Изобретение относится к способам формования изделий из сахарной ваты, изготовления оболочек из термопластической пленки для упаковки этих изделий и к способу упаковки, а также к устройствам для осуществления перечисленных способов.
Сахарную вату изготавливают в виде вытянутых сахарных нитей. Известны различные устройства для изготовления сахарной ваты: в виде вращающегося плоского гладкого металлического диска или в виде вращающегося барабана со щелями в стенке (патент СССР N 1807851, кл. A 23 G 3/00, опуб. в 1993 г., авт. св. СССР N 266552,. кл. A 23 G 3/10, опуб. 1970). Полученные сахарные нити вручную наматывают на палочки и в таком виде реализуют. Понятно, что такое изделие можно употреблять только сразу после изготовления. Оно не подлежит хранению (из-за слипания нитей) и транспортировке, не имеет достаточной привлекательности.
Задачей изобретения является создание способов и устройств, предназначенных для формования изделий из сахарной ваты определенной формы и размеров и их упаковки в специально изготовленные для этого оболочки.
В результате этого появляется возможность легко, с использованием несложного и недорогого оборудования, в условиях мелкосерийного производства и сфере семейного бизнеса упаковать сформованные из сахарной ваты изделия в красочную, удобную, привлекательную и надежную упаковку, соответствующую необходимым санитарным нормам и эстетическим требованиям.
Известны способы и устройства для формирования тары из термопластичных материалов (авт.св. СССР N 844485, кл. В 65 В 9/02, опуб. 1981), а также для упаковки легкоповреждаемых изделий (патент РФ N 2111908, кл. В 65 В 31/04, опуб. 1998).
Однако при использовании они не могут обеспечить выполнение поставленной задачи по упаковке изделий из сахарной ваты.
Поставленная задача решается тем, что предложены:
- способ формования изделий из сахарной ваты, предусматривающий размещение порции из сахарной ваты в емкости полусферической формы и воздействие на нее механическими круговыми и осевыми усилиями с получением изделия в форме шара;
- устройство для формования изделий из сахарной ваты, которое включает основание, установленную на основании емкость полусферической формы и формующую крышку аналогичной формы, оснащенную ручкой;
- устройство для формования изделия из сахарной ваты, включающее основание, установленную на нем емкость полусферической формы, жестко связанную с ней стойками загрузочную воронку с формующим кольцом в нижней части и установленный на основании и связанный с емкостью посредством эксцентрика вибропривод;
- способ изготовления оболочек из термопластичной пленки для упаковки изделий из сахарной ваты, характеризующийся тем, что он предусматривает нагревание пленочной заготовки и формование оболочки с помощью по меньшей мере одного формующего шаблона, имеющего полусферическую форму, при этом перед нагреванием пленочной заготовки ее размещают на столе, имеющем по меньшей мере одно базировочное гнездо, накрывают крышкой, оснащенной кольцевой фильерой и эластичной прокладкой и зажимают, оставляя зазор между крышкой и формующим шаблоном, равный 12-15 мм, причем нагревание осуществляют через указанный зазор в течение 12-18 сек, а формование оболочки осуществляют путем поэтапного ввода в контакт пленочной заготовки и формующего шаблона: вначале в контакт вводят центральную часть заготовки со скоростью 20-30 мм/сек, выдерживают в этом положении 1-1,5 сек, а затем с той же скоростью в контакт с формующим шаблоном вводят остальную часть заготовки; после этого заготовку охлаждают с помощью вентилятора в течение 6-8 сек, полученную готовую оболочку выводят из контакта с формующим шаблоном и снимают со стола;
- устройство для изготовления оболочек из термопластичной пленки для упаковки изделий из сахарной ваты, которое содержит станину, укрепленный на ней на стойках стол с двумя базировочными гнездами, два формующих шаблона полусферической формы, расположенных соосно базировочным гнездам под ними и укрепленных с возможностью вертикального перемещения посредством втулок, установленных на направляющих, втулки осями шарнирно связаны с рычагами-каретками, оснащенными подвижными роликами и рукоятками, прикрепленными к ним с возможностью поворота в вертикальной плоскости, притом на столе в зоне гнезд шарнирно укреплены крышки с жестко закрепленными на них посредством стоек вентиляторами и запорными ручками, имеющими цапфы, в крышках выполнены кольцевые выточки, на которых жестко закреплены эластичные прокладки, а на столе укреплены кронштейны со штифтами для взаимодействия с цапфами запорных ручек крышек и расположенная между базировочными гнездами опорная втулка, в которой с возможностью поворота вокруг вертикальной оси установлена стойка, оснащенная ручкой, причем на стойке с помощью траверсы укреплен нагреватель;
- устройство для изготовления оболочек из термопластичной пленки для упаковки изделий из сахарной ваты, содержащее станину, неподвижно закрепленный на ней шаблон полусферической формы и установленный над ним на подпружиненных стойках с возможностью перемещения по ним и фиксации кольцевой стол, в котором выполнены базировочное гнездо и диаметрально расположенные пазы, в одном из которых размещена ось-зацеп, а в другом шарнирно закреплены кронштейн с вентилятором, связанный через ось-серьгу со станиной, и крышка, имеющая кольцевую выточку с размещенной в ней фильерой и оснащенная ручкой с запорной цапфой для взаимодействия с осью-зацепом стола, при этом в пазу одной из стоек шарнирно закреплен нагреватель;
- способ упаковки изделий из сахарной ваты, включающий размещение изделия между двумя полусферическими оболочками из термопластичной пленки, зажим краев оболочек, их сварку при помощи нагревателя с образованием упаковки, имеющей канал для ввода в нее воздуха до создания избыточного давления посредством иглы-воздуховода, и герметизацию упаковки путем запечатывания указанного канала, при этом сварку краев оболочек проводят независимо и одновременно с вводом воздуха в упаковку и ее герметизацией, причем зажим краев оболочек осуществляют между кольцевым столом с эластичной прокладкой и постоянно нагретым нагревателем, выполненным так, что канал ввода воздуха в упаковку имеет форму соска для обеспечения герметизации упаковки без вывода иглы-воздуховода и его точного позиционирования;
- устройство для упаковки изделий из сахарной ваты, содержащее станину, на которой смонтировано приспособление для сварки краев оболочек из термопластичной пленки и приспособление для герметизации упаковки и ввода в нее воздуха до создания избыточного давления, включающее иглу-воздуховод, при этом приспособление для сварки краев оболочек включает кольцевой стол с эластичной прокладкой и двумя диаметрально расположенными кронштейнами, на одном из которых шарнирно закреплена подпружиненная траверса, несущая закрепленный по карданному типу нагреватель и оснащенная ручкой с пазом для взаимодействия с осью - зацепом, расположенной на другом кронштейне, и электромагнит, кинематически связанный с ручкой траверсы в ее закрытом положении, при этом приспособление для ввода воздуха в упаковку и ее герметизации содержит кольцевой стол с закрепленным на нем проволочным электродом, узел управления подачей воздуха через иглу-воздуховод и узел управления процессом герметизации, содержащий корпус с кнопкой включения электрода и прижим, подпружиненный к ручке и оснащенный эластичным элементом для поджима упаковки к электроду, причем игла-воздуховод, прижим и ручка шарнирно закреплены на корпусе на одной оси, а к корпусу шарнирно прикреплен двуплечий рычаг для обеспечения кинематической связи ручки и кнопки включения электрода.
