Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| СПОСОБ ВОЛОЧЕНИЯ КАТАНКИ | 2006 |
|
RU2317869C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПЫЛЕВИДНЫХ ОСТАТКОВ ОКАЛИНЫ С ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2004 |
|
RU2273538C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149725C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ ЗАГОТОВКИ ОТ ОКАЛИНЫ И ОКАЛИНОЛОМАТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395357C1 |
| УСТРОЙСТВО ДЛЯ ТОНКОЙ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2005 |
|
RU2301126C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ И ОКИСНЫХ ПЛЕНОК | 2004 |
|
RU2275979C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
Изобретение относится к обработке металлов давлением и касается способа подготовки изделий к волочению. Сущность изобретения: катанку подвергают очистке от окалины путем изгиба и скручивания. Перед и после скручивания катанку подвергают ка: либровке по диаметру. При этом скручивание осуществляют поочередным вращением катанки вокруг оси. Устройство для подготовки катанки к волочению содержит изгибающие ролики и механизм скручивания в виде верхней и нижней встречно перемещаемых клиновых плит. Крайние по ходу движения катанки участка обращенных друг к другу рабочих поверхностей плит выполнены плоскими. В средней части рабочих поверхностей выполнены полости, заполненные абразивным материалом. 3 ил.
Изобретение относится к метизному производству и может быть использовано для очистки катанки перед волочением.
Известны способ и устройство для удаления окалины с поверхности катанки и проволоки Черная металлургия, Бюлл. НТИ, 1986, вып. 8, с. 21, в котором катанку для разрыхления окалины и облегчения ее удаления подвергают переменному натяжению со скручиванием и изгибом.
Однако такие способ и устройство не обеспечивают полного удаления окалины с поверхности катанки и поэтому могут быть использованы только на черновой стадии.
Известен способ очистки проволоки от окалины Владимиров Ю. В. Механическое удаление окалины с поверхности мелкосортной стали, катанки и проволоки за рубежом. М.: Черметинформация, 1970. с. 36;
прототип, в котором удаление окалины с поверхности производят путем изгиба катанки и скручивания ее вокруг продольной оси. Способ осуществляют с помощью устройства, содержащего комплект изгибающих роликов, механизм скручивания катанки, вращающиеся металлические щетки.
Известные способ и устройство не обеспечивают полного удаления окалины, кроме того, в процессе ее удаления комплектом вращающихся щеток вместе с окалиной частично происходит удаление годного металла вследствие овальности профиля исходной катанки.
Цель изобретения - повышение качества проволоки путем улучшения качества подготовки катанки и проволоки к волочению, а также снижение расхода металла путем уменьшения отходов.
V VI
Ю
Јь
Ю
ел
Для достижения цели в способе подготовки катанки к волочению, включающем очистку катанки от окалины путем изгиба и скручивания вокруг продольной оси, перед и после скручивания осуществляют калибровку катанки по диаметру, а скручивание осуществляют продольным вращением катанки вокруг оси. Способ осуществляют при помощи устройства, содержащего изгибающие ролики, механизм скручивания катанки, в котором механизм скручивания выполнен в виде верхней и нижней встречно перемещаемых клиновых плит, при этом крайние по ходу движения катанки участки обращенных друг к другу рабочих поверхностей плит выполнены плоскими, а в средней части рабочих поверхностей выполнены полости, заполненные абразивным материалом.
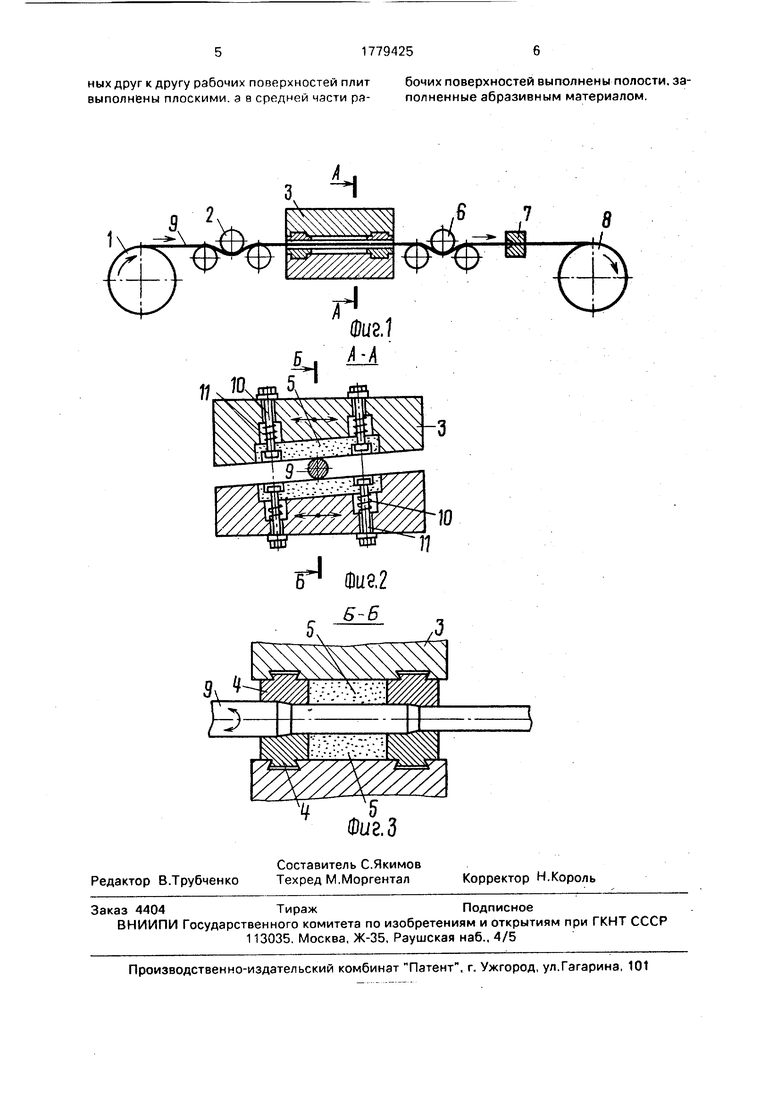
На фиг. 1 приведена принципиальная схема предлагаемого устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрея Б-Б на фиг.2 (схема установки деформирующего инструмента в плитах устройства поперечно-клиновой деформации).
