Машины для автоматической формовки задников, снабженные бункером для заготовок и автоматически действующим выталкивателем для подачи заготовок по одной штуке к формуюш;ему приспособлению, известны. Отформованные в них задники из-за недостаточной выдержки при формовании быстро теряют свою форму и для восстановления ее требуют повторной дополнительной обработки.
Предлагаемая машина устраняет указанный недостаток и отличается тем, что ее Приспособление для предварительной формовки задннко-в тех или иных размеров выполнено в виде двух установленных на требуемом расстоянии друг от друга роликов и проталкивателя для подачи задников через них- Отформованные задники для окончательной отформовки подаются к приспособлению, для чего применен снабженный зажимами стол, приводимый в возвратно-поступательное движение. Указанные особенности обеспечивают достаточную выдержку задников при формовании и стойкость их последующей формы.
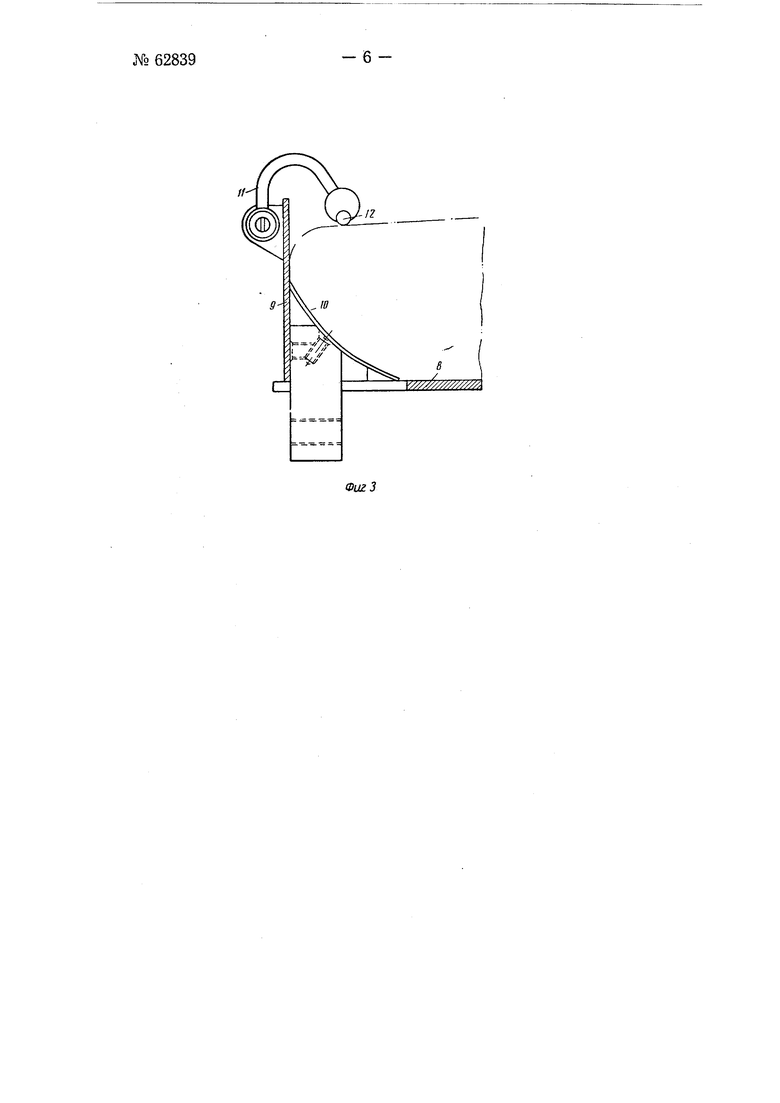
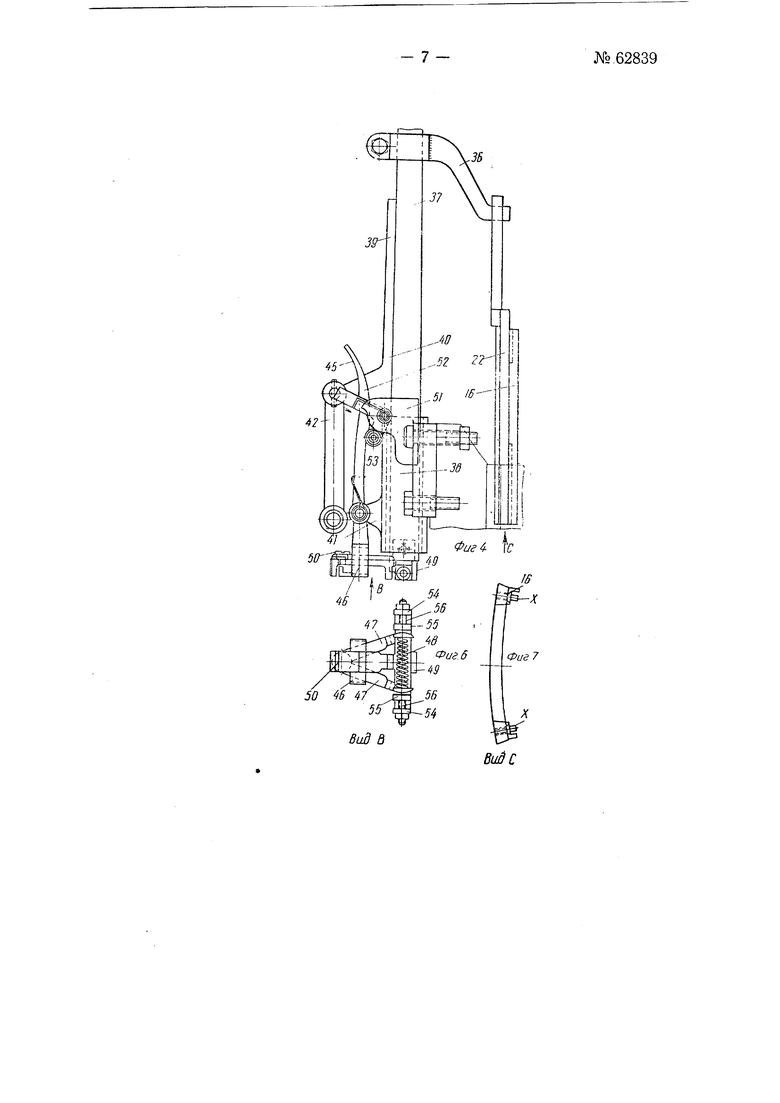
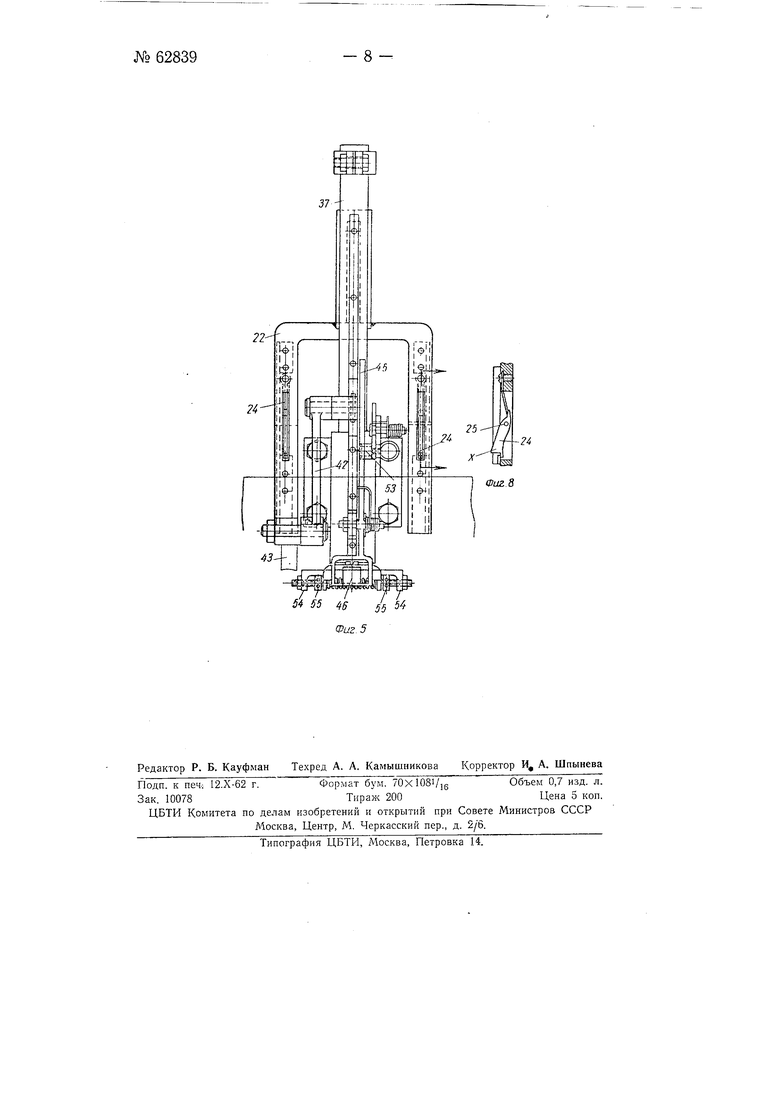
На фиг. 1 изображена машина, вид сбоку; на фиг. 2 - то же, вид сверху по стрелке А на фиг. 1; на фиг. 3 - частичный разрез по линии /-/ на фиг. 1; на фиг. 4 - приспособление для предварительной формовки задников к машине, вид сбоку; на фиг. 5-то же, 1вид спереди; на фиг. 6 - то же, вид снизу по CTpCviKe В на фиг. 4; на фиг. 7- часть приспособления, вид снизу по стрелке С на фиг. 4; на фиг. 8 - летали указанного приспособления, вид сбоку.