Заявленная группа изобретений иллюстрируется чертежами, где:
- на фиг. 1 изображен 1-й вариант устройства для формования изделий из сахарной ваты в начале цикла формования;
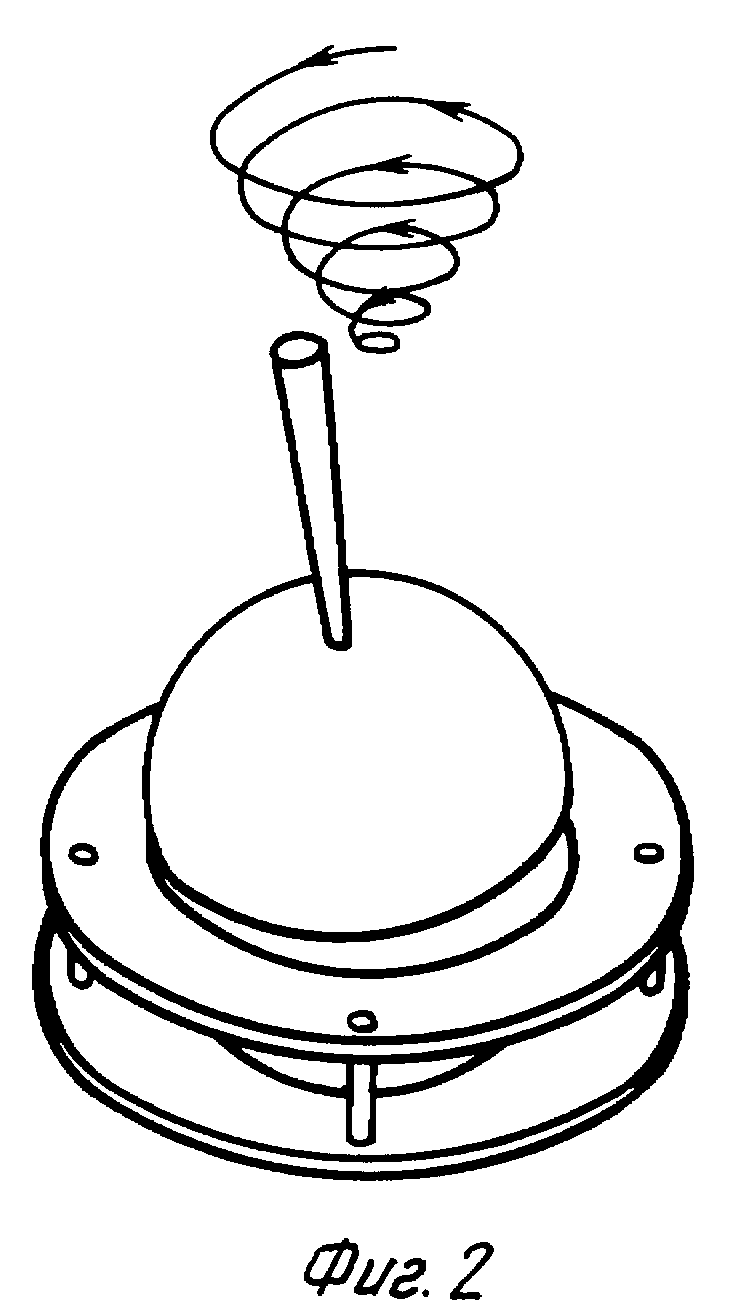
- на фиг. 2 - тоже, в конце цикла формования;
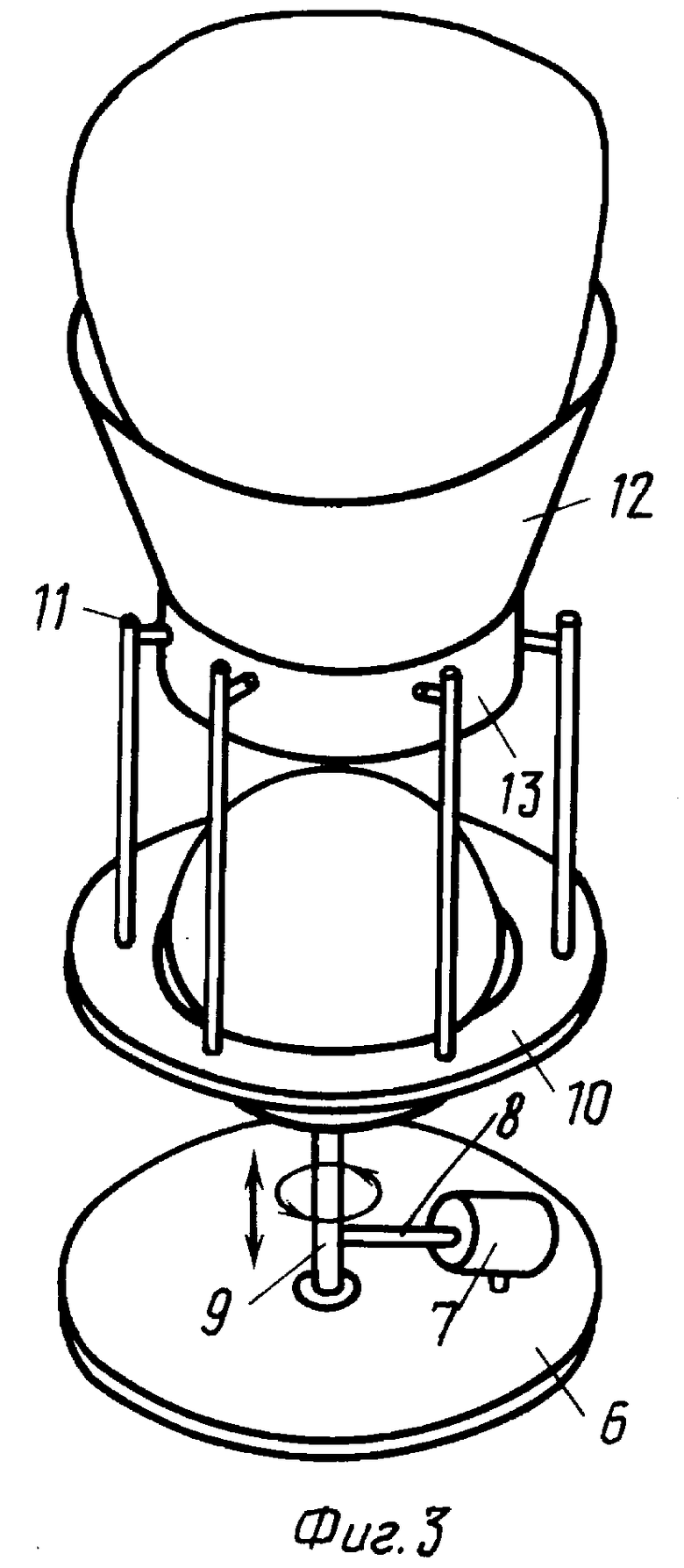
- на фиг. 3 - 2-й вариант устройства для формования изделий из сахарной ваты;
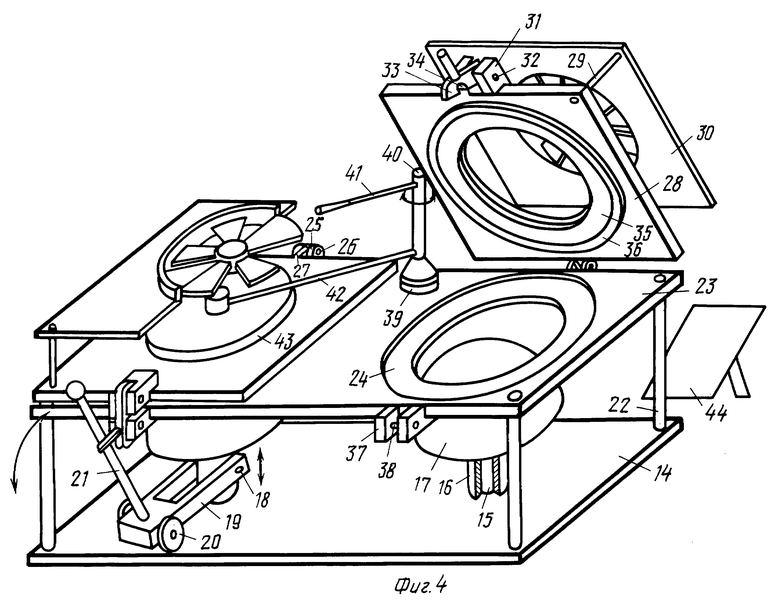
- на фиг. 4 - устройство для изготовления оболочек для упаковки изделий из сахарной ваты, 1-й вариант;
