частичного смещения отдельных витков верхней в зазоры между витками нижней заготовки возникают значительные повреждения сопрягаемых кромок, чаще всего их смятие; он также весьма трудоемок из-за необходимости установки и демонтс1жа временных монтажных стоек для поддержания развернутой части заготовок использования промежуточного кольцевого элемента на участке горизонтального стыка примыкающих друг к другу обечаек, а кроме того, при изготовлении рулонных заготовок в заводских условиях на механизированном стане нельзя разместить две или более заготовки на одной катушке, а их рулонирование на монтажной площ,здке связано с большими дополнительными затратами.
Цель изобретения - повышение качества монтажа резервуаров и снижение его трудоемкости.
Поставленная цель достигается тем что при способе монтажа металлического резервуара, включающем поярусную установку рулонных заготовок, их разворачивание с образованием обечаек и соединение обечаек между собой по горизонтали и вертикали, рулонные заготовки устанавливают с зазором или нахлестом друг относительно друга, а п мере их разворачивания временно крепят вышерасположенную обечайку к нижерасположенной, кроме того разворачивание каждой нижерасположенной рулонной заготовки производят с опережением относительно вышерасполокенной.
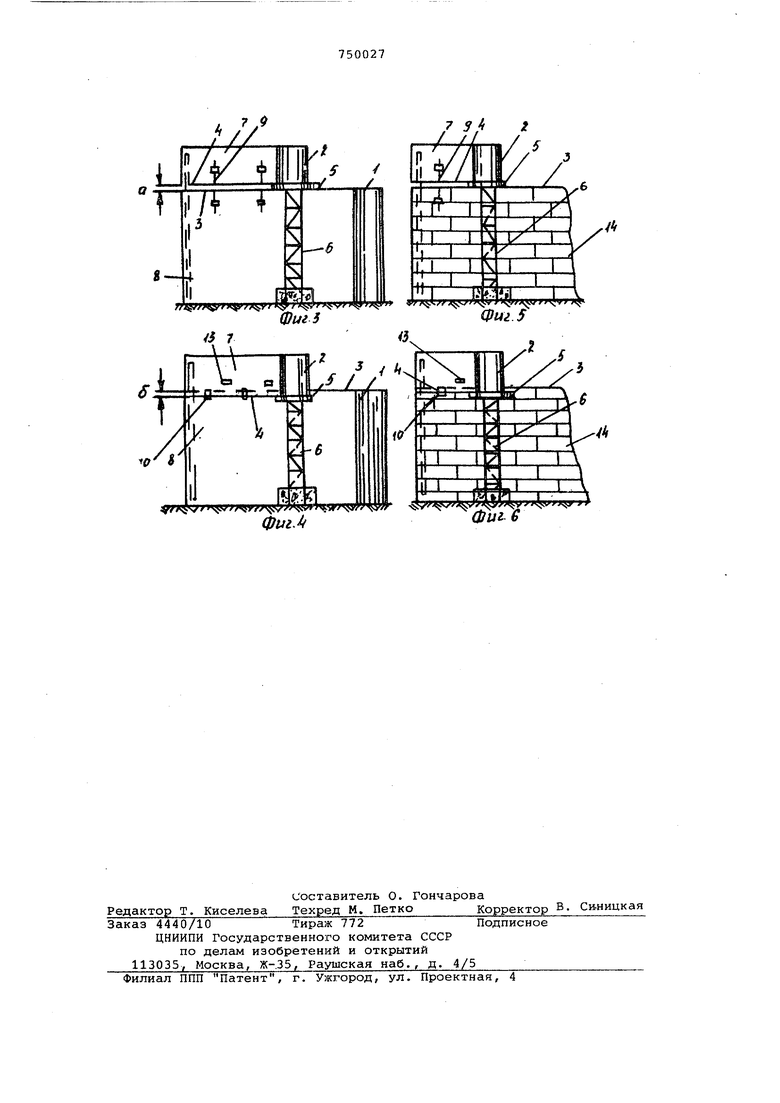
На фиг. 1 - схематически изображен готовый.резервуар, смонтированный, например, из двух обечаек, общий вид; на фиг . 2 - вариант данного способа монтажа резервуара из обечаек, состоящих из рулонных заготовок, при котором разворачивание всех заготовок производят одновременно; на фиг. 3 и 4 - вариант способа монтажа такого же резервуара, при котором разворачивание каждой нижерасположенной заготовки производят с опережением по отношению к последующей; на фиг. 5 и б - вариант способа монтаж резервуара со стенкой из нижней обечайки, состоящей из листовых заготовок, и вышерасположенных обечаек - из рулонных заготовок , при котором вначале монтируют нижнюю обечайку, а затем производят разворачивание рулонных заготовок.