Способ осуществляют с использованием устройства, включающего разматывающий барабан 1, подающие и изгибающие ролики 2, механизм поперечно-клиновой деформации из двух клиновых плит 3 с деформирующими планками 4 и абразивным материалом 5 (фиг. 2), тянущие ролики 6, волоку 7 и наматывающее устройство 8. Плиты 3 снабжены приводом и механизмом их возвратно-поступательного перемещения, аналогичным приводу стана поперечно-клиновой прокатки (привод и механизм на фиг. не показаны). Планки 4 могут быть смонтированы в плитах 3 при помощи крепления типа ласточкин хвост, а их рабочие поверхности, т.е. крайние по ходу движения катанки участки, выполнены плоскими. Абразивный материал 5 смонтирован в плитах 3 при помощи болтов 10 и снабжен упругими элементами (пружинами) 11.
Способ осуществляют следующим образом. Катанку 9 в бунтах с заостренным передним концом устанавливают на разматывающий барабан 1, конец катянки заводят в подающие ролики 2, протягивают через клиновые плиты 3, заводят в тянущие ролики 6, захватывают тянущим устройством волочильного стана и включают привод механизма возвратно-поступательного перемещения клиновых плит 3 (в другом вари- анте нижняя плита может быть неподвижной). Начиная с этого момента на катанку 9 воздействуют растягивающее усилие от тянущего устройства волочильного стана и наматывающего устройства 8, изгибающие усилия в роликах 2 и 6, знакопеременное скручивающее усилие от воздействия плит 3, деформирующее устройство от планок 4 и режущее усилие от протягивания
катанки в абразивных панелях 5. При этом окалина на поверхности катанки 9 разрыхляется и легко удаляется при протягивании через абразивные бруски 5. Одновременно катанка калибруется при поперечно-клиновой деформации в деформирующих планках 4, при этом возможна деформация с уменьшением диаметра катанки и без его уменьшения с ликвидацией овальности. Стабилизацию процесса очистки осуществляют независимой регулировкой скорости протягивания проволоки и числа циклов возвратно-поступательного перемещения клиновых плит.
Катанка с очищенной от окалины поверхностью и калиброванная по диаметру поступает в волоку 7 и протягивается на проволоку меньшего размера, при этом возможно также и многократное волочение через несколько волок.
Пример. Катанку диаметром 7 мм из
стали 12Х18Н10Т протягивали на проволоку диаметром 3,5 мм, при этом окалину с поверхности катанки удаляли при помощи предлагаемого устройства. В процессе удаления окалины диаметр катанки в механиз- ме поперечно-клиновой деформации одновременно уменьшали до диаметра 6,5 мм, при этом производительность волочильного стана за счет уменьшения обрывов
проволоки увеличилась по сравнению с прототипом на 2,4%, выход годной проволоки - на 1,8%, стойкость волочильного инструмента - на 32%.
40
Формула изобретения
продольной оси, отличающийся тем, что, с целью повышения качества проволоки и снижения расхода металла, перед и после скручивания осуществляют калибровку катанки по диаметру, а скручивание осуществляют поочередным вращением катанки вокруг оси.
ных друг к другу рабочих поверхностей плит бочих поверхностей выполнены полости, за- выполнены плоскими, а в средней части ра- полненные абразивным материалом.
А
2
Т V5 Фиг.З
Составитель С.Якимов Редактор В.ТрубченкоТехред М.Моргентал
7
8
Корректор Н.Король
| Владимиров Ю.В,.Механическоеудаление окалины с поверхности мелкосортной стали, катанки и проволоки за рубежом | |||
| М.: Черметинформация, 1970, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