- на фиг. 5 - оболочка;
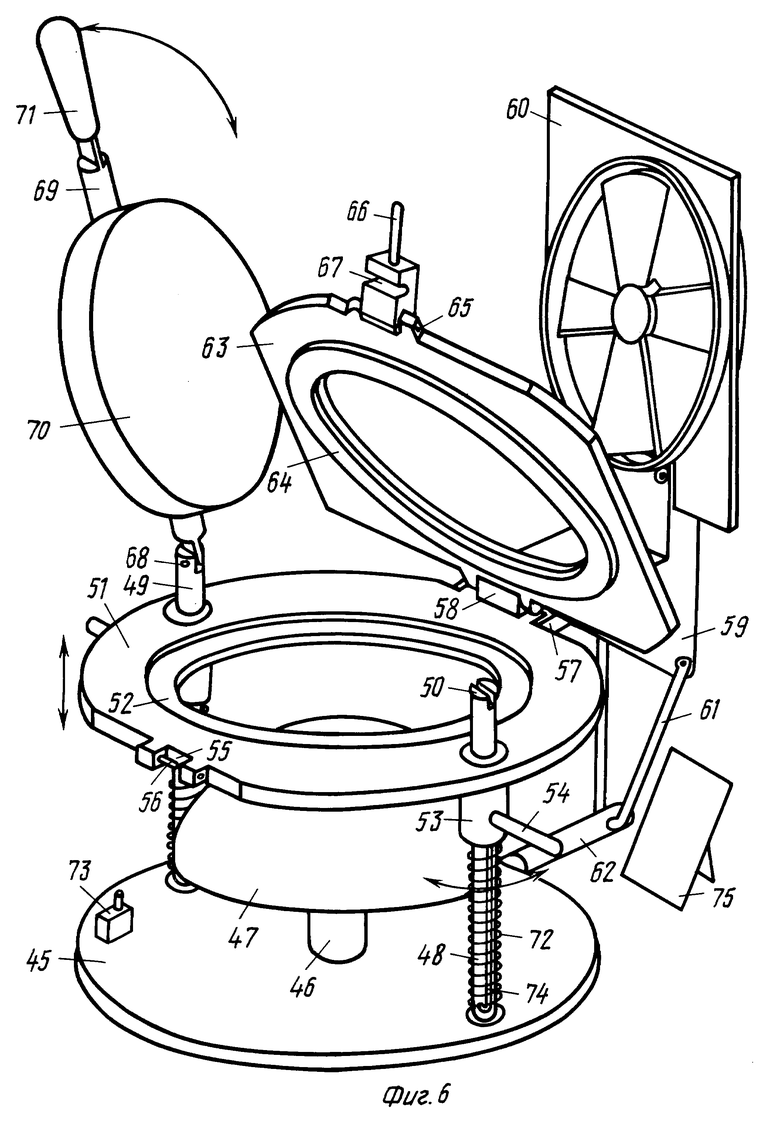
- на фиг. 6 - устройство для изготовления оболочек для упаковки изделий из сахарной ваты, 2-й вариант;
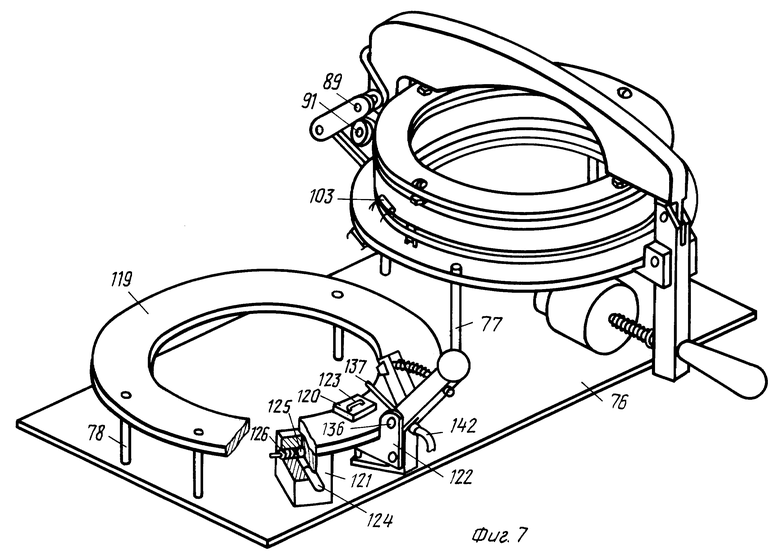
- на фиг. 7 - устройство для упаковки изделий из сахарной ваты (приспособление для сварки краев оболочек в рабочем состоянии, приспособление для ввода воздуха в упаковку и ее герметизации в подготовленном к работе состоянии);
