1
Изобретение относится к технологии электромашиностроения и может быть использовано при ремонте турбогенераторов, имеющих шихтованные сердечники, собран-, ные на стержнях продольных ребрах (шпильках) с крепежными элементами.
Известен способ подпрессовки пакетов сердечников статора с помощью двух плит и гидравлических домкратов 1.
Недостатком этого способа является то, что перед прессовкой необходимо извлечь обмотку. Это требует больших затрат времени и материалов.
Известен также способ подпрессовки сердечника статора крупной электрической мащины без ее разборки с помощью клиньев, образующих с нажимными плитами Г Крепежными элементами прессующую стгсТё му 2.
Однако известный способ пригоден лишь для электрических машин, у которых прессующая система (клинья, нажимные плиты, шпилька, гайка) входит в конструкцию мащины. При этом, усилие запрессовки может быть различным. Кроме того, этот способ не может быть использован для подпрессовки
сердечника статора электрических машин другой конструкции.
Цель изобретения - повышение качества электрической машины путем обеспечения равномерного усиления опрессовки сердечников статора.
Поставленная цель достигается тем, что перед подтяжкой стяжных шпилек все крепежные элементы заменяют силовыми аккумуляторами, устанавливая их группами,равномерно расположенными по окружности и 10 симметрично относительно друг друга, и производят их разрядку указанными группами, а перед стопорением силовые аккумуляторы заменяют крепежными элементами в той же последовательности.
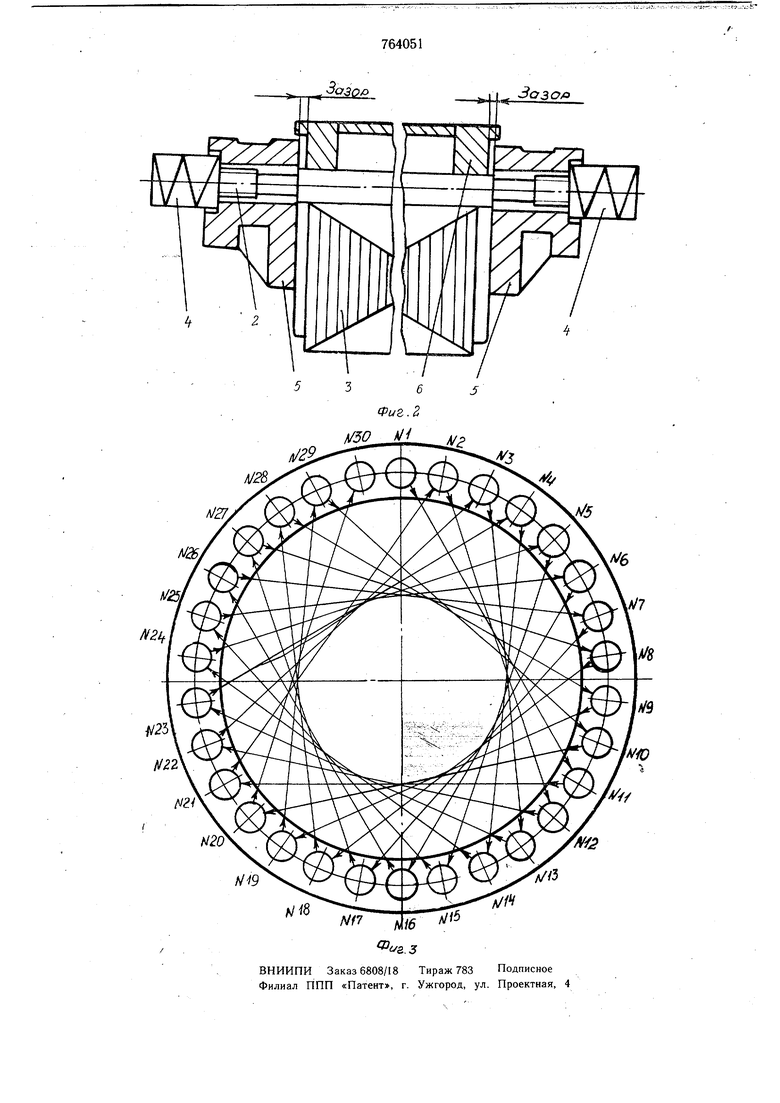
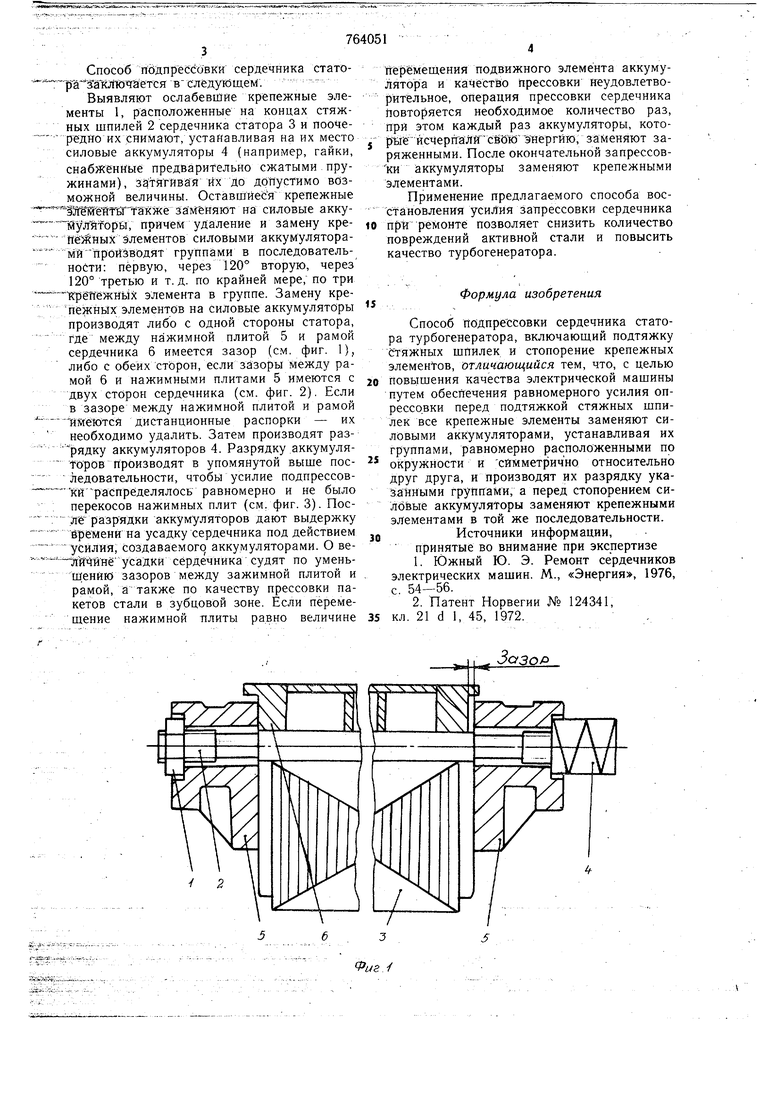
На фит. 1 изображен сердечник статора - турбогенератора, у которого имеется зазор между нажимной плитой и рамой сердечника с одной стороны; на фиг. 2 - сердечник статора турбогенератора, у которого имеют20 ся зазоры между нажимными плитами и рамой сердечника с двух сторон; на фиг. 3 - схема очередности разрядки силовых аккумуляторов для сердечника статора с 30-ю стяжными шпильками. Способ пддпрессовки сердечника статора 3акЛТО«гается Вслёдуйщем.-Выявляют ослабевшие крепежные элементы 1, расположенные на концах стяжных шпилей 2 сердечника статора 3 и поочередно их снимают, устанавливая на их место силовые аккумуляторы 4 (например, гайки, снабженные предварительно сжатыми пружинами), затягивая их До допустимо возможной величины. Оставшиеся крепежные ШШШТ Также заиШяют на силовые акку йуЛяторьг, причем удаление и замену креПе ных элементов силовыми аккумуляторами ШрОйЭводят группами в последовательности: первую, через 120° вторую, через 120° третью и т.