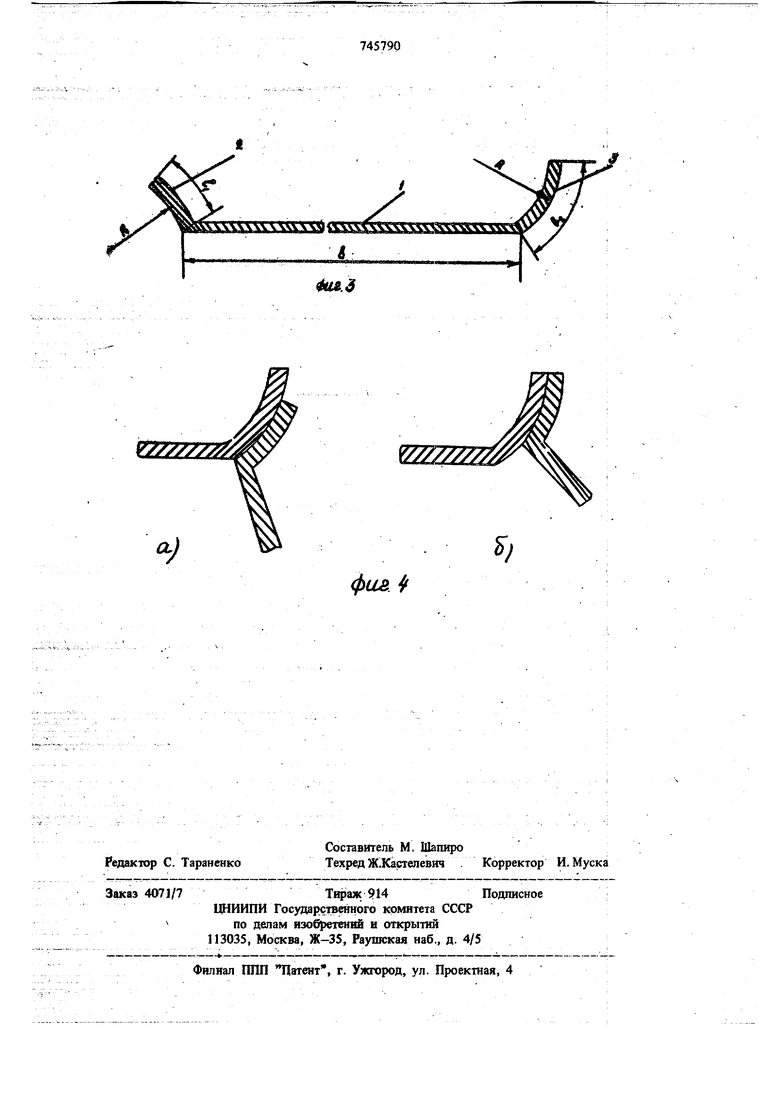
На фиг. изображена обечайка, собранная из отдельных элементов, общий вид; на фиг. 2 элемент, общий вид; на фиг. 3 - то же, поперечное сечение; на фиг. 4 - принщгаиальная.схема соединения отдельных элементов.
Обечайка выполнена из п отдельных элементов, каждый из которых имеет центральную часть I, которая может быть плоской, цилиндрической или другой формы и фланцы - выпyкл IЙ 2 и вогеутый 3.
.Длина типовых элементов Z и ширина центральной части могут варьироваться в очень широких пределах и определяются с одной стороны диапазоном диаметров обечаек, а с другой - технологией изготовления элементов.
Например, для сборки стеклопластиковых обечаек наиболее часто встречающихся диаметров (от 3,5 до 6 м) целесообразно применять элементы с шириной центральной части от 9SO до 1000 мм и длиной 300 мм. Элементы таких размеров могут быть изготовлены путем прессования, контактного формования и т.п.
Длина дуги 6, задается условиями работы обечайки (нагрузки, воздействия агрессивных сред и тд.) и зависит от необходимой для уплотнения соединения площади контакта между фланцами.
Радиус кривизны R наружной поверхности выпуклого фланца и длина дуги наружной поверхности вогнутого фланца зависит от диапазона диаметров собираемых обечаек.
Например, для сборки обечайки диаметром 3,4 м требуется 10 элементов с шириной центральной части 1000 мм, а для сборки обечайки диаметром 5 м требуется 15 таких же элементов.
Для сборки обечайки иаименьШего диаметра вьтуклый боковой фланец одного типового элемента прикладывается вплотную к вогнутом фланцу другого элемента и максимально возможно приближается к центральной части этого
элемента. Для сборки обечайки наибольшего диаметра выпуклый боковой фланец одного типового элемента прикладываете вплотную к вогнутому фланцу другого элемента и максимально возможно удаляется от центральной части этого элемента
Бля сборки обечаек промежуточных между Dmax и Dm in диаметров выпуклый фланец одного типового элемента занимает промежуточное положение на поверхности вогнутого фланца другого элемента.
Соединение элементов через фланец осуществляется одним из известных способов, например с помощью болтов, на клею и т д.
Возможность изготовления из одного типорамера элемента обечаек различньк диаметров позволяет осуществить сборку изделий самого различного назначения, свести до минимума число дорогостоящих пресс-форм иа заводеИзготовителе, что в значительной степени снижает стоимость элементов и изделий в целом.
Формула изобретения
Сборная обечайка, включающая стенку, вьшолненную из отдельных элементов. Содержащих центральную часть и боковые фланцы, отличающаяся тем, что, с целью обеспечения возможности сборки из.одного тЦпоразмера элементов различных по диаметру цилиндрических тел, предпочтительно резервуаров, боковые фланцы вьшолнены с одной Стороны в вид выпуклой, а с другой в виде вогнутой цилиндрических оболочек, при этом радиус кривизны наружной поверхности вьшуклогр фланца равен радиусу кривизны наружной пове|)хности вогнутого фланца.
Источники информации, м
принятые во внимание при экспертизе
Фиг.
Фиг.2
/////77f
)
фав