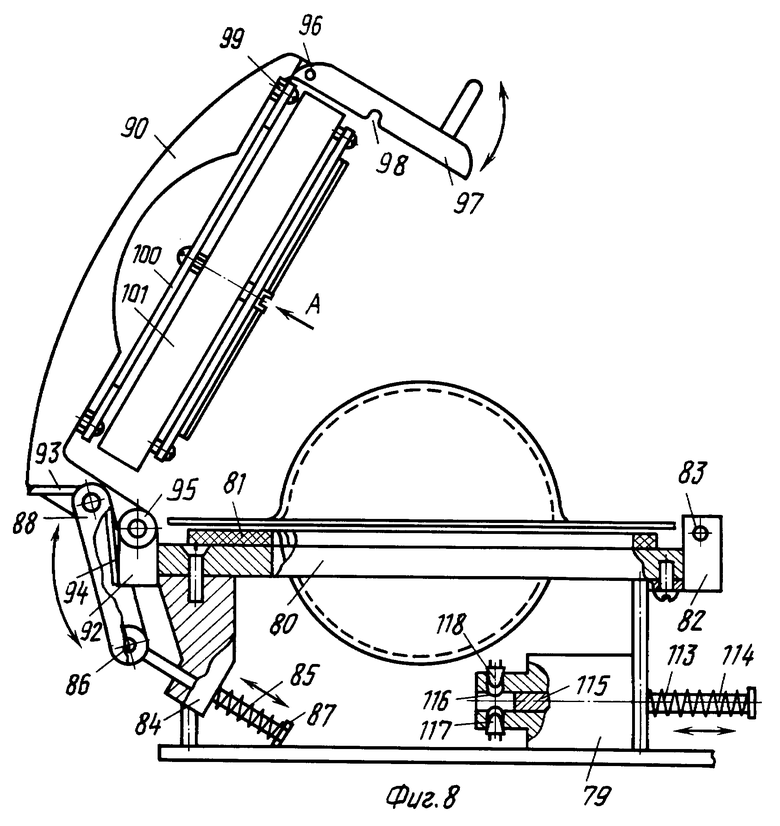
- на фиг. 8 - приспособление для ввода воздуха в упаковку и ее герметизации, вид сбоку в подготовленном к работе состоянии;
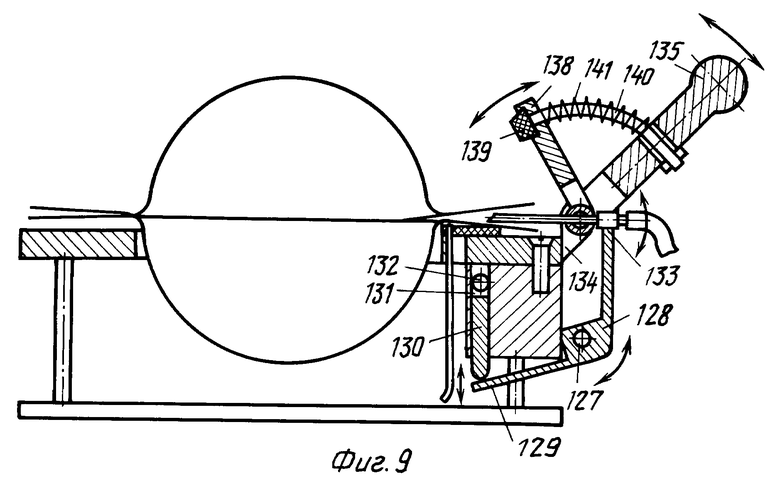
- на фиг. 9 - то же, в момент подачи воздуха;
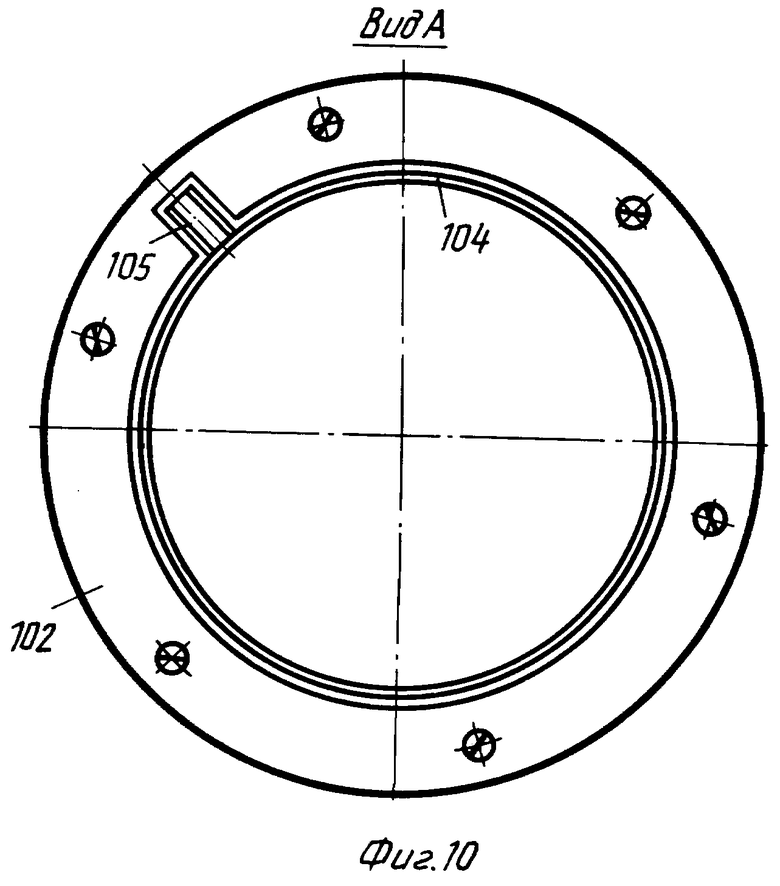
- на фиг. 10 - нагреватель, вид снизу;
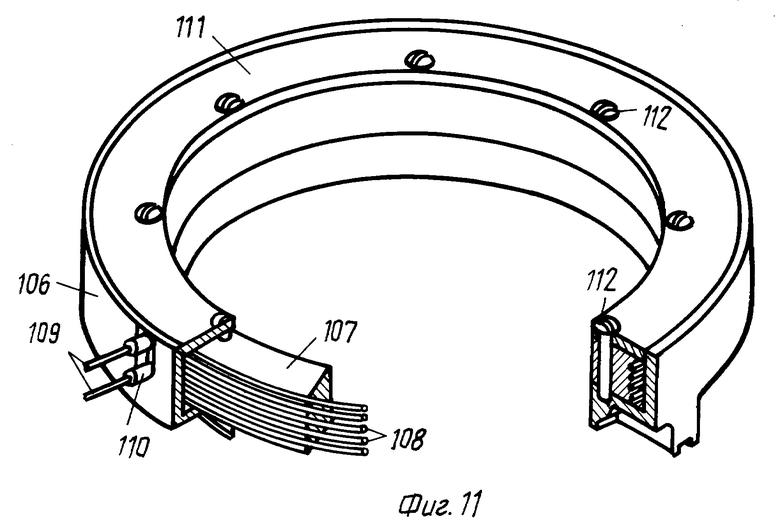
- на фиг. 11 - нагреватель, общий вид;
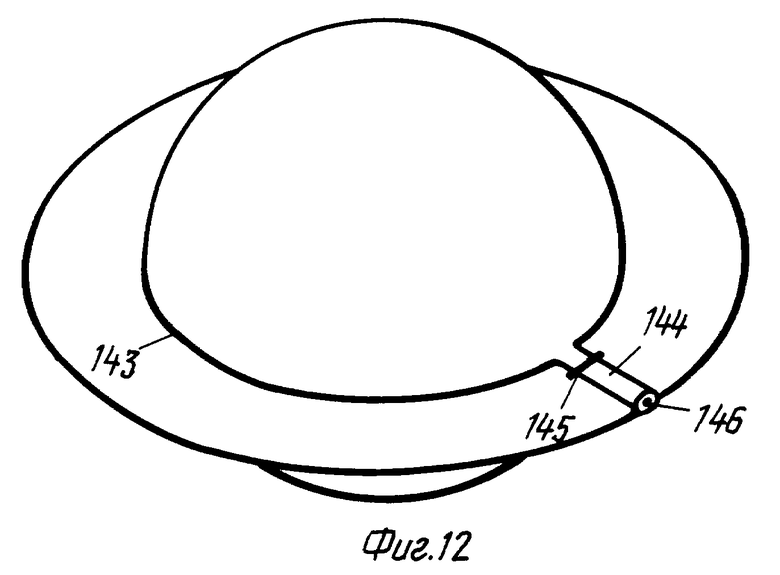
- на фиг. 12 - готовая упаковка.
