Изобретение относится к электротермии. а именно к устройствам для индукционного нагрева деталей под термообработку или перед сборкой,.
Известен многовитковый индуктор для нагрева деталей, который имеет каркас, выполненный из подвижных П-образных элементов.
Недостатком такого индуктора является то, что для изменения конфигурации гибкого индуктирующего провода (в зависимости от формы детали) требуются трудоемкие ручные операции по замене П-образных элементов при изменении формы или типоразмера детали.
Наиболее близким к предлагаемому является устройство ДЛЯ индукционного нагрева деталей, содержащее корпус с расположенным на нем секционным магнитопроводом и токопрозод. .
.Недостатком такого устройства являются его ограниченные технологические возможност л, обуеяо0леннъ(е неизбежным образованием и )елмчен14ем петель токопрово.да. что к снижению КПД устройства, р танже невозможность ра1иом4фмот П{й«пвгаи14я имдукт фу(ощего лрмведа к (и детали слбжно конфигурв1{мм. 1 /1эт1Фйтоп| шшы такого устройства с помом ш швр жлрно соединенных секций могут мзмвнять свое положение лишь на огрсш« Ы«муЬ &еличф)ну и зследатвие этого ив могут обвспе «ить каких-либо изменений элв« |м «8гнитмой свя эм в cvtcreме инд жто{ датдАь, следовательно интенсивность - раз шчнвя.
НедФртвт«о м устро тва является также то, что шшуктирусои) токопровод при нагреве «дажвт иепосредстзенио контактировать с отдел ны««1м участками , что допустимо fimutt при низкотемпературном
нагре&е.
Цель изобретения - расширение технологических возможностей путем обеспечения аозможности получения различной интенсивности нагрева различных участков деталей.
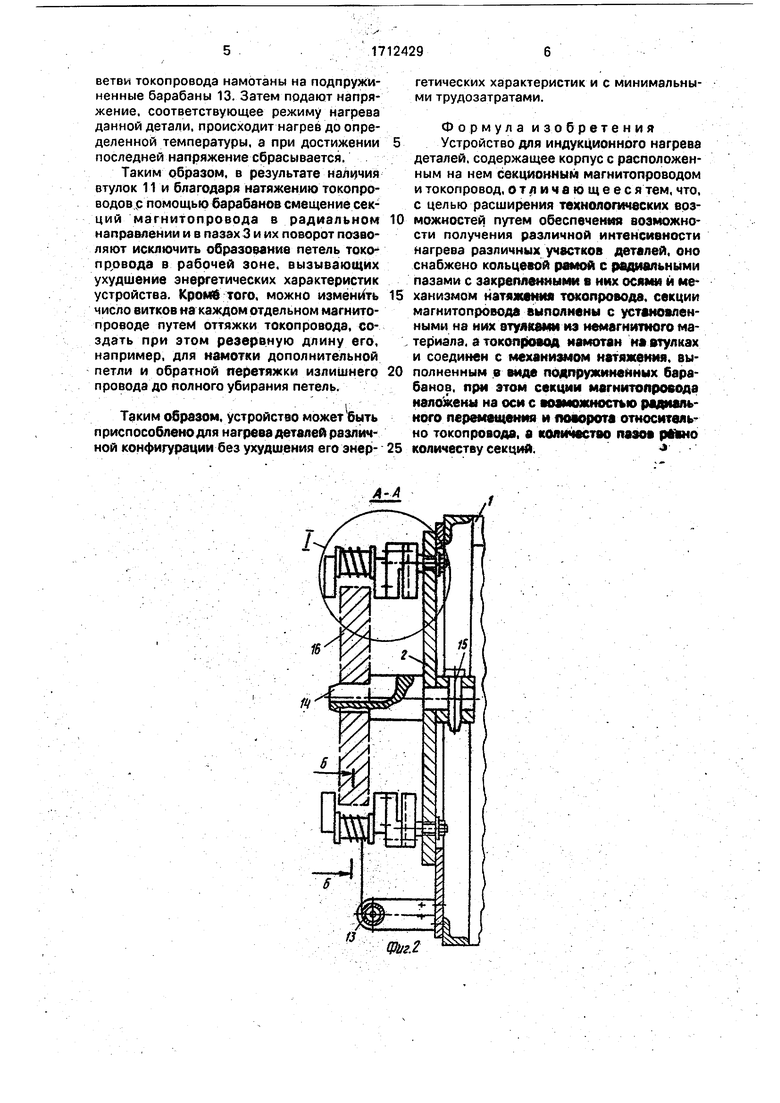
Указанная цель достигается тем, что устррйство для индукционного нагрева деталей, содержащее корпус с расположенным на нем секционным магнитопроводом и токопровод, снабжено кольцевой рамой с радиальными пазами с закрепленными в них Осями и механизмом натяжения токопровода, секции магнитопровода выполнены с установленными на них втулками из немагнитного материала, а токопровод намотан на втулках и соединен с механизмом натяжения, выполненным е виде подпружин@ннш барабанов, при этом секции магнитопровода наложены на оси с возможностью радиального перемещения и поворота относительно токопровода, а количество пазов равно количеству секций. На фиг.1 показано устройство для индукционного нагрева деталей, общий вид: на фиг.2 - сечение А - А на фиг.1: на фиг.З сечение Б - Б на фиг.1; на фиг.4 - узел I на ; фиг.2.