На станине 2-3 установлен бункер 4, регулируемый ио наклону стойкой /, приспособление 5 для предварительной фор.мовки задников, стол 6 для захвата предварительно отформованных задников и подачи их к приспособлению для окончательной формовки и приводной вал 7 машины.
Бункер 4 для заготовок задников выполнен в виде лотка, имеющего леподвижмое дно 8 (фиг. 2-3) и переставные боковые стенки Я с внутренней стороны к которым прикреплены изогнутые по форме заготовок
№ 62839- 2 задников щитки Ю. Вдоль боковых стенок 9 бункера к ним шарнирно прикреплены изогнутые рычажки 11, несущие на свободных концах прутки 12. Боковые стенки 9 имеют возможность при помощи винта 14 с маховичком 15 сближаться или раздвигаться по направляющим 13, давая возможность загрузки в бункер заготовок разных размеров. Загруженные стопкой заготовки прижимаются ползушкой 17, связанной с концом троса 18, перекинутого через блоки 19, 20 и снабженного на другом конце грузом 21, к угольникам /б вилки 22 (фиг. 1,4, 5). Прутки 12 предназначены для выравнивания и направления заготовок задников к приспособлению 5 предварительной формовки через щель 23 (фиг. 2) в передней части дна 8 бункера. Вилка 22 с угольниками 16 служит для подачи заготовок По одной к приспособлению 5 предварительной формовки задников при опускании вилки сверху вниз.
В прорезах обеих ветвей вилки 22 на осях 25 .поворотно прикреплены две подпружиненные собачки 24 (фиг. 8). Каждая из них на конце выступающей из ветви вилки снабжена зубцом х (фиг. 7, 8), обращенным к заготовке В бункере 4.
При поднимании вилки 22 вверх каждая собачка 24, скользя по очередной заготовке, поворачивается вокруг оси 25 и погружается в прорез ветви вилки, не мешая ей перемещаться вверх.
Рабочий ход вилки 22 вниз происходит, когда стол 6 находится в крайнем правом (по фиг. 1) Положении (на чертеже показано в левом). При таком положении стола 6 зубцы х обеих собачек 24 проталкивают заготовку через щель 23 бункера и вставляют ее нижним краем между укрепленными на столе 6 проталкивателем 30 и подпружиненным зажимом 31. Стол 6 1C находящейся на нем заготовкой перемещается затем из правого положения в левое при помощи стержня 26. При перемещении Стола 6 влево заготовка проталкивается между двумя роликами 32, установленными в обоймах 33 на соответствующем друг от друга расстоянии (фиг. 1, 2), которые сгибают заготовку в дугообразную форму./ Для удержания очередной заготовки над щелью 23 в станине смонтированы подпружиненные пальцы 35 (фиг. 2).
Для привода вилки 22 (фиг. 4) Предназначена поперечина 36, одним концом жестко соединенная с верхним концом вилки, а другим-закрепленная на конце щтока 57. Нижний конец указанного щтока помещен в направляющей 38, прикрепленной к станине машины. На штоке 37 прикреплена накладка 39 с двумя вьгступами 40 и 41. С выступом 40 шарнирно соединен один конец поводка 42, другой конец которого связан с-приводным рычагом 43 (фиг. 1, 2), управляемым от профильного диска 29 вала 7. При вращении диска 29 рычаг 43 сообщает попеременно возвратное движение штоку 37 и вилке 22. Вилка, наарааляясь пазами поперек щели 23, при опускании вниз захватывает зубцами X очередную заготовку и -подает ее на стол 6 к проталкивателю 30, как было указано выше.
