Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электрохимической размерной обработке сложнофасонных поверхностей деталей.
Целью изобретения является повышение точности обработки.
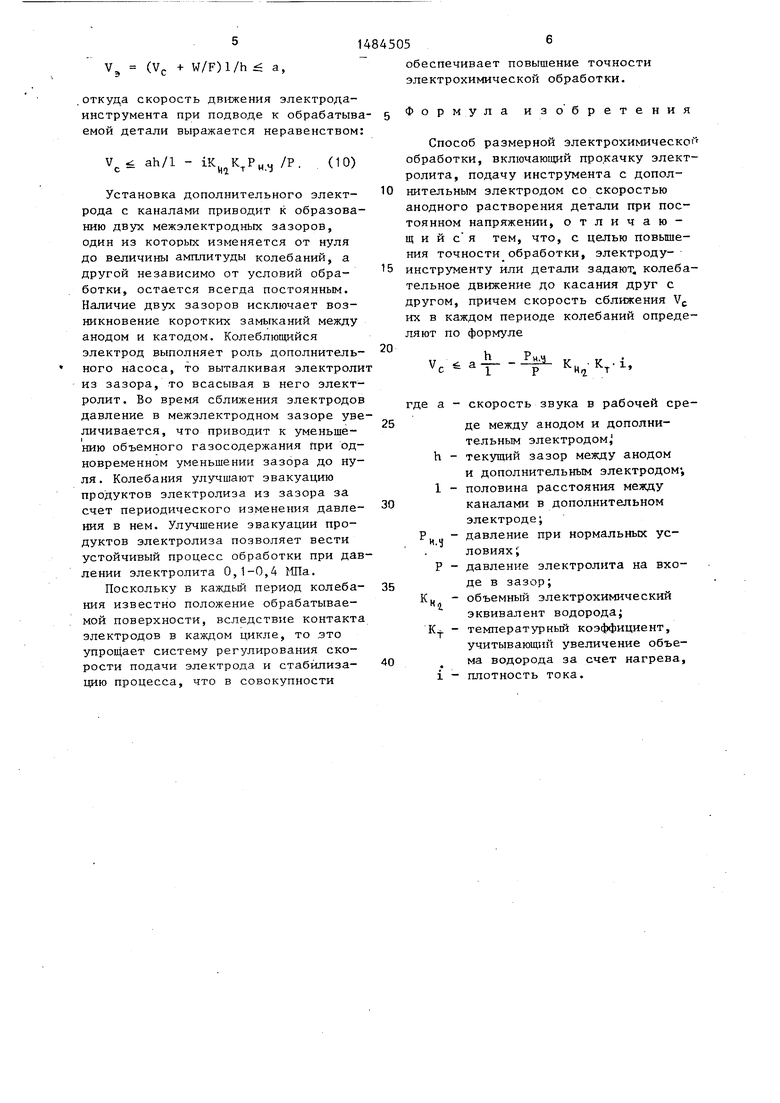
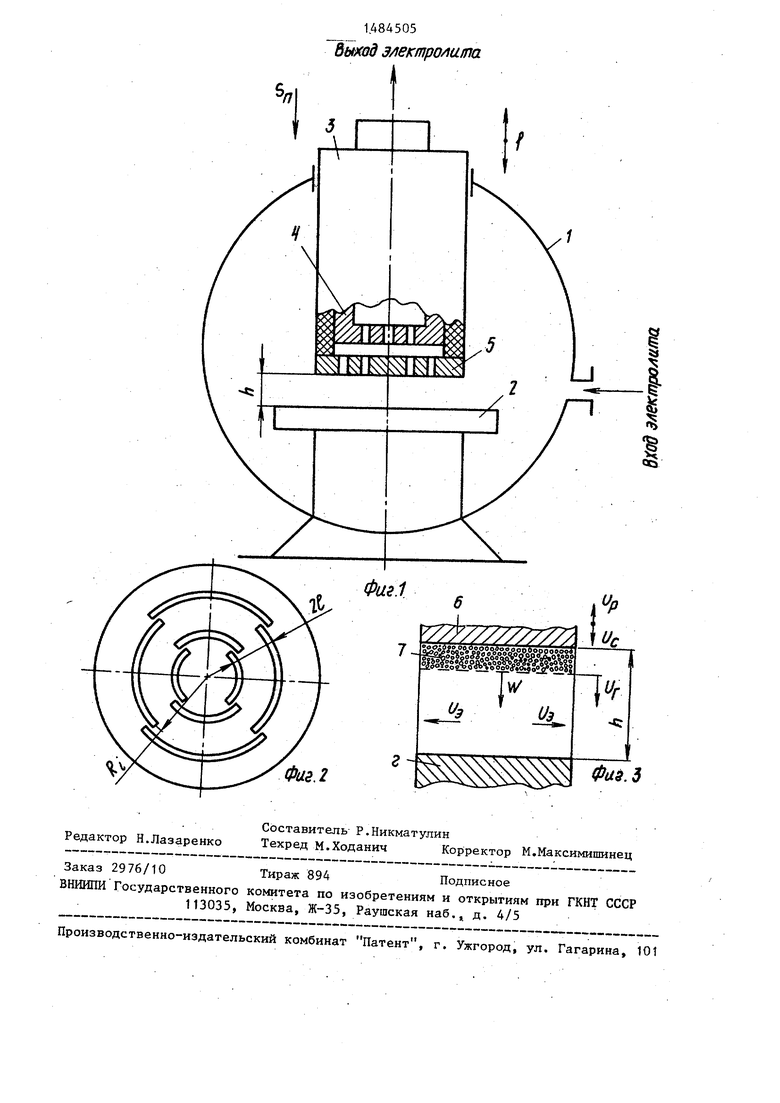
На фиг. 1 изображена схема устройства для реализации способа электрохимической обработки; на фиг. 2 - дополнительный электрод с каналами} на фиг. 3 - схема вытеснения электролита из межэлектродного пространства.
В камере 1 устанавливают деталь 2. Электрод-инструмент 3, состоящий из катода 4 и дополнительного электрода 5 с каналами для выхода электролита, имеет возможность перемещения в вертикальной плоскости по направляющим камеры, которому сообщают постоянную подачу Sh к детали с наложением колебательного движения с частотой f, причем колебания производят до контакта дополнительного электрода с деталью в каждом периоде. Дополнительный электрод может быть выполнен в виде диска, в котором имеются каналы, расположенные на расстоянии RJ от центра. Расстояние между каналами 21. Середина части кольца находится от центра дополнительного электрода на расстоянии г; .
Ј
оо
Јь СЛ О СП
Способ осуществляется следующим образом.
При наложении тока на катодной стороне кольцевого участка дополнительного электрода 6 образуется газовый слой 7. По мере пропускания тока выделение водорода продолжается с объемной скоростью W, При этом давление внутри газового слоя возрасга- ет и он расширяется в направлении к аноду со скоростью М/Р,где F - проекция площади кольца на обрабатываемую поверхность. Скорость движения границы газового слоя при подводе электрода-инструмента к детали определяется выражением
Vr Vc + W/F,
(1)
где Vc - скорость движения электрода-инструмента при подводе к детади, а при разведении электродов
электролита в прианодной области. Этим предотвращается перенос продуктов электролиза и повышение их концентрации в направлении движения электролита, что способствует равно- мерному распределению плотности тока по обрабатываемой поверхности, а значит и повышению точности обработки.
Ввиду того, что объемная скорость выделения водорода зависит от величины тока
V К КТ1, м /с.