Способ формования изделий из сахарной ваты осуществляют следующим образом. Порцию сахарной ваты размещают на соответствующей по размерам будущей упаковке емкости полусферической формы и затем, под воздействием механических круговых и осевых усилий формируют изделие в форме шара.
Устройство для формования изделий из сахарной ваты содержит (фиг. 1 и 2) неподвижное основание 1, на котором жестко на шпильках 2 закреплена емкость 3 полусферической формы, и формующую крышку 4 аналогичной формы с неподвижной ручкой 5.
Устройство работает следующим образом.
На емкость 3 полусферической формы (фиг. 1) укладывают порцию сахарной ваты, которая при помощи движения формующей крышки 4 по спирально-конической снижающейся траектории (фиг.2) отформовывается до сферической формы, соответствующей размерам емкости. Отформованное изделие из сахарной ваты вынимают из емкости 3 готовым для упаковки в оболочку из термопластичной пленки.
В другом варианте предлагаемое устройство для формования изделий из сахарной ваты содержит неподвижное основание 6 с жестко закрепленным виброприводом 7, кинематически посредством эксцентрика через вал-траверсу 8 связанным со стойкой 9, которая установлена на основании 6 и имеет жестко закрепленную емкость 10 полусферической формы, на которой, на неподвижных стойках 11 жестко закреплена загрузочная воронка 12 с формующим кольцом 13 в нижней ее части.
Устройство работает следующим образом.
В загрузочную воронку 12 закладывают порцию сахарной ваты, которая под воздействием вибрации через формующее кольцо 13 опускается в емкость 10 полусферической формы, где под воздействием вращательно-колебательного движения стойки 9 посредством эксцентрика от вала-траверсы 8 вибропривода 7 формируется в сферическое изделие, готовое по размерам и форме для упаковки в оболочку из термопластичной пленки.
Способ изготовления оболочки из термопластичной пленки для упаковки изделий из сахарной ваты осуществляют следующим образом.
Заготовку из термопластичной пленки размещают на столе, имеющем по меньшей мере одно базировочное гнездо. Перед нагреванием пленочной заготовки ее накрывают крышкой, оснащенной кольцевой фильерой и эластичной прокладкой, и зажимают, оставляя зазор между крышкой и формующим шаблоном, имеющим полусферическую форму, равный 12-15 мм, причем нагревание осуществляют через указанный зазор в течение 12-18 сек. Формование оболочки осуществляют путем поэтапного ввода в контакт пленочной заготовки и формующего шаблона: вначале в контакт вводят содержащую графические изображения центральную часть заготовки со скоростью 20-30 мм/сек, выдерживают в этом положении 1-1,5 сек, а затем с той же скоростью в контакт с формующим шаблоном вводят остальную часть заготовки. После этого заготовку охлаждают с помощью вентилятора в течение 6-8 сек. Полученную готовую оболочку выводят из контакта с формующим шаблоном и снимают со стола.
Для осуществления способа изготовления оболочки из термопластичной пленки для упаковки изделий из сахарной ваты предлагается устройство, которое содержит станину 14, на которой неподвижно закреплены направляющие 15, по которым в возвратно-поступательном движении перемещаются втулки 16 с жестко закрепленными на них формующими шаблонами 17 полусферической формы, втулки 16 через оси 18 шарнирно соединены с рычагами-каретками 19, имеющими подвижные ролики 20 и ручки 21. На станине 14 неподвижно на стойках 22 закреплен двухместный стол 23 с базировочными гнездами 24. На столе 23 шарнирно на неподвижном кронштейне 25 через ось 26 и выступ 27 закреплены крышки 28, на которых неподвижно на стойках 29 закреплены вентиляторы 30, кронштейны 31 с шарнирно через ось 32 закрепленными запорными ручками 33 с цапфами 34. На крышках 28 в кольцевых выточках неподвижно размещены фильеры 35 с жестко закрепленными на них эластичными прокладками 36. На столе 23 неподвижно закреплены кронштейны 37 с запорными штифтами 38 и опорная втулка 39, в которой с возможностью поворота вокруг вертикальной оси размещена стойка 40 с ручкой 41 и траверсой 42 с неподвижно закрепленным на ней нагревателем 43. Рядом с устройством свободно установлено контрольное зеркало 44.
Устройство работает следующим образом.
Нагреватель 43 вращением на стойке 40 за ручку 41 выводят за зону стола 23 и нагревают до рабочего режима в течение 20 - 25 мин. Крышку 28 откидывают в крайнее верхнее положение, в базировочные гнезда 24 устанавливают заготовки из термопластичной пленки и крышку 28 закрывают цапфами 34 запорных ручек 33 зацепом за запорные штифты 38 кронштейнов 37. Нагреватель 43 поворотом ручки 41 устанавливают над 1-й зажатой на расстоянии 13 мм заготовкой, и он находится там в течение 12-18 сек до появления признаков кондиции разогрева под воздействием температуры, близкой к температуре расплава пленки, необходимых для формования термопластичной оболочки, которые контролируются через зеркало 44. Затем нагреватель 43 за ручку 41 переводят на следующую заготовку, а на 1-й заготовке движением ручки 21 каретку-рычаг 19 поднимают вверх с формующими шаблонами 17 на графически заполненном участке заготовки со скоростью 20-30 мм/сек, с последующей выдержкой в течение 1-1,5 сек для предотвращения искажения графики, затем завершают формование с первоначальной скоростью, включая для ее охлаждения концевым микровыключателем вентилятор 30, который преимущественно охлаждает края фильеры от их прилипания к заготовке. После выдержки и охлаждения в течение 6 - 8 сек формующий шаблон 17 возвращают в исходное положение подъемом ручки 21 вверх, крышку 28 откидывают вверх в крайнее положение и из базировочных гнезд 24 извлекают готовую оболочку (фиг. 5). Затем цикл повторяется снова и проходит одновременно на двух базировочных гнездах, совмещая время, необходимое на разогрев заготовки на одном гнезде, с рабочим временем на формовку, выдержку, охлаждение, извлечение готовой и установку новой заготовки на другом гнезде.
