;о
00
Фиг.1
Изобретение от о -ится к электромашиностроению, а именно к технологии сборки статоров крупных электрических машин.
Цель изобретения - снижение трудоемкости изготовления и снижение материалоемкости статоров.
На фиг. 1 .схематично изображен статор, поперечный разрез; на фиг.2 - то же, вид сбоку.
Способ осуществляют следугош,им образом.
Производят сборку сердечника статора на ребрах-шпильках 1. При этом на каждый сегмент сердечника статора устанавливают три ребра-шпильки.После разгонки ребра-ш Пильки 1 приваривают к полкам 2 корпуса статора 3 посредством косынок (упоров) 4. Нижние нажимные гребенки 5 устанавливают в строго горизонтальном положении с помощью отжимных болтов 6, после чего производят шихтовку сердечника 7. Для обеспечения высокой точности его сборки помимо сборочных калибров,устанавливаемых, как обычно в пазы сердечника 7 статора, в свободные пазы на периферии спинки сердечника для ребер-шпилек 1 устанавливают дополнительные сборочные калибры. Когда набранная высота сердечника достигает уровня, требующегося в соответствии с технологическим процессом первой предварительной опрессовки, при ручной опрессовке производят установку снизу сердечника балок 8, закрепляемых на нижних нажимных гребенках 5, ркладьш1ей 9 между,нажимными гребен- ками 5 и балками 8 и на сердечник плоских плит 10, которые скрепляют двумя рядами временных стяжных шпилек 11, один из которых располагают непосредственно за спинкой сердечника 7 статора (между его спинкой и корпусом 3), а второй - по внутреннему диаметру статора, после чего производят опрессовку собранного пакета сердечника 1,
При опрессовке с помощью гидравлического пресса, опрессовку сердечника 7 производят на двух рядах временных стяжных шпилек 11, при этом между нижним рядом плоских плит 10, устанавливаемых непосредственно на сердечник 7, и верхним рядом плоских плит 12 устанавливают цилиндры гидропресса 13 и соединяют шлангами 14 с кольцевым коллектором 15. При включении внешней напорной установки 16 масло под давлением поступает в сборный коллектор 15, а оттуда к подсое- дине}П1ьгм к нему цилиндрам пресса 13. Под действием усилий в цилиндрах поршни вьщвигаются вниз, передают усилия через нижние плоские плиты 10 непосредственно на сердечник 7. В этом
Q случае контроль прессовки может осу- П1ествляться по манометру внешней напорной установки 16.
Операция прессовки может повторяться несколько раз в зависимости от вы5 соты сердечника статора. Для каждой опрессовки может использоваться свой комплект временных стяжных шпилек 11. Перед окончательной опрессовкой сердечника на его периферии из пазов под
Q клинья-шпильки удаляют сборочные калибры. На полках 2 корпуса статора 3 устанавливают специальные промежуточные элементы 17 так, чтобы ребра- шпильки проходили в соответствующие
5 вырезы в этих элементах, либо, если промежуточные элементы 17 разьемные, их устанавливают на полки 2 после завода ребер-шпилек 1. Например, путем сварки обеспечивают жесткое соедине0 ние введенных дополнительных.ребер- шпилек 1 с полками 2 корпуса статора 3 посредством указанных промежуточных элементов 17. Устанавливают верхние нажимные гребенки.
Окончательную опрессовкусердечника производят не на промежуточных плоских плитах, а на штатных нажимных гребенках.
5
Использование предлагаемого способа позволит снизить металлоемкость и трудоемкость сборки .статоров крупных электрических машин.
Формула изобретения
1 . Способ сборки сердечника статора вертикальной электрической машины, включающий шихтовку сегментов на ребрах в форме ласточкина хвоста,предварительную и окончательную опрессов- ку сердечника и жесткую фиксацию ребер с корпусом, отличающий- с я тем, что, с целью снижения трудоемкости изготовления и снижения материалоемкости статоров, шихтовку и опрессовку сердечника производят на части ребер, остальные ребра устанавливают перед окончательной опрессовкой, а фиксацию с корпусом производят с пбмощью промежуточных элементов, охватывающих ребра, которые устанавливают на полках корпуса после окон- чательной опрессовки сегментов.
