Изобретение относится к литейному производству,в частности к облицовочным смесям для изготовления литейных форм, ЗсШиваемых в сухом состоянии. Известны формовочные смеси для изготовления литейных форм, содержащие крепитель ВР-1 (жидкую фенолформальдегидную смолу) и кварцевый песок l . Недостатком смесей является склонность их к образованию механических пригаров, что требует введения дополнительных противопригарных добавок. Известны формовочные смеси, содержгидие в качестве противопригарной добавки, улучшающей микроструктуры поверхностного слоя отливки, кубовые остатки от дистилляции жирных кислот в процессе переработки технических жиров для получения глицерина 2. Наличие в составе смеси молотого угля требует дополнительных трудоза трат на сушку, размол и просев угля, снижает влажность смеси, ухудшает санитарно-гигиенические условия труда. Известны облицовочные смеси, содержгицие тамбовскую землю ПО1, квар.цевьгй песок и мел з. Однако применение таких смесей обеспечивает получение отливок с тол щиной стенки не ниже 3-4 мм при перегреве алюминиевых сплавов на 70100°С. Появляется потребность в сплавах, устойчивых к перегревам, и, кроме того, возрастает вероятность появления горячих трещин на отливках. Наиболее близкой к изобретению по технической сущности и достигаемому результату является противопригарная облицовочная смесь для литейных форм и стержней, преимущественно песчаноглинистых, включакяцая кварцевый песок, декстрин, противопригарную добавку (цирконовый концентрат), масляный крепитель (лак ЧГУ) и воду при заданном соотношении ингредиентов 4. Эта смесь устраняет такие недостатки, как механические пригары и перегрев сплава. Однако недостатком этой смеси является получение отливок с чистой поверхности не выше v3, а наличие радиоактивности цирконового концентрата требует епециальных условий хранения его и обращения с ним. Цель изобретения - повышение чистоты поверхности тонкостенных отливок из алюминиевых сплавов. Поставленная цель достигается тем, смесь содержит в качестве противо пригарной добавки пылевидный кварц, а в качестве масляного крепителя - олифу при следующем соотношении ингредиентов, вёс,%:
Пылевидный кварц 16-20 Олифа2,5-3,0
Декстрин0,2-0,4
Вода .4,5-6,0
Кварцевый песок Остальное Присутствие олифы обеспечивает высокую сухую прочность смеси. При сушке формы масло соединяется с кислородом воздуха - окисляется. Продукты
окисления масла прочно связывают песка. Наилучший результат достигается при использовании смеси ЧасовЯровского и Водолажского песков. Пылевидный кварц, заполняя поры меткду зернами смеси, создает плотную рабочую поверхность литейной формы, что способствует устранению механических пригаров.
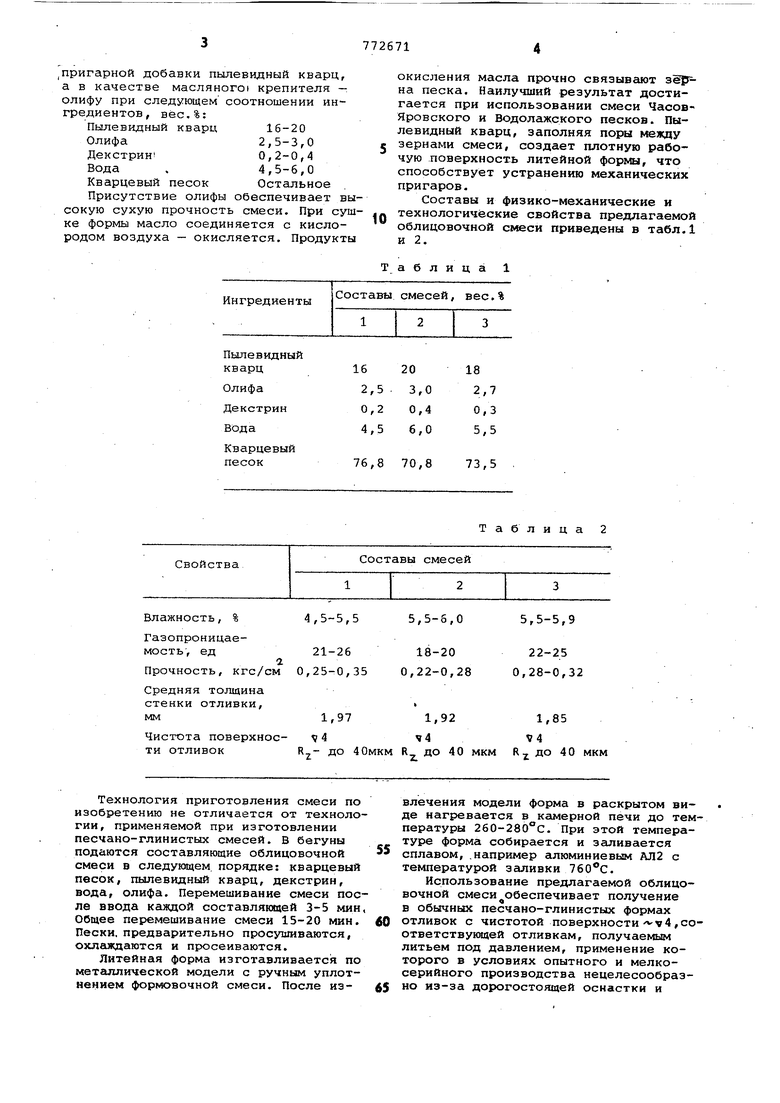
Составы и физико-механические и технологические свойства предлагаемой облицовочной смеси приведены в табл.1 и 2.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2013 |
|
RU2533250C1 |
| Смесь для изготовления литейных форм | 1979 |
|