В другом варианте устройство для изготовления оболочек из термопластичной пленки для упаковки изделий из сахарной ваты содержит станину 45, на которой неподвижно на стойке 46 закреплен формующий шаблон 47 полусферической формы, вертикальные стойки-направляющие 48 и 49 с пазами 50, на которых установлен стол 51 с базировочными гнездами 52 для базирования заготовок из термопластичной пленки. Стол 51 имеет расположенные диаметрально с возможностью вращения втулки 53 с ручками 54 для обеспечения его вертикального возвратно-поступательного перемещения по стойкам-направляющим 48 и 49. Стол 51 имеет диаметрально расположенные пазы 55, в одном из которых расположена ось-зацеп 56, а в другом через ось 57 неподвижно зафиксирована стойка 58 и шарнирно закреплен кронштейн 59 с неподвижно закрепленным на нем вентилятором 60. Кронштейн 59 шарнирно через ось-серьгу 61 связан со станиной 45 через неподвижно закрепленный на ней кронштейн 62. На стойке 58 шарнирно через один из диаметрально расположенных пазов и ось закреплена крышка 63, в выточке которой размещена фильера 64. В другом пазу шарнирно через ось 65 закреплена ручка 66 с запорной цапфой 67 для кинематического взаимодействия с осью-зацепом 56. В пазу 50 стойки 49 через ось 68 шарнирно закреплена штанга 69 с неподвижно закрепленным нагревателем 70 и ручкой 71. Стол 51 через втулки 53 в вертикальном направлении подпружинен пружинами 72. На станине 45 для кинематического взаимодействия с нижней плоскостью стола 51 и включения вентилятора 60 неподвижно установлен концевой выключатель 73. Стойки 48 и 49 имеют продольные Г-образные пазы 74 для взаимодействия со штифтообразным концом ручек 54 внутри втулок 53. В свободном положении рядом с устройством расположено контрольное зеркало 75.
Устройство работает следующим образом.
В исходном положении (фиг. 6) в базировочное гнездо 52 стола 51 укладывают заготовку. Затем крышку 63 опускают и зажимают заготовку с фиксацией ручки 66 зацепом-цапфой 67 за ось-зацеп 56, расположенную в пазу 55. Нагреватель 70 опускают до упора ручки 71 с фиксацией ее в пазу 50 стойки 48.
В течение 12-18 сек заготовку нагревают под визуальным контролем через зеркало 75, затем нагреватель 70 откидывают в исходное положение.
За ручки 54 стол 51 опускают в нижнее положение и фиксируют штифтовыми концами ручек 54, расположенными внутри втулок 53 в Г-образных пазах 74 стоек 48 и 49 при повороте ручек 54 внутрь на 90. При этом заготовка, доведенная до полурасплавленного состояния, принимает форму формующего шаблона 47. В процессе опускания стола 51 серьга 61, шарнирно опираясь нижним концом на стойку 62, опрокидывает кронштейн 59 с вентилятором 60 в положение, параллельное столу 51, нижняя плоскость которого, взаимодействуя с микровыключателем 73, включает вентилятор 60, который в течение 6-8 сек охлаждает фильеру 64 и формуемую оболочку. Затем ручки 54 разводят и пружины 72 возвращают стол 51 в исходное положение. Крышку 63 откидывают в исходное положение и готовую отформованную оболочку снимают со стола 51.
Способ упаковки изделий из сахарной ваты в термопластичную оболочку осуществляют в следующей последовательности.
На кольцевой стол укладывают оболочку, в которую помещают изделие из сахарной ваты и накрывают второй оболочкой. Нагреватель опускают в нижнее положение и формирует шов по краям и каналу ввода воздуха упаковки в течение 8-10 сек. Затем под воздействием электромагнита нагреватель отбрасывается в исходное положение, спаянную упаковку направляют на приспособление для подачи воздуха и окончательной герметизации, где каналом для ввода воздуха ее надевают на иглу-воздуховод и укладывают на кольцевой стол и нагнетает воздух в упаковку до избыточного давления 0,1-0,15 кг/см2, после чего, не вынимая иглы-воздуховода, прижимают упаковку к электроду эластичным элементом, в течение 1,2-1,5 сек на упаковке формируют шов, заваривающий канал для ввода воздуха, герметизируя упаковку. Шов выдерживается в течении 2-3 сек, затем готовое изделие из сахарной ваты в термопластичной упаковке снимают с устройства. В течение всего технологического цикла одновременно с запечатыванием контура шва оболочек на приспособлении для сварки краев оболочек, на приспособлении для заполнения воздухом и полной герметизации упаковки производится заполнение воздухом до избыточного давления и полная герметизация изделия.
Для осуществления данного способа упаковки изделий из сахарной ваты предлагается устройство (фиг.7, 8, 9, 10, 11, 12), содержащее станину 76, на которой на шпильках 77 неподвижно установлено приспособление для сварки краев оболочек, а на шпильках 78 неподвижно установлено приспособление для заполнения упаковки воздухом до избыточного давления и ее полной герметизации. Приспособление для сварки краев оболочек (фиг. 8) состоит из неподвижно закрепленного на станине 76 электромагнита 79 и стола 80, на котором неподвижно закреплена эластичная прокладка 81, передний кронштейн 82 с осью - зацепом 83 и задний кронштейн 84, который кинематически, через подпружиненный пружиной 85, с одной стороны, и неподвижно закрепленной бонкой-осью 86, с другой стороны, штоком-тягой 87 связан через серьгу 88 и неподвижную ось 89 (фиг. 7) с траверсой 90. При этом траверса 90 шарнирно, через ось 91 (фиг. 7), связана со стойками 92 кронштейна 84 и кинематически, через фигурную пружину-демпфер 93 и ее концы 94 связана со стойками 92 кронштейна 84 и кинематически связана с роликами 95 на оси 91 через боковые поверхности серег 88, один конец которых шарнирно связан с осью-бонкой 86, а другой конец с осью 89. Второй конец траверсы 90 через ось 96 шарнирно связан с запорной ручкой 97, имеющей паз 98 для кинематической связи с осью-зацепом 83 переднего кронштейна 82. Траверса 90 через гайки- бонки 99 и кольцо-пружину 100 по принципу кардана кинематически связана с нагревателем 101, имеющим неподвижное кольцо-державку 102 (фиг. 10). На нагревателе 101 и столе 80 неподвижно закреплены термодатчики 103. Нагреватель 101 имеет неразрывные одновысокие бурты-формователи 104 запайки шва краев оболочки и шва пневмоканала 105 (фиг. 10) на корпусе 106 (фиг. 11), внутри которого размещен кольцевой индуктор, имеющий корпус 107 с винтовой наружной канавкой с диэлектрическим термостойким покрытием, в которую уложен гладкий проволочный нихромовый нагреватель 108 с наружными выводами 109, заключенными в изоляторы 110, кольцевой крышкой 111, концентрически равнорасположенными винтами крепления 112. Электромагнит 79 имеет подпружиненный пружиной 113 шток 114, один конец 115 которого размещен в световом канале 116, перпендикулярно на одной оси неп одвижно установлены фотодиод 117 и светодиод 118.