Н2
(5)
где К ц - объемный электрохимический
эквивалент водорода Кт - температурный коэффициент, учитывающий увеличение объема водорода за счет нагрева,
то при нагнетании электролита под давлением Р скорость объемного газовыделения равна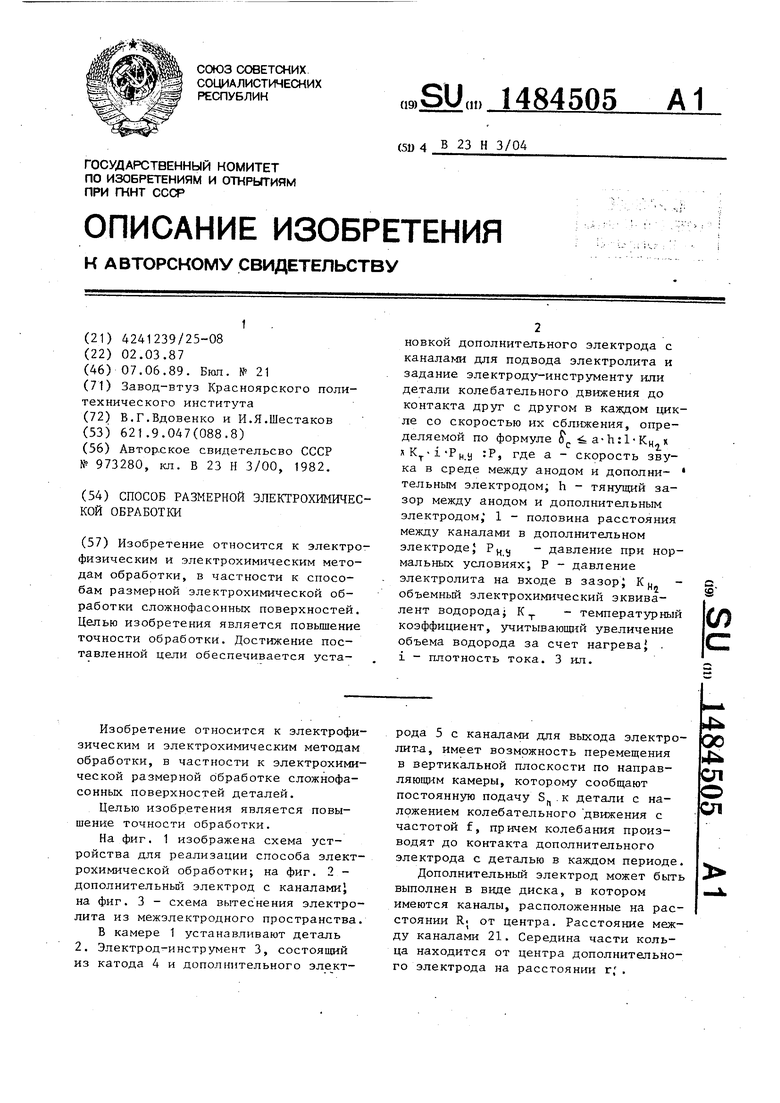

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
Изобретение относится к электрофизическим и электрохимическим методам обработки ,в частности, к способам размерной электрохимической обработки сложнофасонных поверхностей. Целью изобретения является повышение точности обработки. Достижение поставленной цели обеспечивается установкой дополнительного электрода с каналами для подвода электролита и заданием электроду-инструменту или детали колебательного движения до контакта друг с другом в каждом цикле со скоростью их сближения, определяемой по формуле δI≤A.H:L-Kн2.Кт.I.Pн.у:P, где A - скорость звука в среде между анодом и дополнительным электродом: H - тянущий зазор между анодом и дополнительным электродом: L - половина расстояния между каналами в дополнительном электроде: Pн.у. - давление при нормальных условиях: P - давление электролита на входе в зазор: Kн2 - объемный электрохимический эквивалент водорода: Kт - температурный коэффициент, учитывающий увеличение объема водорода за счет нагрева: J -плотность тока. 3 ил.
Vr V - W/F,
(2)
где Vp - скорость разведения электродов .
Перемещение границы газового слоя вызывает движение электролита. Через кольцевые сечения радиусом г + 1 и г - 1 в единицу времени вытесняется объем электролита, равный произведению площади кольца на скорость перемещения границы газового слоя
vc
(г + if - (г - I)1 - (r - l)h ч- V9,
откуда
V, Vrl/h,
(3)
где V9 - скорость движения электро- 5
лита;
h - величина зазора между деталью и дополнительным электродом.
