1
Изобретение относится к области металлургии, в частности к производству проволоки.
Известно устройство для очистки поверхности проволоки от окалины, включающее, по меньшей мере, два установленных на осях с возможностью вращения ролика l .
Недостатком известного окалиноломателя является низкое качество очистки из-за неполного удаления окалины при изгибе катанки (проволоки) на роликах. Это вызвано ограниченной степенью деформации при изгибе в связи с отрицательным влиянием пластической деформации катанки на механические свойства готового изделия.
Целью изобретения является повышение качества очистки.
Это достигается тем, что один из роликов установлен на оси эксцентрично, при этом ролики установлен1а на расстоянии, превьлиающем длину oкpyжнocтi наружной поверхности эксцентричного ролика.;
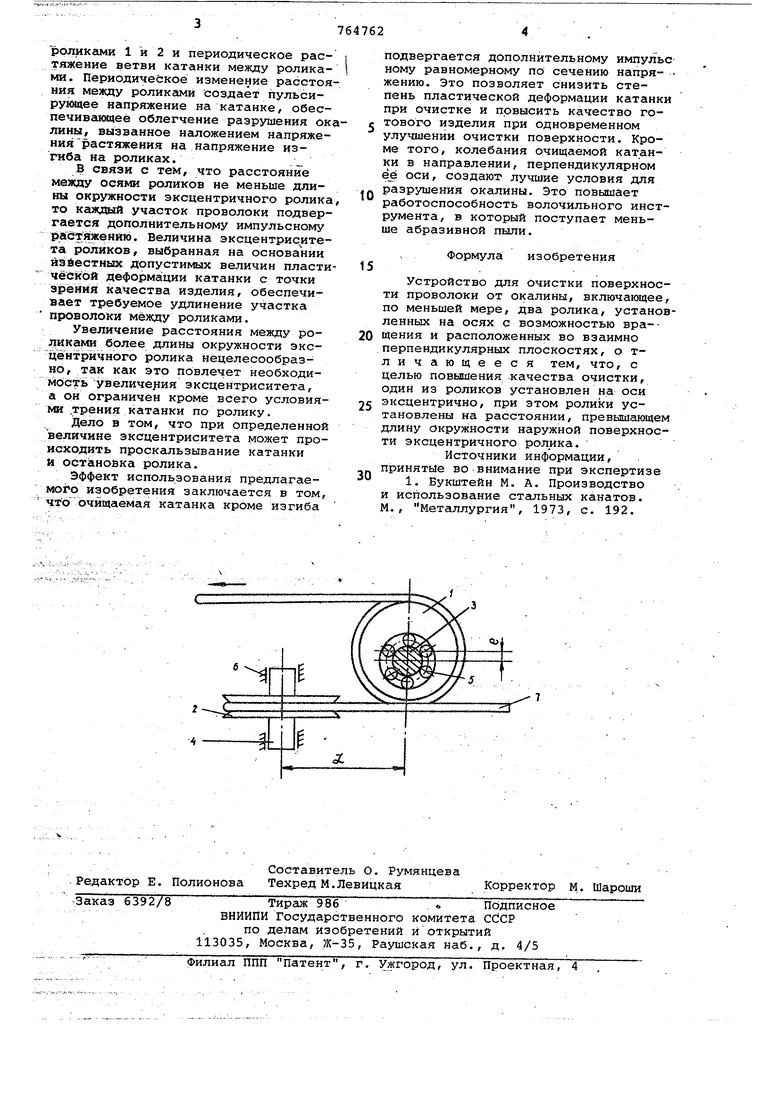
На чертеже изображено предлагаемое устройство. .
Ролики 1 и 2 установлены на осях 3 и 4 посрёдс вом подшипников 5 во
взаимно перпендикулярных .плоскостях.. Оси смонтированы в корпусе б окали- 1 ноломатёля. Диаметр роликов подобран таким, чтобы обеспечить деформацию
5 изгиба на поверхности катанки в пределах 5-12% в зависимости от свойств окалины и материала обрабатываемой катанки. Он составляет 50-200 мм в зависимости от диаметра катанки.
10 Расстояние между осями роликов определяется выражением L KQ, где .Lрасстояние межЯУ осями роликов г D - диаметр ролика.
1 выполнен эксцентричным отts носи тельно оси вращения подшипника. , Величина экцентриситета ролика определяетсй вырг1жением
е (0,01 - О, 06)0, , т.е. она находится в пределах 6-18%
20 диаметра наружной поверхности ролика.
Работает устройство следукмцим образом. Катанка 7 протягивается через ролики 1 и 2 окгшиноломателя.
25 При этом она изгибается в двух плоскостях, в результате чего происходит разрушение окалины. Эксцентричный ролик 1 за каждый оборот совершает ;колебание. Это обуславливает периодическое изменение расстояния между
роликгиии 1 и 2 и периодическое растяжение ветви катанки между роликами. Периодическое изменение расстояния между роликами создаёт пульсируйщее напряжение на катанке, обеспечивгиощеё облегчение разрушения оклины вызванное наложением напряжения растяжения на напряжение изгиба на роликах.
В связи с тем, что расстояние между осями роликов не меньше длины окружности эксцентричного ролика то каждый участок проволоки подвергается дополнительному импульсному г1етяженйю. Величина эксцентрицитета роликов, выбранная на основании HsaecTHtiDC допустимых величин пластиЧёСкЪй деформа;ции катанки с точки зрения качества изделия, обеспечивает требуемое удлинение участка проволоки между роликами.
Увеличение расстояния между роликами более длины окружности эксцентричного ролика нецелесообразно, так как это повлечет необходимость увеличе.ния эксцентриситета, а он ограничен кроме всего условиями .трения катанки по ролику.
Дело в том, что при определенной величине эксцентриситета может происходить проскальзывание катанки И остановка ролика.
Эффект использования предлагаемого изобретения заключается в том, что очищаемая катанка кроме изгиба
подвергается дополнительному импульс ному равномерному по сечению напря- жению. Это позволяет снизить степень пластической деформации катанки при очистке и повысить качество готового изделия при одновременном улучшении очистки поверхности. Кроме того, колебания очищаемой катанки в направлении, перпендикулярном 4е оси, создают лучшие условия для разрушения окалины. Это повышает работоспособность волочильного инструмента, в который поступает меньше абразивной пыли.
Формула изобретения
Устройство для Очистки поверхности проволоки от окалины, включакидее, по меньшей мере, два ролика, установленных на осях с возможностью вра-0 щения и расположенных во взаимно Перпендикулярных плоскостях, о тличающееся тем, что, с целью повышения .качества очистки, один из роликов установлен на оси эксцентрично, при этом ролики установлены на расстоянии, превышающем длину окружности наружной поверхности эксцентричного ролика.
Источники информации, принятые во внимание при экспертизе
1. Букштейн М. А. Производство и использование стальных канатов. М., Металлургия, 1973, с. 192.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ ЗАГОТОВКИ ОТ ОКАЛИНЫ И ОКАЛИНОЛОМАТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395357C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОУГЛЕРОДИСТОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2310534C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА И ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067037C1 |
| Способ подготовки катанки к волочению и устройство для его осуществления | 1990 |
|
SU1779425A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