Приспособление для заполнения воздухом и полной герметизации упаковки (фиг. 9) состоит из стола 119 (фиг. 7) с неподвижно закрепленными на нем колодкой 120, корпусом 121 узла управления подачей воздуха и корпусом 122 узла управления процессом герметизации. На колодке 120 неподвижно размещен проволочный электрод 123, на корпусе 121 в канале размещена кнопка-прерыватель 124 светового потока, а на противоположных концах в световом канале 125, перпендикулярно к каналу кнопки 124, неподвижно размещена фотопара 126 (светодиод и фотодиод). На корпусе 122, на оси 127 (фиг. 9) шарнирно закреплен двуплечий рычаг 128, одним плечом 129 кинематически связанный с кнопкой-ползуном 130, расположенной в световом канале 131 с возможностью возвратно-поступательного движения. Перпендикулярно к каналу установлена фотопара 132 (светодиод и фотодиод). Другим плечом 133 рычаг 128 кинематически связан с выступом 134 ручки-вилки 135, которая шарнирно, через подвижную ось 136 (фиг. 7) связана с корпусом 122. На подвижной оси 136 неподвижно закреплена игла-воздуховод 137 (фиг.7) и шарнирно, независимо от ручки-вилки 135, закреплен прижим-вилка 138 с неподвижно зацепленным на нем эластичным элементом 139 и кривой стойкой-осью 140, с размещенной на ней пружиной 141 для кинематического взаимодействия с ручкой-вилкой 135 прижима-вилки 138. Игла-воздуховод 137 жестко связана со шлангом-воздуховодом 142. Упаковка (фиг. 12) имеет сварной шов 143 краев оболочек, шов 144 стенок канала ввода воздуха, герметизирующий шов 145 и канал 146 ввода воздуха в виде соска.
Устройство работает следующим образом.
Приспособление для сварки краев оболочки (фиг. 8) находится в положении с откинутой вверх траверсой 90. Нагреватель 101 в течение 15-20 мин прогревается до температурного рабочего режима, определяемого терморезистором 103 (фиг.7). Приспособление для заполнения упаковки воздухом и окончательной герметизации находится с откинутым ручкой-вилкой 135 и иглой-воздуховодом 137 (фиг.7).
На кольцо-державку 22, бурты-формователи 104 и 105 нагревателя 101 (фиг. 11) предварительно наклеивают термостойкую адгезионную пленку. На кольцевой стол 80 (фиг. 8) укладывают отформованную оболочку из термопластичной пленки, в которую укладывают отформованное до ее размеров изделие из сахарной ваты и накрывают второй оболочкой. Нагреватель 101 за ручку 97 опускают в нижнее положение (фиг.7) и фиксируя зацепом паза 98 за штифт 83 кронштейна 82. В этом положении, сжимая заготовки оболочек буртом 104 и 105, формируют шов контура упаковки в течение времени, заданного сигналом фотодиода 118 и светодиода 119 при перекрытии светопотока между ними движением конца 115 штока 114 электромагнита 79 под воздействием конца запорной ручки 97. Усилие прижима упаковки нагревателем 101 к эластичной прокладке 81 регламентируется пружинным кольцом 100 и высотой бонок-гаек 99. Равномерность прижима по всему контуру обеспечивается карданным принципом крепления нагревателя 101 к траверсе 90 через крестообразное расположение бонок-гаек 99. После завершения цикла формирования шва в диапазоне времени от 5 до 12 сек (в зависимости от толщины и физических свойств материала термопластичной пленки) от электронного блока управления подается сигнал на электромагнит 79 и шток 114 отталкивает конец запорной ручки 97 и нагреватель 101, под воздействием пружины 85, через тягу 87 и серьги 88 отбрасывается в исходное положение. При этом траверса 90, опираясь через концы 94 пружины-демпфера 93 на вертикальную стойку 92 кронштейна 84, плавно, без удара останавливается в исходном положении. В процессе сварки краев оболочек температурный режим в зоне шва поддерживается в пределах точности 0,7% интегрированным сигналом от термодатчиков 103, один из которых находится на нагревателе 101, а другой на кольцевом столе 80 (фиг. 7). Равномерность температурного поля нагревателя поддерживается в пределах 0,3% за счет конструктивного исполнения индуктора с корпусом 107 и равномерно расположенным на нем проволочным гладким нагревателем 108. Затем сваренную по шву 143 и 144 упаковку (фиг. 11) направляют на приспособление для подачи воздуха и герметизации, где ее каналом для подачи воздуха 146 надевают на иглу-воздуховод 137 и укладывают на кольцевой стол 119 (фиг. 9), а затем на приспособление для сварки краев оболочек укладывают новую заготовку, и цикл повторяется.
Посредством сигнала фотопары 126 (фиг. 7) от нажатия кнопки 124 включается компрессор и нагнетает воздух в упаковку до избыточного давления 0,1-0,15 кг/см2, после чего, не вынимая иглы-воздуховода 137, переводом ручки 135 в крайнее положение (к упаковке) упаковку прижимают к электроду 116 (фиг. 7) эластичным элементом 139 прижима-вилки 138. Одновременно, через сигнал, полученный от перекрытия светового потока фотопары 132 кнопкой 130 через движение качалки 128 вокруг оси 127 от давления выступа 134 ручки-вилки 135, подается напряжение на электрод 123 и в течение 0,5-1,4 сек (в зависимости от физических свойств термопластичной пленки) по сигналу от электронного блока управления на упаковке формируется шов 145 (фиг. 12), герметизируя упаковку. Шов выдерживают в течение 2-3 сек, ручку-вилку 135 возвращают в исходное положение, а готовое изделие из сахарной ваты в упаковке снимают с устройства.
В результате применения предложенных способа и устройств для изготовления оболочек для упаковки изделий из сахарной ваты за счет постепенного, послойного охлаждения оболочки формующим шаблоном достигается высокий уровень качества за счет достижения необходимой равнотолщинности оболочки, являющейся исключительно важным условием, обеспечивающим отсутствие пузырей при создании избыточного давления в упаковке. Кроме того, за счет регламентирования режимов динамики формования (время, скорость, температура, выдержка) изменение графических рисунков на упаковке выдерживается в приемлемых пределах.
Применение предложенного способа и устройства упаковки изделий из сахарной ваты приводит к значительному улучшению качества сварного шва и герметизации за счет: изменения конструкции шва посредством введения канала для ввода воздуха, снимающего проблему строгого позиционирования иглы-воздуховода и ее выемку при запайке; из-за улучшения равномерности давления нагревателя на упаковку за счет его карданного принципа крепления; равномерности температурного поля шва за счет особой конструкции нагревателя; поддержания точного температурного режима при заварке шва за счет надежного, по тепловому контакту, расположения интегрированных датчиков температуры.
Автоматическое отбрасывание нагревателя электромагнитом, размещение узла управления подачей воздуха на устройстве, совмещение на узле управления процессом герметизации функций включения электрода запайки канала ввода воздуха и прижима упаковки к электроду при герметизации создает улучшенные условия труда для оператора.