Монтаж резервуара начинают с операции установки заготовок 1 и 2 на разных уровнях по высоте, при этом их сопрягаемые горизонтальные кромки 3 и 4 располагают с фиксированным смещением по высоте относительно друг друга. Это обеспечивается за счет того, что исходную рулонную заготовку устанавливают на такую же
нижерасположенную заготовку через промежуточную платформу 5, в результате чего между горизонтальными кромками образуется смещение одинаковое по длине кромок, в данном случае, зазор а.
Исходную заготовку можно устанав ливать не только на заготовку через платформу, но и посредством такой ж платформы на самостоятельную монтажную опору 6, при этом обеспечивается аналогичное смещение сопрягаемых горизонтальных кромок с зазором в либо с нахлесткой сГ . Затем осуществляют разворачивание рулонных заготовок, которое производят в первом случае одновременно, а во втором случае с опережением нижерасположенной заготовки по отношению к вышерасположенной .
По мере разворачивания заготовок временно крепят развернутую часть 7 каждой вышерасположенной заготовки н развернутой части 8 нижерасположенной заготовки с помощью винтовых стяжек 9 или расположенных на нижней заготовке ниже кромки ловителей 10.
После окончания разворачивания заготовок, Б результате которого образовались обечайки 11 и 12, производят принудительное смещение сопрягаемых кромок и их соединение сваркой. Совмещение производят либо по вертикали с помощью тех же винтовых стяжек, выбирая зазор а, либо поджимая по горизонтали к кромке 3 опирающуюся на ловители кромку 4 с помощью монтажных скоб 13.
В резервуарах очень большого объема необходимо выполнять нижнюю обечайку из листовых заготовок из-за трудности, а иногда, и невозможности рулонирования очень толстого листового материала ( 1м) . Такие резервуары целесообразно монтировать таким способом, при котором сперва монтируют нижнюю обечайку 14 из листовых заготовок, а затем производят все монтажные операции в обычном порядке. При этом можно устанавливать вышерасположенную рулонную заготовку как с зазором а, так и с нахлестом сГ,руководствуясь тем, что установки заготовки с нахлестом технологически проще, но не всегда допустима по условиям работы конструкции, так как в этом случае создается очаг концентрации напряжений.
Использование известного способа монтажа резервуаров дает экономию по трудоемкости на 15-20% по сравнению с применением в настоящее время на высоких резервуарах способа полной полистовой сборки за счет сокращения объема сборочных и сварочных работ на монтаже, а также повысить индустриальность монтажа при снижении объема ручных операций.
Формула изобретения
1. Способ монтажа металлического цилиндрического резервуара, включающий поярусную установку рулонных заготовок, их разворачивание с обра- 5 зованием обечаек и соединение обечаек между собой по горизонтали и вертикали, отличающийся тем, что, с целью повышения качества и снижения трудоемкости монтажа, рулонные Q заготовки устанавливают с зазором или нахлестом друг относительно друга, а по мере их разворачивания временно
крепят вышерасположенную обечайку к нижерасположенной.
2. Способ по п. 1, о т л и ч а ющ и и с я тем, что разворачивание каждой нижерасположенной рулонной заготовки производят с опережением относительно вышерасположенной. Источники информации, принятые во внимание при экспертизе
1.Корниенко В. С. Поповский Б. В. Сооружение резервуаров. М., 1971,
с. 62-75.
2.Патент Англии 1030858, кл. F 4, опублик. 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА МЕТАЛЛИЧЕСКОГО ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 1996 |
|
RU2090718C1 |
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| КГГХНЙЧИГИАЯ KjJSJU^lTfcMA | 1970 |
|
SU263113A1 |
| Способ изготовления и монтажа вертикальных цилиндрических резервуаров из рулонных заготовок | 1978 |
|
SU753788A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| Устройство для изготовления вертикальных цилиндрических листовых конструкций | 1961 |
|
SU143541A1 |
| Способ изготовления вертикальных цилиндрических листовых конструкций | 1961 |
|
SU143540A1 |
| Способ изготовления цилиндрической обечайки | 1981 |
|
SU964091A2 |
| СПОСОБ МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2206424C2 |
/
Лф фш. Фи1. 6
