Изобретение относится к литейному производству, а именно к составам смесей, предназначенным для изготовления литейных форм методом прес- 5 сования под высоким давлением до 40 кг/см, при изготовлении стальных и чугунных отливок.
При изготовлении литейных форм применяются смеси, содержащие отра- 10 ботанную смесь, кварцевый песок, бентонит или огнеупорную глину,связующее, содержащее лигносульфонаты и воду.
Известна, в частности, формовоч- 5 ная смесь, применяемая для изготовления форм и стержней методом прессования под давлением до 20 кгс/см при производстве отливок из чугуна, содержащая кварцевый песок, бентонит, 20 графит или квасцы и битум или торфяной воск 1 .
Применение нефтебитумного крепителя или торфяного воска связано с необходимостью разогрева его перед 25 вводом в смесь. Кроме того, в отработанной смеси происходит накопление битума, что ухудшает ее формуемость и резко повышается газотворность смеси. Сырая прочность смеси 0,60- 30
0,85 кгс/см явно недостаточна при получении крупных форм.
Смесь предназначена в основном для изготовления небольших форм ограниченной, высоты (не более 200 мм) при производстве отливок из чугуна.
Известна также смесь для изготовления литейных форм, содержащая кварцевый песок, отработ.анную песчаноглинистую смесь,- глину, водорастворимый лигносульфонат в виде сульфитно-спиртовой барды (сев), шунгит и воду 2 .
С целью снижения осыпаемости и повышения пластичности в ее состав введен шунгит. Данная смесь обладает достаточно низкой осыпаемостью, но прочность смеси мала и составляет 0,45-0,60 кгс/см. Кроме этого, влажность смеси достигает 6,5-7,5%, что ограничивает область ее применения.
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является формовочная смесь, содержащая кварцевый песок, огнеупорную глину или бентонит, сульфитно-спиртовую барду, воду и крепитель КО в колиестве до 2%. Крепитель КО представяет собой кубовые остатки от дистилляции синтетических жирных кислот, астворенные в уайт-спирите, и ввоятся в состав смеси с целью повышения ее текучести з .