0 Установка содержит раму 1 и закрепленную на ней плиту 2 с выполненными по окружности пазами 3. В этих пазах на осях 4 с фиксируемой гайкой 5 установлены механизмы 6 радиального перемещения, на
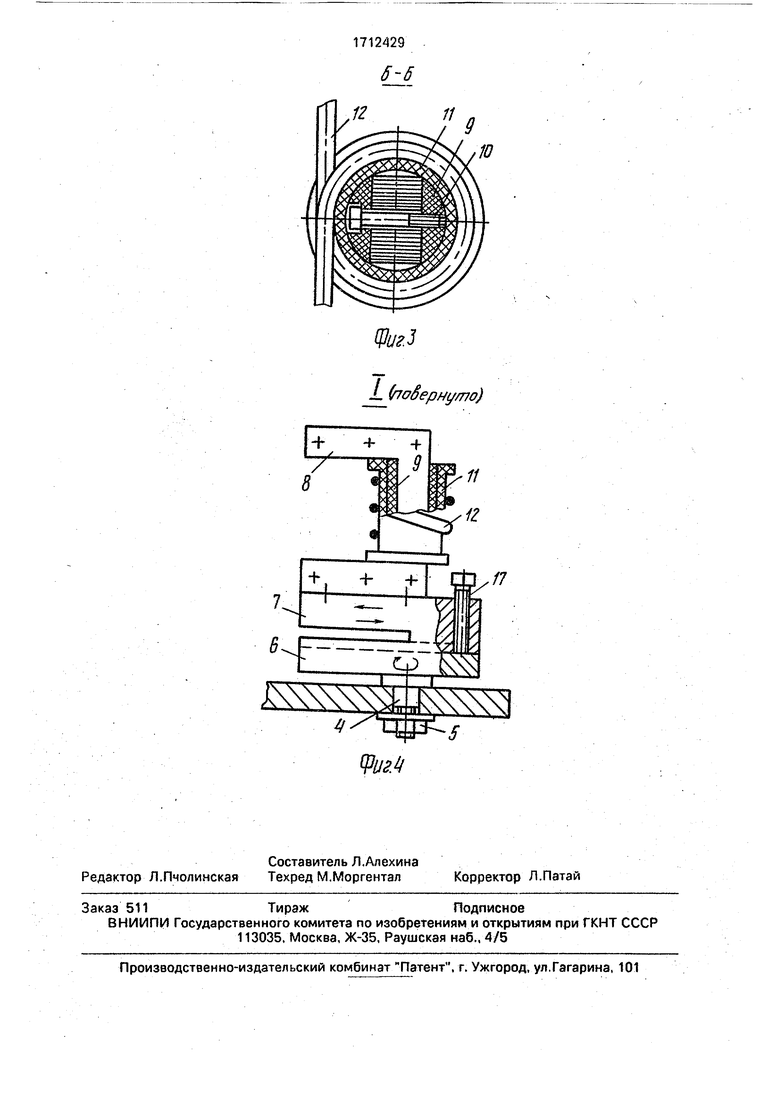
5 ползушках 7 которых смонтированы секции 8 магнитопровода. Каждая секция снабжена вставками 9 из немагнитного материала, соединенными с ней посредством винта 10, и свободно установленной втулкой 11 также
0 из немагнитного материала, на которую наматывают гибкий индуктирующий токопро вод 12, соединяющий все секции магнитопровода и образующий контур индуктора. Концы токопровода выведены на
5 подпружиненные спиральной пружиной барабаны 13, посредством которых подтягивают петли между секциями магнитопровода. На плите 2 смонтирован сменнь1й посадочный центр 14 с фиксацией клином 15 для
0 установки детали 16 при нагреве. Таким образом, секции магнитоцровода, имеющие возможность радиального перемещения, .перемещения по окружности в пазах 3 и поворота вокруг оси 4, могут быть установлены на соответствующий нагреваемой детали профиль и размеры. Возможность поворота секции 8 магнитопровода на оси 4 относительно контура детали без изменения положения индуктирующего токопрово0 да 12 используют для изменения интенсивности нагрева различных участков по койтуру детали. Интенсивность нагрева можно также менять, изменяя количество витков на секциях магнитопровода. Болтом
5 17 фиксируют положение ползушки 7 относительно механизма 6 перемещения.
