Изобретение от1носится к электрохимической размерной аб|работ.ке токопрозодящих материалов и может 1быть использовано для пр:аш.и1вки малых отверстий, электрохимической .резке проволочкой .по .ко.пиру и других операциях.
Известен апособ импульсной эле.кт1ро.и.мической обработки на малых межэлекиродных зазорах, заключающийся в том, чтолроцесс анодного растворения осуществляется регулируемыми имлульсами тока (При поддержании малого .межэлектродного зазора
Величина зазора .выбирается такой, чтобы перенапряжение выделения водорода из катода было больще пе|реналряжеяия осаждения перешедщих в раствор атомов материала анода или (Катионов используемого электролита.
.Недостатками известных способов яаляется низкая производительность и высокая энергоемкость, тричиной которых является газовыделение в межэлектродном зазоре. Газовыделение в межэлектродном зазо.ре в рассматриваемых слособах происходит IB 1СВЯЗИ с тем, что длительность импульсов тока определяется различными процессами iB межэлектгродяом зазоре (газовыделение, образование электронной проводимости, тепловыделение) и не ставится в
зависимость от времени начала той пли иной электрохимической реакции на электродах.
Целью изобретения является повышение 5 производительности и Снижение энергоемкости процесса электрохимической размерной обработки импульсным током -путем устранения газовыделеиия в межэлектродном зазоре.
10
Цель достигается тем, что в известном способе, основанн.ом на анодно.м растворении импульга,ми тока, длительность пмпульсо1в тока берется меньще времени образова-ния молекулярного газовОГо слоя на
15 аноде.
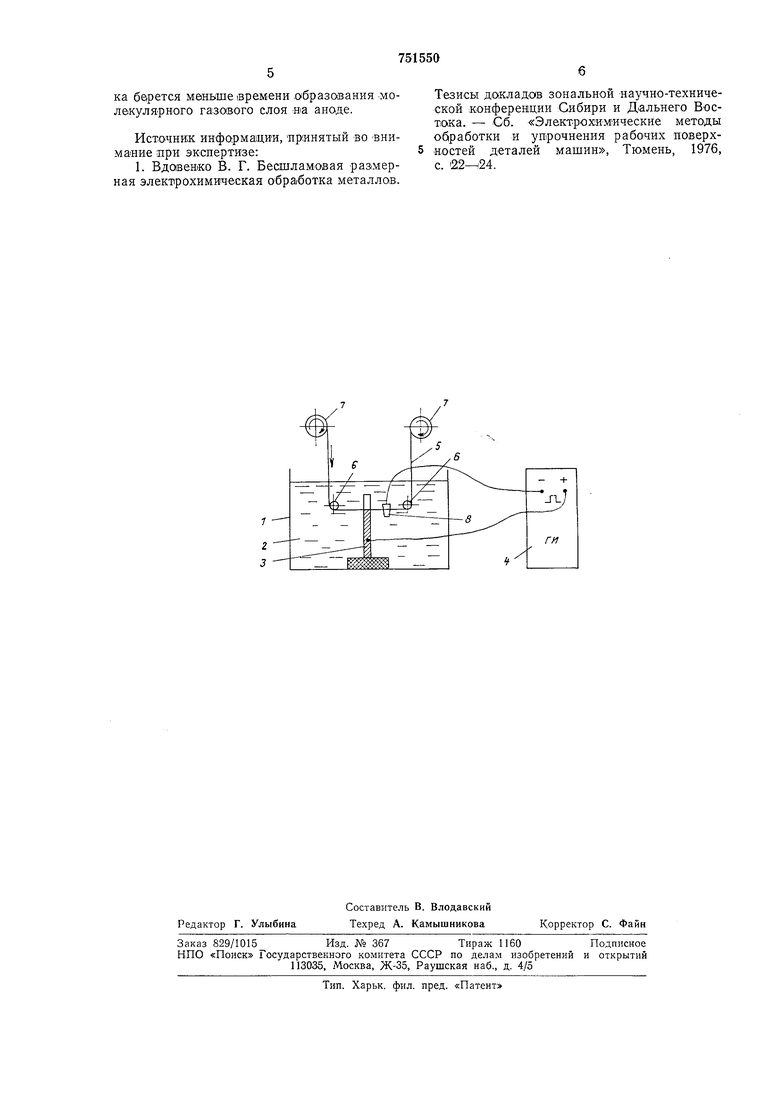
iHa чертеже представлено устройство для осуществления способа.