На выступе 41 накладки 39 укреплен подпружиненный изогнутый рычаг 45, несущий на нижнем конце рамку 46, свободно надетую на два щарнирно связанных между собою зажимных рычага 47 (фиг. 6), снабженных распорной пружиной 48. Ось 50 рычагов 47 укреплена на Т-образном кронштейне 49, закрепленном на нижнем торце штока 37. Концы 54 крОнштейна 49 загнуты вниз и снабжены винтами 56 с зажимами 55, взаимодействующими с концами зажимных рычагов 47.
В верхней части направляющей 38 на приливе 51 шарнирно закреплен подпружиненный рычажок 52 с роликом 53. При опускании или поднимании щтока 37 вместе с рычагом 45 и кронштейном 49 с укрепленными на нем рычагами 47 верхний изогнутый конец рычага 45 скользит по ролику 55, поворачиваясь на выступе 41- При этом нижний конец рычага вместе с рамкой 45 будет отклоняться влево или вправо (по фиг. 4), сближая рычаги 47 или раздвигая их, давая возможность концам рычагов 47 прижиматься к зажимам 55. Когда стол 6 с заготовкой, изогнутой в дугообразную -форму, принимает положение, указанное на фиг. 1, шток 37 с укрепленными на нижнем его конце рычагом 47 и зажимами 55 опускается вниз до верхнего края заготовки. Рычаг 45, опускаясь вниз со HJTOKOM 57 и скользя изогнутым концом по ролику 55, отклоняется вправо (фиг. 4), Причем нижний его конец вместе с рамкой 46 отходит влево и освобождает подпружиненные концы зажимных рычагов 47, которые, приближаясь к зажимам 55, зал имают верхний край заготовки и удерживают ее до тех пор, .пока стол 6 не отойдет в крайнее правое положение. При отходе стола 6 вправо, нижний конец заготовки выскальзывает из зазора между зажимом 57 и проталкивателем 30 и остается зажатым в кронштейне 49.
Как только столик выйдет из пределов заготовки, шток 57 опускается еше ниже и проталкивает заготовку между неподвижно укрепленны.ми в станине губками 34 (фиг. 2) для окончательной формовки, после чего рычаги 47 сжимаются рамкой 46 и освобождают заготовку, а .шток 57 со всеми механизмами поднимается в исходное положение. Заготовка остается зажатой между губками 34 до тех -пор, -пока проталкиватель 30 не подаст очередную заготовку, которая вытолкнет из губок 34 первую, окончательно отформованную заготовку.
Во время опускания штока 57 стол 6 находится в .правом лоложе-нии и принимает на себя следующую заготовку.
Вытолкнутая заготовка падает на стол 57 и идет на дальнейшую обработку- Со стола 57 заготовки сталкиваются по одной штуке выбрасывателем 58, приводимым в движение при помош,и системы рычагов 59, СО, 61 от кулачка 62. Для привода стола 6 предназначен подпружинё нный стержень 26, соединенный рычагами 27-28 с профильным диском 29 вала 7.
Действие машины заключается в следующем.
Загруженные в бункер 4 заготовки задников, будучи все время прижаты к угольникам 16 вялки 22, зубцами х подаются по одной через щель 23 на стол в между зажимом 31 и проталкивателем 30 (.во время остановки столика в крайнем правом положении). При ходе столика влево заготовка, задевая концами за ролики 32, изгибается в дугообразную форму и в таком виде подводится лроталкивателем под зажимные рычаги 47, которые, опускаясь в это время вместе со штоком 57 вниз, зажимают верхний край заготовки между зажимами 55. При обратном ходе столика вправо шток 57, опускаясь еще ниже, проталкивает заготовку между зажимными губками 34, где она остается до прихода .следуюшей заготовки и окончательно отформовывается. При подходе следуюшей заготовки первая выталкивается из машины, а на ее место становится новая и т. д.
Предмет изобретения
1. Л1ашина для автоматической формовки задников, снабженная бункером для заготовок и механизмом для автоматической под.ачи заготовок по одной к приспособлению для предварительной формовки, отличающаяся тем, что приспособление для предварительной формовки залников выполнено в виде двух установленных на соответствующем друг от друга расстоянии роликов и проталкивателя.для подачи задников через ролики.
- 3 -NO 62839
2. Машина поп. 1, отличающаяся тем, что, с целью захвата предварительно отформованиых задников и подачи их к приспособлению для окончательной формовки, применен снабженный зажимами стол, приводимый в возвратно-поступательное движение через рычажную систему отПриводного вала машины


ЗВ
2224
54 S5 45 y 54
Фиг. 5
