При изготовлении плоской с двух сторон литофаНИИ, в изделии отформовывается углубление, в «Оторое заделывается матри-ща. По окончаний заделки матрицы место углублекия выравнивается до общей толщины изделия. Для производства указанных процессов требуется два рода формовки - предварительная формовка с углублением в изделия и окончательная формовка по сглаживанию неровностей и выравниванию толщины изделия.
Для предварительной и -окончательной формовок требуются два шаблона.
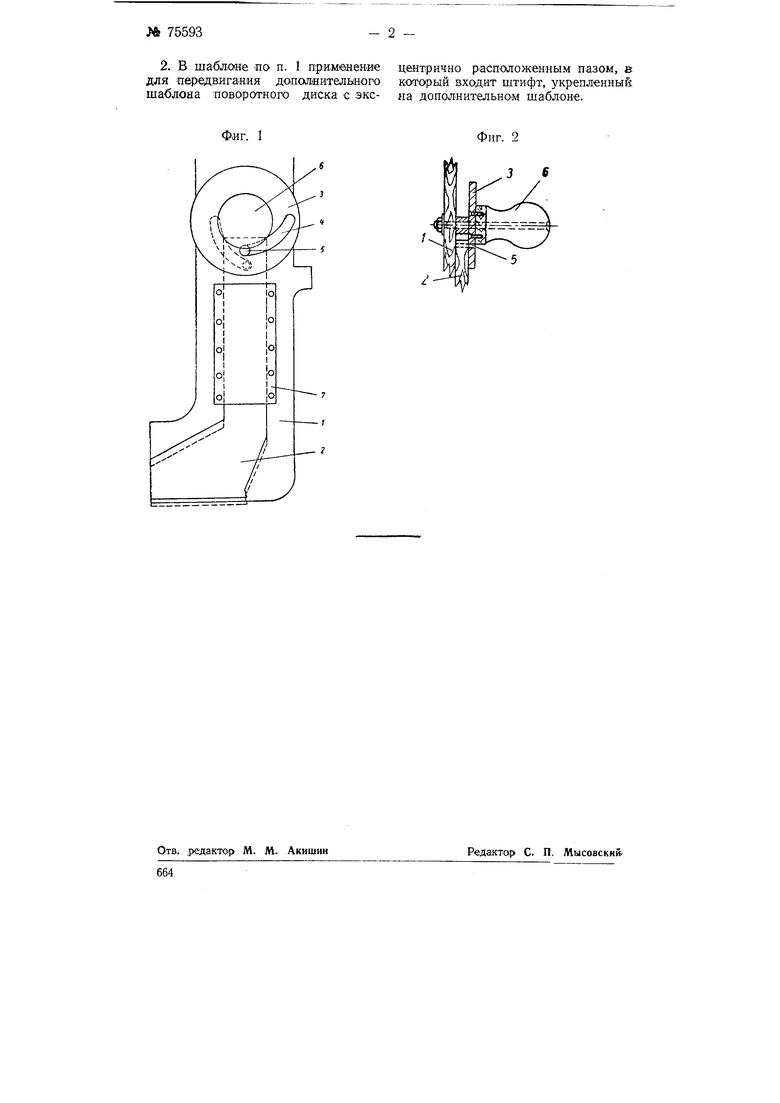
Предлагаемый шаблон для формования изделий по гончарному кругу отличается тем, что на основном шаблоне 1 (фиг. 2) укреплен лопол-нительный шаблон 2, который по мере надобности может быть либо опущен и выходить за пределы основного шаблона 1, л/И|бо поднят выше граней основного шаблона.
Движение дополнительного шаб.. .лона 2 осуш,ествЛЯется при помощи поворотного диска 3 с эксцентрично-БЫр-езанным в «ем пазом 4, в котором перемещается штифт 5, укрепленный на верхней части дополнительного шабл1ояа 2.
При повороте ручкой 6 диска 3 по часовой стрелке на четверть оборота дополнительный шаблон 2 опускается за грань основного шаблона 1 на заданную вачичину. В таком виде шаблон будет отформовывать изделие с углублением, т. е. производить лредварительную фор1мовку изделия.
При повороте диска 3 против часовой стрелки на четверть оборота дополнительный шаблон 2 поднимается за грань основного шаблона 1 и производится окончательная формовка.
Дополнительный шаблон 2 движется по направляющим 7, укрепленным на основном шаблоне /.
Предмет изобретения
1. Шаблон для формования изделий на гончарном кругу, отличающийся тем, что, с целью образования в изделии времен|Ного углубления с Последующей заделкой его, например, для получения литофании, на основном шаблоне укреплен дополнительный шаблон, могущий выдвигаться ниже контура основного шабЛОна на время образования углубления в изделии.
663 № 755932. В шаблоне по п. 1 прямейение для передвита«:ия дополнительного шаблона поворотного диска с экс2 ценхрично Расп01ложен ным пазом, в который входит штифт, укрепленный. на дополнительном шаблоне.
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления однокрасочных и многокрасочных, плоских с двух сторон, литофаний | 1946 |
|
SU71896A1 |
| Способ изготовления ваз, испускающих аромат | 1946 |
|
SU71895A1 |
| ТУРБИНА | 1990 |
|
RU2016219C1 |
| Арифмометр типа "Однер" | 1928 |
|
SU24991A1 |
| Замок | 1986 |
|
SU1395795A1 |
| Устройство для автоматического регулирования температуры и других величин компенсационным методом | 1940 |
|
SU65935A1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНОГО ПОЧВООБРАБАТЫВАЮЩЕГО СМЕННОГО ОРУДИЯ, СТОЕЧНО-КОРПУСНОГО МИКРОВИБРАЦИОННОГО ПРИВОДА С РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2011 |
|
RU2462851C1 |
| Устройство для заделки торцов пакетов плоских изделий | 1980 |
|
SU939323A1 |
| Машина для автоматической формовки задников | 1937 |
|
SU62839A1 |
| СИСТЕМА ФОРМОВАНИЯ И УПАКОВКИ ИЗДЕЛИЙ ИЗ САХАРНОЙ ВАТЫ | 2000 |
|
RU2165149C1 |