д. по крайней мере, по три йГретгёЖнУх элемента в группе. Замену крепежных элементов на силовые аккумуляторы производят либо с одной стороны статора, где между нажимной плитой 5 и рамой сердечника 6 имеется зазор (см. фиг. 1), либо с обеих сторон, если зазоры между рамой б и нажимными плитами 5 имеются с двух сторон сердечника (см. фиг. 2). Если в зазоре между нажимной плитой и рамой имеются дистанционные распорки - их необходимо удалить. Затем производят раз рядку аккумуляторов 4. Разрядку аккумуляторов производят в упомянутой выше последовательности, чтобы усилие подпрессов Кй распределялось равномерно и не было перекосов нажимных плит (см. фиг. 3). ПослГ разрядки аккумуляторов дают выдержку времени на усадку сердечника под действием УСИЛИЯ, создаваемого аккумуляторами. О ве ЙИйнёусаДки сердечникасудят по уменьщению зазоров между зажимной плитой и рамой, а также по качеству прессовки пакетов стали в зубцовой зоне. Если перемещение нажимной плиты равно величине
уЗсуЗо/о гТерёмещения подвижного элемента аккумулятора и качество прессовки неудовлетворительное, операция прессовки сердечника Повторяется необходимое количество раз, при этом каждый раз аккумуляторы, котор Нё исчерпали с:ёОю энергию, заменяют заряженными. После окончательной запрессовки аккумуляторы заменяют крепежными элементами. Применение предлагаемого способа восстановления усилия запрессовки сердечника прй ремонте позволяет снизить количество повреждений активной стали и повысить качество турбогенератора. Формула изобретения Способ подпрессовки сердечника статора турбогенератора, включаюший подтяжку стяжных шпилек и стопорение крепежных элементов, отличающийся тем, что, с целью повышения качества электрической машины путем обеспечения равномерного усилия опрессо.вки перед подтяжкой стяжных шпилек все крепежные элементы заменяют силовыми аккумуляторами, устанавливая их группами, равномерно расположенными по окружности и Симметрично относительно друг друга, и производят их разрядку указанными группами, а перед стопорением силбвые аккумуляторы заменяют крепежными элементами в той же последовательности. Источники информации, принятые во внимание при экспертизе 1.Южный Ю. Э. Ремонт сердечников электрических машин. М., «Энергия, 1976, с. 54-56. 2.Патент Норвегии № 124341, кл. 21 d 1, 45, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник статора электрической машины | 1977 |
|
SU738051A1 |
| Статор электрической машины | 1978 |
|
SU864432A1 |
| СТОПОРНЫЙ ЭЛЕМЕНТ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2013 |
|
RU2530014C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2011266C1 |
| СТАТОР ТУРБОГЕНЕРАТОРА | 1994 |
|
RU2074476C1 |
| Статор электрической машины | 1988 |
|
SU1669047A1 |
| Статор электрической машины | 1973 |
|
SU584393A1 |
| Способ запресовки сердечника в корпусе статора электрической машины | 1980 |
|
SU884045A1 |
| Способ сборки сердечника статора вертикальной электрической машины | 1985 |
|
SU1410198A1 |
| Статор электрической машины | 1980 |
|
SU968877A1 |