Одновременное выполнение технологических циклов по заварке краев оболочек на одном приспособлении устройства с заполнением воздухом и герметизацией на другом приспособлении одним оператором вдвое повышает производительность труда.
Описанные устройства предназначены для использования в условиях мелкосерийного производства, мелкого частного бизнеса, поскольку имеют небольшие габариты, достаточно просты и надежны в эксплуатации и не требуют высокой квалификации обслуживающего персонала.
Изготовленные и упакованные таким образом изделия из сахарной ваты достаточно долго хранятся и транспортируются на значительные расстояния. К тому-же, они приобретают функции веселой, яркой, привлекательной и съедобной игрушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ ЛЕГКОПОВРЕЖДАЕМЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111908C1 |
| КОДОВЫЙ ПРОГРАММИРУЕМЫЙ ЗАМОК | 1995 |
|
RU2093655C1 |
| Устройство для упаковывания изделий в термопластичный материал | 1990 |
|
SU1747314A1 |
| РЕКЛАМНО-ИНФОРМАЦИОННАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2357297C2 |
| Устройство для упаковывания изделий в пленку | 1989 |
|
SU1692887A1 |
| ШИФРОВОЙ ЗАМОК | 1990 |
|
RU2032057C1 |
| КОДОВЫЙ ПРОГРАММИРУЕМЫЙ ЗАМОК | 1993 |
|
RU2034974C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК из ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ8С€СХ>&ЮЭНАЯШ5йТш?-Тгх;Ш'^?:пнА:Б''^5Л'-!ОТ ?[!А | 1971 |
|
SU305072A1 |
| СОСТАВ СЫРЬЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПРЯНИКОВ С НАЧИНКОЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПРЯНИКОВ С НАЧИНКОЙ, СПОСОБ ПЕЧАТАНИЯ ТЕСТОВЫХ ЗАГОТОВОК ПРЯНИКОВ С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ПЕЧАТАНИЯ ТЕСТОВЫХ ЗАГОТОВОК ПРЯНИКОВ С НАЧИНКОЙ | 1998 |
|
RU2129792C1 |
| Устройство для упаковки изделий в ленточный материал | 1980 |
|
SU943100A1 |
Изобретение касается способов формования изделий из сахарной ваты, способов упаковки их в специально изготовленные для этого оболочки, а также устройств для осуществления этих способов. Формование изделий из сахарной ваты осуществляют путем воздействия осевых и круговых усилий на порцию сахарной ваты при помощи устройств, содержащих формующие емкости полусферической формы и другие формующие элементы. Изготовление оболочек из термопластичной пленки для упаковки изделий из сахарной ваты осуществляют нагреванием и формованием пленки при помощи формующих шаблонов и фильер на устройствах, обеспечивающих работу этих деталей посредством подвижных крышек с запорными ручками. Упаковку изделий из сахарной ваты осуществляют путем их размещения между оболочками из термопластичной пленки с последующей сваркой краев, наполнением воздухом до избыточного давления с последующей герметизацией на устройстве, имеющем приспособление для сварки краев оболочек постоянным нагревателем и приспособление для наполнения упаковки воздухом с последующей заваркой канала ввода воздуха проволочным электродом. Изобретение позволяет получить привлекательную, соответствующую эстетическим требованиям и санитарным нормам упаковку, пригодную для хранения и транспортировки с сохранением качества такого изделия из такого продукта, как сахарная вата. 8 с.п. ф-лы, 12 ил.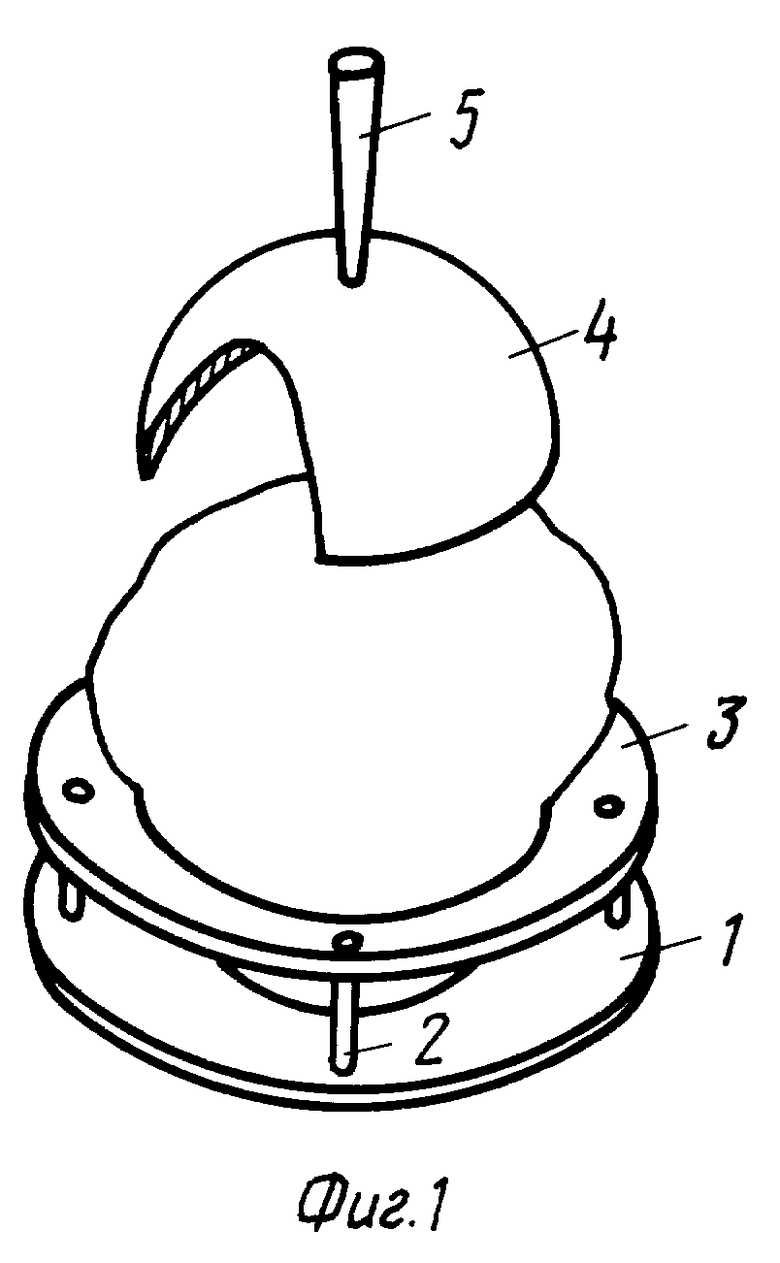
| Способ производства сахарной ваты и устройство для его осуществления | 1991 |
|
SU1807851A3 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ САХАРНОЙ ВАТЫ | 0 |
|
SU266552A1 |
| Формовочный механизм к устройствудля упАКОВКи пРОдуКТОВ B ТЕРМОплАСТичНыйМАТЕРиАл | 1978 |
|
SU844485A1 |
| СПОСОБ УПАКОВКИ ЛЕГКОПОВРЕЖДАЕМЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111908C1 |

