Изобретение относится к области машиностроения, а именно к электрохи№1ческой размерной обработке токопроводящих материалов, и может быть испсхльзовано, например, при изготовлении ручьев штампов, пресс-форм и других деталей сложной формы. Известен способ электрохимической размерной обработки, основанный на анодном растворении биполярными импульсами тока, при котором длительности импульсов тока прямой и обратной полярности выбираются соответственно из условий наступления и Йарушения пассивности обрабатываемого изделия 1. Недостатки данного способа заключаются в том, что длительность импульсов тока прямой полярности не ставится в зависимость от условий наступления газовыделения в межэлект родном зазоре, а величина межэлектродного зазора вообще не рассматривается как фактор, влияющий на эти условия. Кроме того, во время импул сов тока обратной полярности происходит растворение электрода-инструмента, ведущее к изменению его форт и размеров. Все это приводит к снижению точности и производительности обработки.. Известен также способ электрохимической размерной обработки, основанный на анодном растворении монополярными импульсами тока, при котором величина межэлёктродного зазора выбирается такой, чтобы перенапряжение выделения газообразного водорода на электроде-инструменте было больше, чем перенапряжение осаждения перешедших в раствор атомов материала анода и (или) катионов электролита, а длительность импульсов тока прямой полярности берется меньше времени образования молекулярного газового слоя на обрабатываемом изделии 2. Недостаток способа состоит в том, что в процессе обработки происходит изменение формы и размеров электродаинструмента за счет осаждения на его поверхности материала анода и (или) катионов электролита. Поэтому для достижения высокой точности обработки необходимо обеспечить очистку электрода-инструмента от осажденного на нем осадка или обновление его поверхности. Однако используемлй метод обновления поверхности электродаИнструмента не позволяет производить
.высокоточной обработки фасонным или профильным электродом-инструментом при прсжэводстве ручьев штампов, пресс-форм и других деталей сложной формы.
Целью изобретения является повышение точности и производительности биполярной электрохимической размерной обработки.
Цель достигается тем, что в известном способе биполярной электрохимическсЛ раз.мерной обработки при прохождении импульсов тока обратной полярности величина межэлектродного завела выбирается больше того значения, котсфом на обрабатываемом изделии начинает выделяться водород, а для электрода-инструмента выбирается таким, что его анодное раствсч вние происходило бы только после ра;створення с его поверхности осажденной во время импульсов тока прямой полярности пленки, при этом
ЙЙитёльнЬсть периода следования импульсов (импульса) тока обратной полярности берется равной времени полного раств ения пленки, осешией на электроде-инструменте во время импульсов тока прямой полярности.
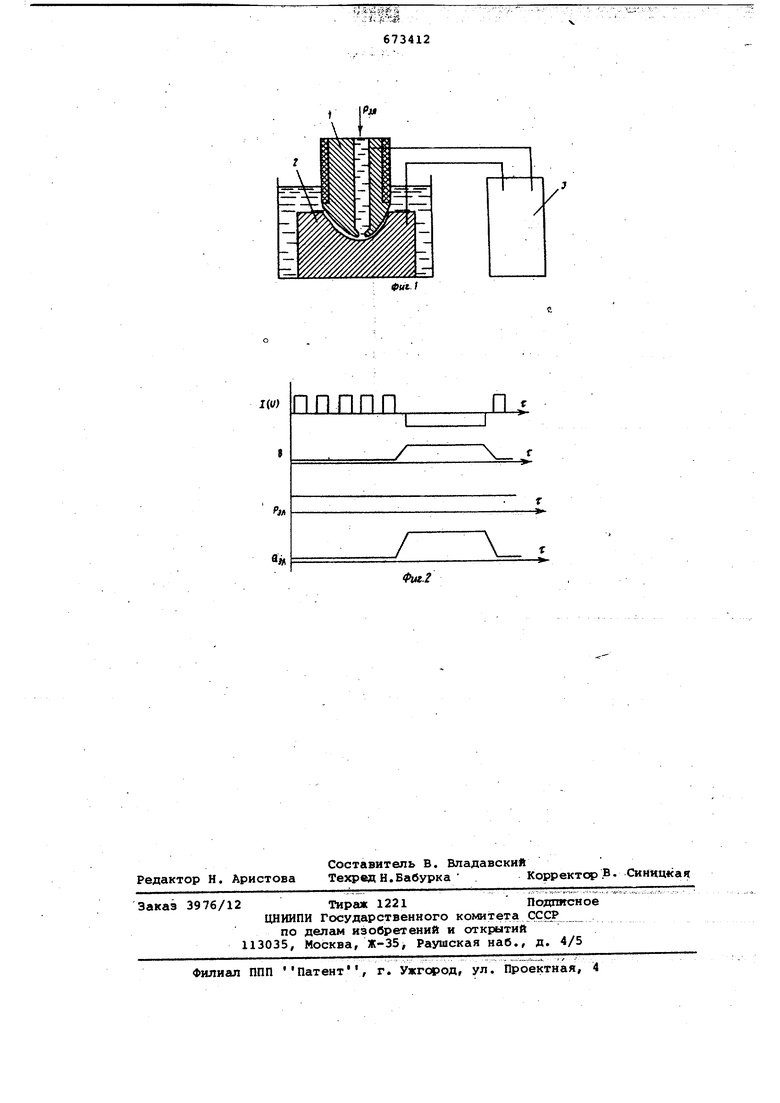