Из формулы (2) видно, что скорость 50 Vr равна нулю при равенстве скоростей разведения электродов и расширения
газового слоя
Vp W/F,
(4)
тогда обеспечивается неподвижность границы газового слоя и неподвижность
W
ШЦ2.КтРН.Х
/Р,
(6)
где Р HI(J - давление при нормальных
условиях.
Подставляя выражение (6) и (4), получаем скорость разведения электродов
V
р lKHi ктр и х /Р
(7)
где i - плотность тока.
За время t межэлектродный зазор меняется на величину Upt. Плотность тока при h 0 в момент t 0 равна
40
i иАДэе/(ир-t),
(8)
где U
АД.
- напряжение между анодом и дополнительным электродом, $Ј - электропроводность
электролита.
Подставляя выражение (8) в (7), получаем
„-J -Ш к
Н4 Кт
(9)
Р V J:. н4 Р Согласно формулы (3) скорость движения электролита относительно анода стремится к бесконечности при h- 0. Скорость электролита в этом случае не может превышать местной скоростл звука а в электролите. Подставляем выражение (1) в (3), получаем
V3 (Vc + W/F)l/h Ј a,
14845056
обеспечивает повышение точности электрохимической обработки.
откуда скорость движения электрода- инструмента при подводе к обрабатыва- 5 Формула изобретения емой детали выражается неравенством:
Способ размерной электрохимической
(10) обработки, включающий прокачку электролита, подачу инструмента с допол10 нительным электродом со скоростью анодного растворения детали при постоянном напряжении, отличающий с я тем, что, с целью повышения точности обработки, электроду15 инструменту или детали задают, колеба-
Vc ah/1 - 1КМаКтРн.ч /Р.
Установка дополнительного электрода с каналами приводит к образованию двух межэлектродных зазоров, один из которых изменяется от нуля до величины амплитуды колебаний, а другой независимо от условий обработки, остается всегда постоянным. Наличие двух зазоров исключает возникновение коротких замыканий между анодом и катодом. Колеблющийся электрод выполняет роль дополнительного насоса, то выталкивая электролит из зазора, то всасывая в него электролит. Во время сближения электродов давление в межэлектродном зазоре увеличивается, что приводит к уменьшению объемного газосодержания йри одновременном уменьшении зазора до нуля . Колебания улучшают эвакуацию продуктов электролиза из зазора за счет периодического изменения давления в нем. Улучшение эвакуации продуктов электролиза позволяет вести устойчивый процесс обработки при давлении электролита 0,1-0,4 МПа.
Поскольку в каждый период колебания известно положение обрабатываемой поверхности, вследствие контакта электродов в каждом цикле, то это упрощает систему регулирования скорости подачи электрода и стабилизацию процесса, что в совокупности
20
тельное движение до касания друг с другом, причем скорость сближения Vc их в каждом периоде колебаний определяют по формуле
V, .
где а
25
30
h1 «Ч
Р35
40
скорость звука в рабочей среде между анодом и дополнительным электродом текущий зазор между анодом и дополнительным электродом; половина расстояния между каналами в дополнительном электроде;
-давление при нормальных условиях ;
-давление электролита на входе в зазор;
-объемный электрохимический эквивалент водорода;
-температурный коэффициент, учитывающий увеличение объема водорода за счет нагрева,
- плотность тока.
тельное движение до касания друг с другом, причем скорость сближения Vc их в каждом периоде колебаний определяют по формуле
V, .
где а
5
0
h1 «Ч
Р5
0
скорость звука в рабочей среде между анодом и дополнительным электродом текущий зазор между анодом и дополнительным электродом; половина расстояния между каналами в дополнительном электроде;
-давление при нормальных условиях ;
-давление электролита на входе в зазор;
-объемный электрохимический эквивалент водорода;
-температурный коэффициент, учитывающий увеличение объема водорода за счет нагрева,
- плотность тока.
at
Фиг. 2
Фиг.1
ир
7 //////777/(
Щ1&&Ш&®§Ш&
Чд2ое.ооЬЗ|ООегЬ41 Л}о2
Г
Т из
Физ.д
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU973280A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