Устройство работает следующим образом.; На посадочный центр 14 устанавливают
0 деталУ. 16. С помощью механизмов радиального б перемещения, а также путем смещения в пазах 3 установленные на ползушках 7 секции магнитопровода размещают по контуру детали с необходимым технологическим зазором, фиксируя их положение болтом 17 и гайкой 5. При этом с целью обеспечения нагрева различной интенсивности на различных участках осуществляют поворот секций магнитопровода 8 на осях 4 относительно токопровода. При этом обе
ветви токопровода намотаны на подпружиненные барабаны 13. Затем подают напряжение, соответствующее режиму нагрева данной детали, происходит нагрей до определенной температуры, а при достижении последней напряжение сбрасывается.
Таким образом, в результате втулок 11 и благодаря натяжению токопроводов.с помощью барабанов смещение секций мaгниtoпpoвoдa в радиальном направлении и в пазах 3 и их поворот позволяют исключить образование петель токо провода в рабочей зоне, вызывающих ухудшение эне Метических характеристик устройства. Кромб того, можно измён(ть число витков на каждом отдельном магнитопроводе путем оттяжки токопровода, создать при зтом резервную длину его, например, для намотки дополнительной петли и обратной перетяжки излишнего провода до полного убирания петель.
Таким образом, устройство может быть приспособлено для нагрева деталей различной конфигурации без ухудшения его знергетических характеристик и с минимальными трудозатратами.
Фор мула изобретения Устройство для индукционного нагрева деталей, содержащее корпус с расположенным на нем секционным магнитопроводом и токопровод, отличающеес я тем, что, с целью расширения технологаческих возможностей путем обеспечения возможности получения различной интенсивности нагрева различных участков деталей, оно снабжено кольцевой рамой с (Мдивпьныгми пазами с захреплвнны в них OCMIMM и ме ханизмом натяжения токолровода, секции магнитопровода выполнены с установленными на них втулками иэ немагнитного материала, а TOKonfkmoA намотан на втулках и соединен с механизмом натяжения, выполненным в виде поАпружинейных барабанов, при этом секции магнитолровода наложены на оси с вомлшкностъю |мдаши ного перемви нт и лморота относительно токопровода, а кояичастео пазов plilHo количеству секций.-л