2. Способ по п.1, отличаю- щ и и с я тем, что при опрессовке на сердечник устанавливают нажимные элеменчы, содержащие два ряда стяжных шпилек.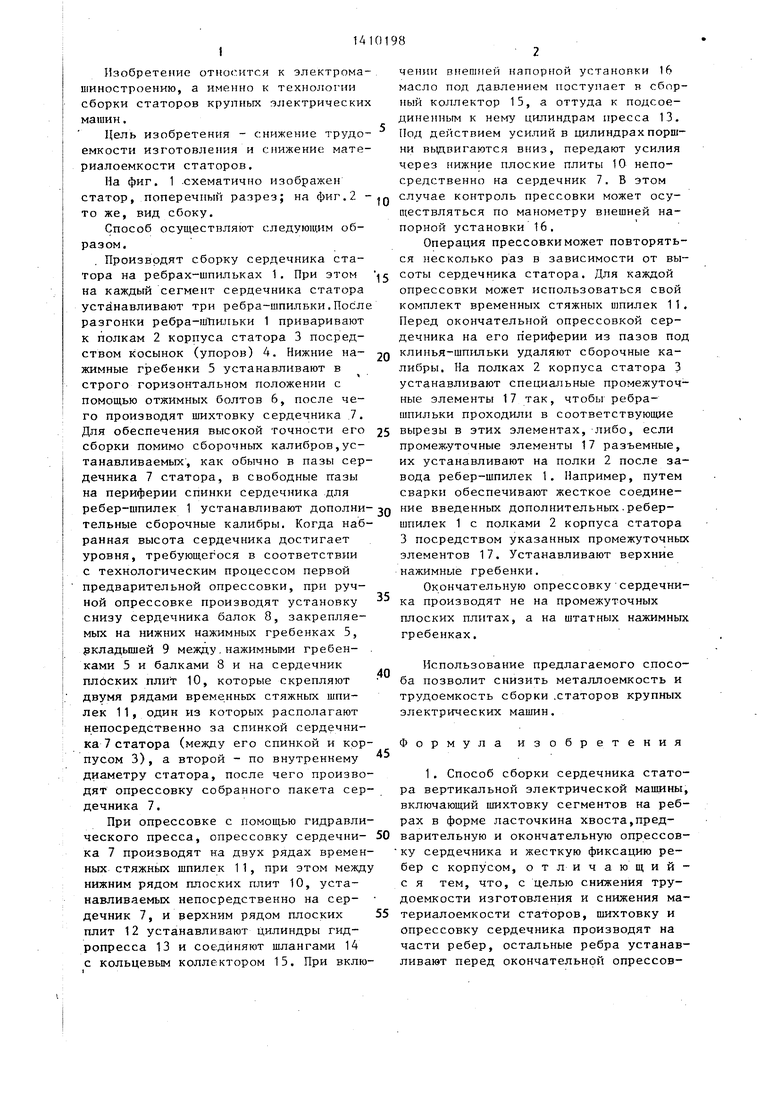
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Статор гидрогенератора | 1990 |
|
SU1781771A1 |
| Способ ремонта шихтованного сердечника статора мощной электрической машины | 1987 |
|
SU1511810A1 |
| СПОСОБ СБОРКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2381611C2 |
| СПОСОБ ОПРЕССОВКИ СЕРДЕЧНИКА СТАТОРА ГИДРОГЕНЕРАТОРА | 1973 |
|
SU391681A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2011266C1 |
| Гидравлический пресс для опрессовки сердечников статоров гидрогенераторов | 1976 |
|
SU614502A1 |
| Статор электрической машины | 1979 |
|
SU832649A1 |
| Статор электрической машины | 1989 |
|
SU1676006A1 |

Изобретение относится к области электромашиностроения, а именно к технологии сборки статоров крупных электрических машин. Цель изобретения снижение трудоемкости изготовления и материалоемкости статоров. Сборку сердечника осуществляют на ребрах-шпильках 1, которые выполняют также функцию стяжных шпилек, служащих для удержания сердечника в опрес- сованном состоянии. После разгонки ребра-шпильки 1 приваривают к полкам 2 корпуса посредством косынок 4. Устанавливают нижние нажимные гребенки в строго горизонтальном положении с помощью отжимных болтов И пронзводят шихтовку сердечника 7. При шихтовке используют часть ребер -шпилек 1, а остальные ребра устанавливают перед окончательной опрессовкой в свободные пазы в форме ласточкина.хвоста на периферии спинки сердечника 7 после удаления из них сборочных калибров и закрепляют на полках корпуса статора посредством промежуточных элементов . 17. 1 3.п. ф-лы, 3 ил. i (Л
Ф11г.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