Использование остатка от дистиляции жирных кислот в качестве добавки, повышающей текучесть смеси, треует предварительной подготовки его еред вводом в смесь. Подготовка заключается в растворении данных остатков (общее название гудроны) в уайт-спирите или другом легковосламеняющемся растворителе, что требует дополнительных затрат. Кроме этого, при использовании от дистилляции жирных кислот значительно ухудшаются санитарно-гигиенические условия труда на операциях приготовления смеси и выбивки отливок.
При многократном использовании смеси с глинистой составляющей в количестве до 3% происходит накопление пыли в смеси, что резко уменьшает ее газотворность.
Прочность смеси при этом также снижается за счет уменьшения активной глины. При максимальной прочности 1,25 кгс/см текучесть смеси недостаточна для изготовления крупных форм методом прессования.
Таким образом, улучшение свойств единой смеси для форм, изготавливаемых прессованием под высоким давлением (до 40 кгс/см), является актуальной задачей.
Цель изобретения - повышение текучести формовочной смеси при сохранении высокой прочности ее в сыром уплотненном состоянии и повышение качества поверхности отливок преимущественно из стали.
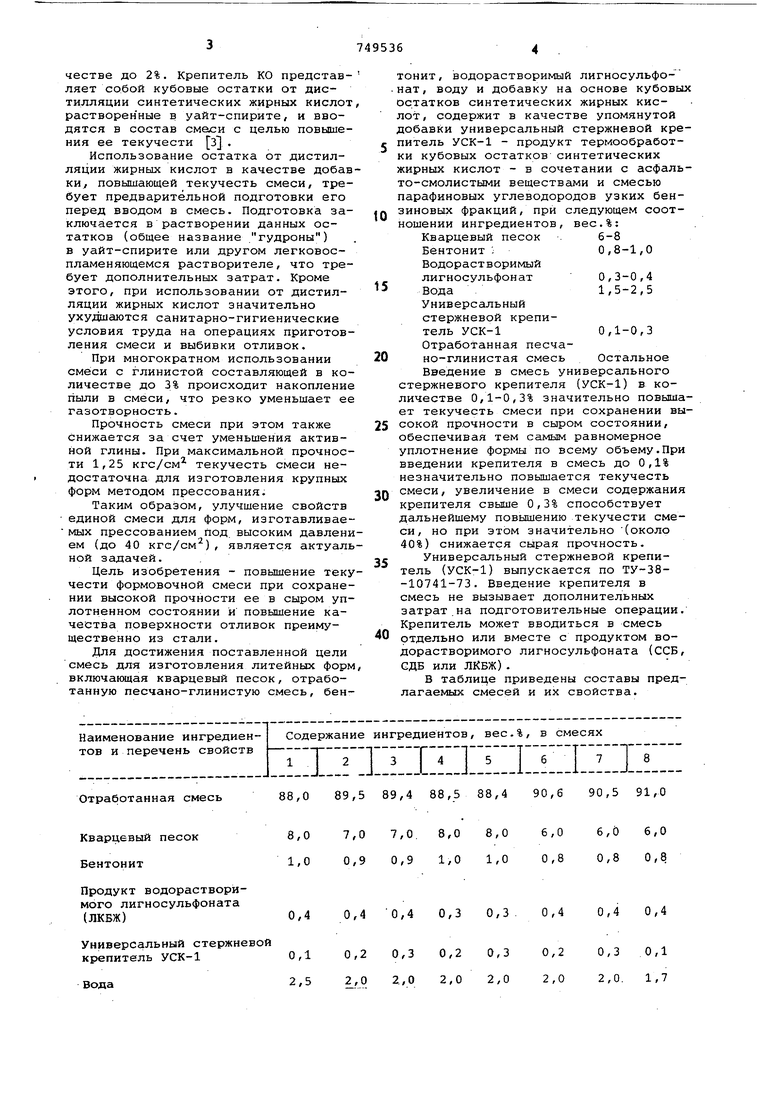
Для достижения поставленной цели смесь для изготовления литейных форм, включающая кварцевый песок, отработанную песчано-глинистую смесь, бентонит, водорастворимый лигносульфонат, воду и добавку на основе кубовых остатков синтетических жирных кислот , содержит в качестве упомянутой добавки универсальный стержневой крепитель УСК-1 - продукт термообработки кубовых остатков синтетических жирных кислот - в сочетании с асфальто-смолистыми веществами и смесью парафиновых углеводородов узких бензиновых фракций, при следующем соотношении ингредиентов, вес.%: Кварцевый песок . 6-8 Бентонит ;0,8-1,0
Водорастворимый лигносульфонат 0,3-0,4 Вода1,5-2,5
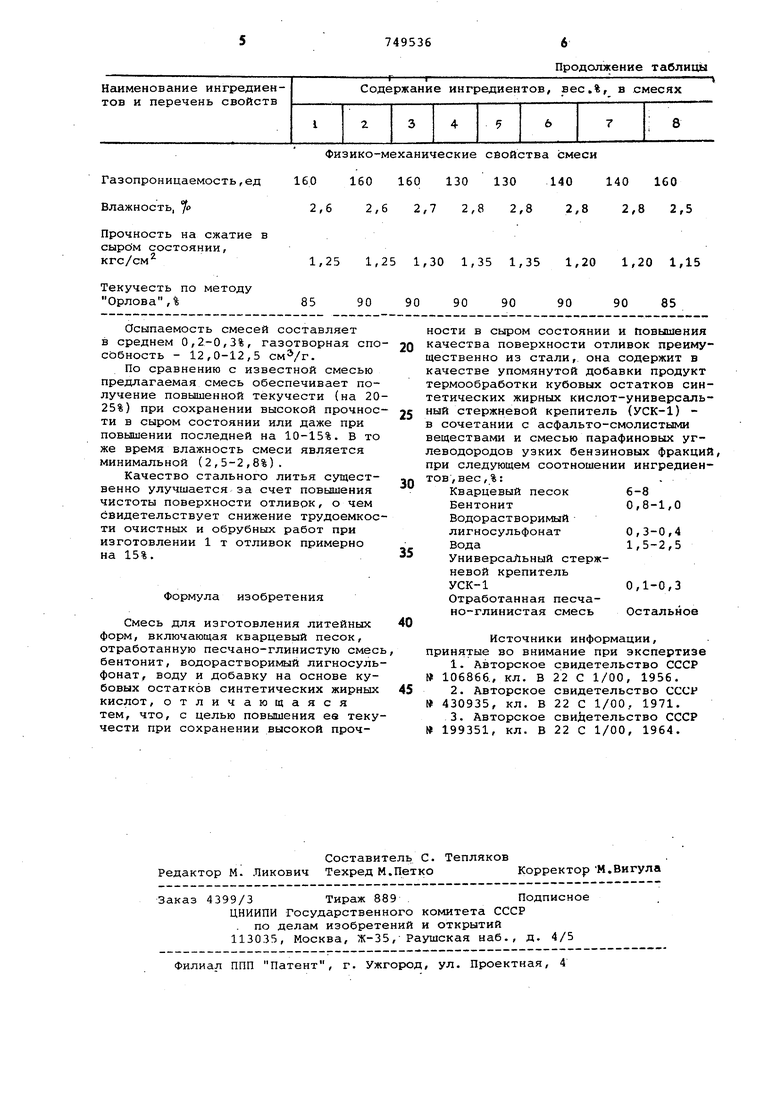
Универсальный стержневой крепитель УСК-10,1-0,3 Отработанная песчано-глинистая смесь Остальное Введение в смесь универсального стержневого крепителя (УСК-1) в количестве 0,1-0,3% значительно повышает текучесть смеси при сохранении высокой прочности в сыром состоянии, обеспечивая тем самым равномерное уплотнение формы по всему объему.При введении крепителя в смесь до 0,1% незначительно повышается текучесть смеси, увеличение в смеси содержания крепителя свыше 0,3% способствует дальнейшему повышению текучести смеси, но при этом значительно (около 40%) снижается сырая прочность.