сраг.2
11
L (гто6ерну/ло)
VusM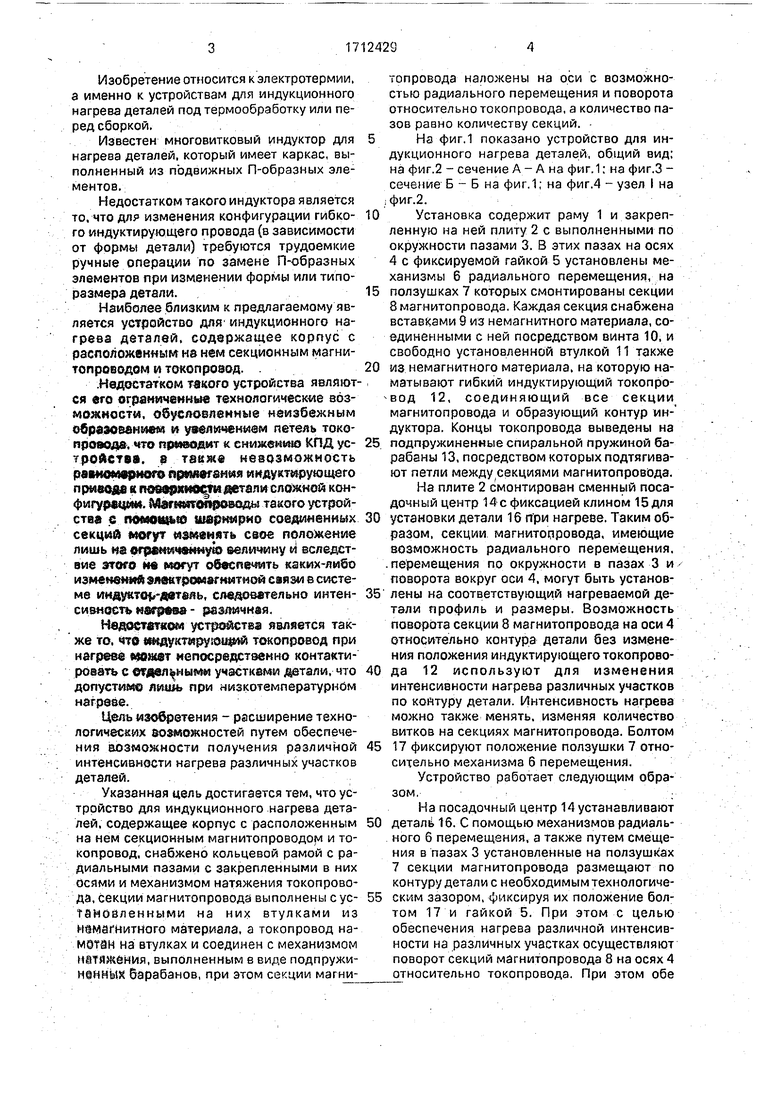
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева деталей | 1989 |
|
SU1684940A1 |
| Установка для индукционного нагрева деталей | 1988 |
|
SU1504266A1 |
| Индукционный нагреватель | 1990 |
|
SU1747510A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ С МАЛЫМ РАССТОЯНИЕМ МЕЖДУ НАГРЕВАЕМЫМИ СТОРОНАМИ | 1998 |
|
RU2130698C1 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| Индукционный нагреватель | 1982 |
|
SU1025736A1 |
| Устройство для индукционного контурного нагрева деталей под закалку | 1981 |
|
SU1031008A1 |
| Индуктор для одновременного нагрева впадины зубчатых изделий | 1984 |
|
SU1201323A1 |
| Индукционный нагреватель | 1983 |
|
SU1098959A1 |
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
Изобретение может быть использовано для индукционного нагрева деталей сложной формы. Цель изобретения - расширение технологических возможностей путем обеспечения возможности получения различной интенсивности нагрева различных участков деталей. Устройство содержит раму 1, на которой на осях в пазах 3 смонтированы с возможностью поворота механизмы 6 радиального перемещения, на которых размещены секции магнитопровода. На секциях магнитопровода свободно установлены втулки, на которые наматывают индуктирующий токопровод 12. Устройство имеет механизм натяжения токопровода, выполненного а виде подпружиненных барабанов 13, Изобретение позволяет производить нагрев деталей различной конфигурации без ухудшения энергетических характеристик устройства и с минимальными трудозатратами, 4 ил.Н «,/N3 4^ ГО О>&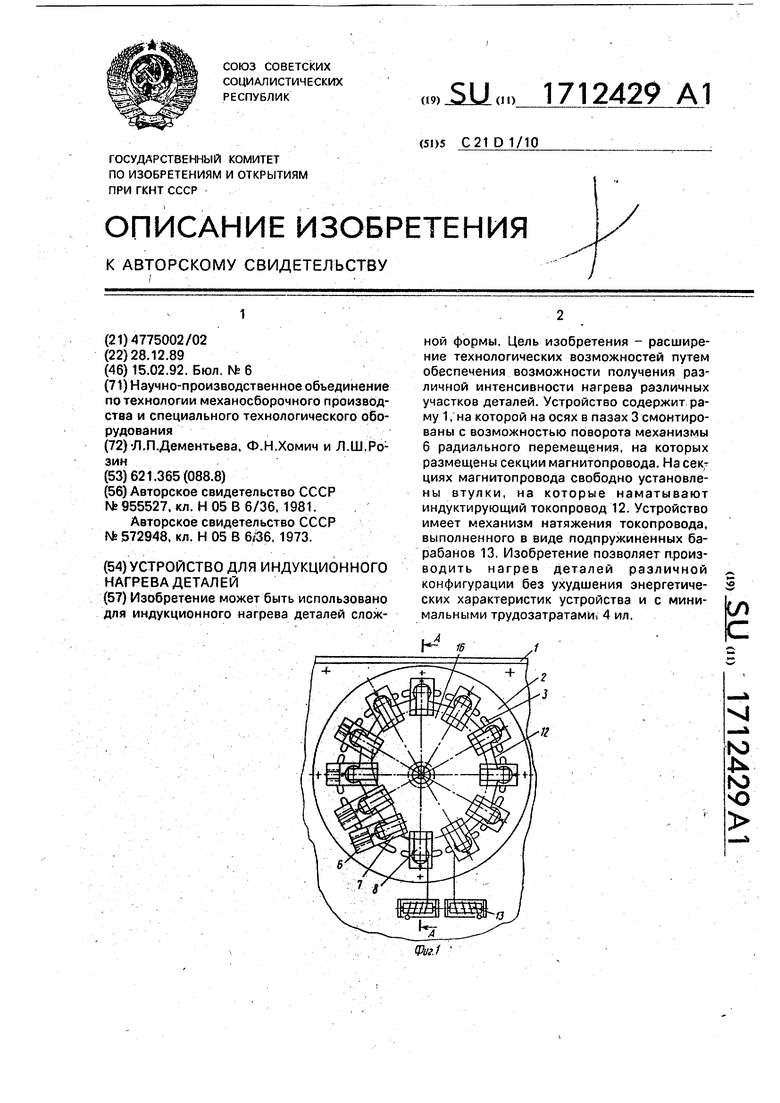
| Многовитковый индуктор для нагрева деталей | 1981 |
|
SU955527A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