Устройство состоит из ванны }, наполненной электролитом 2, ,в котором размещается обра.батываемая деталь 3 (анод),
20 генератора импульсов 4, электрода-.проволочки 5 (катода), направляе мой с помощью роликов 6 и перематываемой с бобины на бобину 7, при помощи токосъемного устрой25ства 8 тодсоединенной IK генератору импульсов.
При (Подаче имлульса тока (напряжения) на аноде сначала проходит реакция окисления (растворения) без газообразова30 ния, после прохождения некоторого количества электричества (некоторого времени) на нем начинается газавыделение, сначала 3 ато.маряом, затем в м-олекулярйо м состояНИ.И, .причиной iKOTOpoAiy является поБЫшение потенщиала аиода IB зависимости от количества прошедш.его электричества (|времени). ЕСЛИ количество прошедшего электричества (дли-тельпость импульса) ;в импульсе |будет меньше (для данных услорвий обработки) (Величины, .при (которой потенциал а.нода достигает значения газовыделен.ия, то .газовыделения на аподе не будет.
Величина межэлектродного зазора, при прохождении импульса тока, длительность KOTQpoTO меньше времени начала образо.ва.ния .молекулЯрнаго га.зоБОго слоя на аноде, :влияет па реа,, проходящие па катоде. Уменьшение ,м.ежэлектродного зазора затрудняет .выделение на катоде молекулярного 1во.дорода И облегчает ;выделение перешедших IB распвор атомов материала анода или (и) .катионов используемого электро.лита. В рассматриваемом примере аб«01вление noBeipxHOCTH катода (электрода прсзоЛОчки) от осажденного «а нем материала
анода .осуп ествляется перемоткой электрода .проволочки.
TaiKUM образом, для осуществления электрохимической обработки без ;газо.выделе5 ПИЯ в межэлектр.одном зазоре, длительность .импульсов така (напряжения) устанавливают меньще 1времени начала образавания молекулярного газового слоя па аноде, а величину межэлектродного зазора берут меньше того значения, при которо.м яа :катоде начинает выделяться водород Лри выбраиных длительности и амплитуде импульса, материалов .катода и апода, элект.ролита.
Способ опробован в лабораторных условиях при обра.ботке обр аэпав из Fe-армко и кобальта в 15-ном .водном растворе NaCl. Обработка проводилась при шодаче на меж0 элект(родный промежуток (зазор) прямоугольных импульсов тока, регулируемых ino длительности и частоте следования, и регулируемо.м межэлактродиом зазоре. Наличие газ&выделения определялось визуально.
5 ;В таблице приведены результаты опробования.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ биполярной резмерной электрохимической обработки | 1976 |
|
SU673412A1 |
| Электролит для электрохимической обработки | 1978 |
|
SU787147A1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке и устройство для его осуществления | 1977 |
|
SU738815A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| Электролит для размерной электрохимической обработки металлов | 1982 |
|
SU1103977A1 |
| Электролит для электрохимической обработки металлов | 1973 |
|
SU458413A1 |
| Способ размерной электроэрозионно-химической обработки | 1981 |
|
SU1013183A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |
Ка.к видно из та блицы, изменением длительности импульса то.ка (эксперименты № 1 п 2, № 4 и 5) и величины межэлектродного зазора (эксперименты № 2 и 3) можно устранить газовыделение в межэлектродном зазоре.
Использование предлагаемого способа импульсной электрохимической размерной обработки ток101иро.водящих материалов обеспечивает павышение производительности обработ1ки за счет уменьщевия .времени отвода и подвода электрода инструмента с целью прокачки элек11ролита для устранения наличия пузырьков газа IB .межэлекТ1родпом зазоре; увеличение выхода по то:ку и, таким образом, снижение энергоемкости обработки; п.овышеиие точности об-рабатыва.емых деталей; уменьшение загрязпродуктаМИ анодного
нения электролита растворения.
Формула изобретения
Опособ электрохимической .размерной обработки импульсами тока, .при котором величину Межэлектродного зазора устанавливают та.кой, чтобы перенапряжение выделения газообразного .водорода на катоде было больше, чем .перенапряжение осаждения перешедших в раствор атомов материала анода и(или) катионов электролита,
.отличающийся тем, что, с делью .повышения производительности и снижения энергоемкости процесса путем уст ранения газовыделения, длительность имлульсав тока берется меньше времени образования молекулярного газового слоя а аноде.
Источник информации, принятый во внимание при экспертизе:
Тезисы докладов зональной «аучно-технической :конферен1ции :Сибири и Дальнего Востока. - Сб. «Электрохимические методы обработки и упрочнения рабочих поверхностей деталей машин, Тюмень, 1976, с. 22-н24.