Универсальный стержневой крепитель (УСК-1) выпускается по ТУ-38-10741-73. Введение крепителя в смесь не вызывает дополнительных затрат на подготовительные операции. Крепитель может вводиться в смесь отдельно или вместе с продуктом водорастворимого лигносульфоната (ССБ, СДБ или ЛКБЖ).
В таблице приведены составы предлагаемых смесей и их свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2013 |
|
RU2533250C1 |
| Связующее для изготовления литейных стержней и форм теплового отверждения | 1990 |
|
SU1748916A1 |
| Смесь для изготовления литейных стержней | 1980 |
|
SU944723A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1991 |
|
RU2017555C1 |
| Смесь для изготовления литейных стержней,отверждаемых тепловой сушкой | 1987 |
|
SU1414494A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2014937C1 |
| Облицовочная смесь для литейных форм | 1979 |
|
SU772671A1 |
| Смесь для изготовления литейных форм | 1981 |
|
SU1030089A1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU1171175A1 |
| Смесь для изготовления литейных форм | 1979 |
|
SU789198A1 |
88,0 89,5 89,4 Отработанная смесь 7,07,0. Кварцевый песок8,0 0,90,9 Бентонит1/0 Продукт водорастворимого лигносульфоната 0,40,4 (ЛКБЖ)0,4 Универсальный стержневой 0,20,3 крепитель УСК-10,1 2,02,0 88,5 88,4 90,6 90,5 91,0 6,08,06,06,06,0 1,01,00,80,80,8 0,30,3 .0,40,40,4 0,20,30,20,30,1 2,02,02,02,0.1,7 Физ Газопроницаемость,ед 160 Влажность, 7 2,6 Прочность на сжатие в cbjpdM состоянии, кгс/см 1,25 Текучесть по методу Орлова,% 85 Осыпаемость смесей составляет в среднем 0,2-0,3%, газотворная спо собность - 12,0-12,5 . По сравнению с известной смесью предлагаемая смесь обеспечивает получение повышенной текучести (на 20 25%) при сохранении высокой прочное ти в сыром состоянии или даже при повышении последней на 10-15%. В то же время влажность смеси является минимальной (2,5-2,8%). Качество стального литья существенно улучшается за счет повышения чистоты поверхности отливок, о чем свидетельствует снижение трудоемкос ти очистных и обрубных работ при изготовлении 1 т отливок примерно на 15%. Формула изобретения Смесь для изготовления литейных форм, включающая кварцевый песок, отработанную песчано-глинистую смес бентонит, водорастворимый лигносуль фонат, воду и добавку на основе кубовых остатков синтетических жирных кислот, отличающаяся тем, что, с целью повышения ее теку чести при сохранении высокой прочПродолжение таблища ико-механические сйойства смеси 160 160 130 130 140140 160 2,6 2,7 2,8 2,8 2,82,8 2,5 1,25 1,30 1,35 1,35 1,201,20 1,15 90 90 90 90 9090 85 ности в сыром состоянии и Повышения качества поверхности отливок преимущественно из стали, она содержит в качестве упомянутой добавки продукт термообработки кубовых остатков синтетических жирных кислот-универсальный стержневой крепитель (УСК-1) в сочетании с асфальто-смолистыми веществами и смесью парафиновых углеводородов узких бензиновых фракций, при следующем соотношении ингредиентов, вес, %: Кварцевый песок 6-8 Бентонит0,8-1,0 Водорастворимый лигносульфонат 0,3-0,4 Вода1,5-2,5 Универсальный стержневой крепитель УСК-10,1-0,3 Отработанная песчано-глинистая смесь Остальное Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 106866., кл. В 22 С 1/00, 1956. 2.Авторское свидетельство СССР 430935, кл. В 22 С 1/00, 1971. 3.Авторское свидетельство СССР 199351, кл. В 22 С 1/00, 1964.