SU789198A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЛИТЬЕ МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2632754C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252104C2 |
| Смесь для изготовления литейных форм | 1976 |
|
SU607636A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2372163C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2393938C1 |
| Облицовочная смесь для изготовления литейных форм | 1983 |
|
SU1122393A1 |
| Огнеупорный наполнитель для противопригарных покрытий | 1983 |
|
SU1171177A1 |
| Противопригарная краска для литейных форм и стержней | 1980 |
|
SU876259A1 |
4,5-5,5 21-26 Прочность, кгс/см 0,25-0,35 Средняя толщина стенки отливки, мм 1,97 Чистота поверхнос- v4 Rj- до 40мкм ти отливок
Технология приготовления смеси по изобретению не отличается от технологии, применяемой при изготовлении песчано-глинистых смесей. В бегуны подаются составляющие облицовочной смеси в следующем, порядке; кварцевый песок, пылевидный кварц, декстрин, вода, олифа. Перемешивание смеси после ввода каждой составляющей 3-5 мин Общее перемешивание смеси 15-20 мин. Пески, предварительно просушиваются, охлаокдаются и просеиваются.
Литейная форма изготавливается по металлической модели с ручным уплотнением форкювочной смеси. После изТаблица 2
5,5-5,9
5,5-6,0
22-25
18-20
влечения модели форма в раскрытом виде нагревается в камерной печи до температуры 260-280°С. При этой температурю форма собирается и заливается сплавом, .например алюминиевым АЛ2 с температурой заливки .
Использование предлагаемой облицовочной смеси обеспечивает получение в обычных песчано-глинистых формах отливок с чистотой поверхности v4,соответствующей отливкам, получаемым литьем под давлением, применение которого в условиях опытного и мелкосерийного производства нецелесообразно из-за дорогостоящей оснастки и 0,22-0,280,28-0,32 1,921,65 v4V4 R. до 40 мкмR j до 40 мкм длительных сроков ее изготовления; получение тонкостенных отливок с тол щиной стенки 2 мм и менее из алюмини вых сплавов, а также снижение трудоемкости механической обработки отливок на 20-25% по сравнению с известной смесью, экономию цветных сплавов на 20-25% и повыпение коэффициента весовой точности отливок с 0,4-0,5 до 0,6-0,7. Формула изобретения Облицовочная смесь для литейных форм, преимущественно песчано-глинистых, включающая кварцевый песок, декстрин, противопригарную добавку, масляный крепитель и воду, о т л и чающаяся тем, что, с целью повышения чистоты поверхности тонкостенных отливок из гшюминиевых сплаВОВ, смесь содержит в качестве противопригарной добавки пылевидный кварц. в качестве масляного крепителя - ифу при следующем соотношении инедиентов , вес.%: Пылевидный кварц 16-20 Олифа 2,5-3,0 Декстрин .0,2-0,4 Вода .4 ,5-6,0 Кварцевый песок Остальное Источники информации, инятые во внимание при экспертизе 1.Авторское свидетельство СССР 225386, кл. В 22 С 3/00, 22 С 1/22, 1966., 2.Сб. материалов семинара Полуние высококачественных литых затовок в разовые форьвл. М. , 1976, 64-68. 3. Литейное производство, 1961, 8, с. 38-39. 4.Авторское свидетельство СССР 633661, кл. В 22 С 3/00, 1977.