На фиг. 1 изображено устройство, регшиэуюцее предлагаемый способ; на фиг. 2 - циклограммы тока (напряжения) , величины межэлектродного зазора , давления элёктрсшита на входе в мвжэлектродный Pg и расхода электролита Q эл через межэлектродный заэор.
Электрод-инструмент 1 подводится к обрабатываемому изделию 2 на величи ну межэлектродного зазора «Г , и от источника 3 тёхяалЬгйчёскогй тока поступает серия импульсов тока (напряжения) прямой полярности. После этбго электрод-инструмент отводится на величину межэлектроднрго зазора, чтобы на обрабатываемом изделии во время прохожденияиьвтульсов тока обатной полярности основньам процессом было выделение водорода и чтобы име1Геь вёз йШНЧХ;Г1ь ЬсуйёСШйтЁ ф ку электролита за счет имеющегося постоянного давления электролита на входе в межэлектродный зазс. После
от источника технологического ока подается ток обратной полярноси, необходимый для восстановления
первоначальных форглл и размеров электрода-инструмента. Затем электрод-инструмент вновь подводится на необходимую величину межэлектродного зазора, и цикл повторяется.
Такое чередование циклов анодного 5 расворения обрабатываемого изделия импульсами тока прямой полярности и восстановление формы и размеров эле1 трода-инструмента токсям обратной полярности с одновременной прокач0 кой электролита позволяет значительно повысить точность и производительность биполярной электрохимической размерной обработки.
Фсфмула изобретения
Способ биполярной электрохимичесKofi размерной обработки, при котором величина межэлектродного зазора при прохождении импульса тока прямсЛ по0 лярности выбирается такой, чтобы перенапряжение выделения газообразного водорода на электроде-инструменте, было больше, чем перенапряжение осаждения перешедоЕих в раствор атомов
5 материала анода и (или) катионов электролита, и длительность импульсов тока прямой полярности берется меныце времени образования молекулярного газового сЛоя на СбрабатыQ ваемом изделии, отличающийс я тем, что, с целыо поЕЯэВиения производительности и точности процесса, при прохождении импульсов тока обратись полярности величина межэлектродного зазсра выбирается больше того значения, при котором на обрабатываемое изделии начинает выделяться водород, а материал для .электрода-инструмента выбирается таким, что его анодное растворение прсжсхо0 дило бы только после растворения с его поверхности осажденнс во время импульсов тока прямой полярности пленки.
Источники информации, принятые во
5 внимание при экспертизе
1. Попилов Л.Я. Справочник по электрическим и ультразвуковым методам обработки материалов. Л., Машиностроение, 71, стр. 103.
02. Заявка 2415511/25-08,
кл. В 23 Р 1/04, 25.10.76, по которой принято решение о выдаче авторского свидетельства.
673412
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Способ электрохимической размерной обработки | 1976 |
|
SU751550A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБО | 1973 |
|
SU374136A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
{ П П Л П П
П
