(54) ТРЕХФАЗНЫЙ МАГНИТОПРОВОД ДЛЯ ЭЛЕКТРИЧЕСКИХ ИНДУКЦИОННЫХ АППАРАТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
1
Изобретение относится к электротехнике, в частности изготовлению магнитопроводов для электрических индукционных аппаратов, например, трехфазных трансформаторов.
Известны трехфазные магнитопроводы для электрических индукционных аппаратов, состоящие из трех С-образных частей, соединенных своими концами так, что образуют два ярма в форме трухлучевой звезды. Соединение концов С-образных частей осуществляется разными способами. При этом используются дополнительные детали различной формы, или концы слоев пластин имеют скосы, сходящиеся в одной точке, причем эта точка может лежать в стороне от центральной оси ярма 1 и 2.
Наиболее близким к предлагаемому является магнитопровод, состоящий из трех оди-, маковых пластинчатых С-образных частей, соединенных своими концами так, что они образуют два ярма в форме трехлучевой звезды, в центре которой пластины или слой пластин, имеющие скосы, соединены впереплет, так как скосы выполнены в виде углов 120° верщина которых лежит в стороне от продольной оси луча ярма, меняя свое положение от слоя к слою 3.
Наиболее близким к предлагаемому является способ изготовления магнитопроводов, при котором рулоны электротехнической ста5 ли разрезают на ленты, наматывают О-образные элементы, отжигают и бандажируют эти элементы, затем разделяют их на Собразные части и собирают магнитопровод. На С-образных частях выполняют скосы под углом 60° к продольной оси луча ярма. Сборку осуществляют скосами встык 4.
Недостатком конструкции магнитопровода является пересечение скосов в одной точке, что препятствует изготовлению магнитопровода намоткой, а изготовление маг15 нитопроводов из отдельных пластин является трудоемким.
Способ изготовления магнитопроводов не дает возможности получить соединение пластин в ярме впереплет, а соединение встык ухудшает электрические параметры
20 магнитопроводов.
Цель изобретения - снижение трудоемкости изготовления магнитопроводов.
Поставленная цель достигается тем, что в трехфазном магнитопроводе, состоящем из
трех одинаковых пластинчатых С-образных частей, соединенных своими концами так, что они образуют два ярма в форме трехлучевой звезды, в центре которой пластины, или слои пластин, имеющие скосы, соединены впереплет, на концах пластин между скосами введен переходной участок, находящийся между линиями контакта пластин, или слоев пластин соседних С-образных частей.
В способе изготовления указанных магнитопроводов, включающим разрезку рулонов электротехнической стали, на ленты, намотку О-образных элементов, их разделение на С-образные части и сборку магнитопроводов, на трех лентах, которые нарезают из одного рулона, штампуют с двух сторон V-образные вырезы с сохранением перемычек между ними, наматывают, используя для каждого одну из трех лент, три О-обраэных элемента с расположением перемычек одна над другой посередине двух противолежащих прямолинейных участков элементов, и разделяют их по этим перемычкам на С-образные части, из которых собирают два магнитопровода.
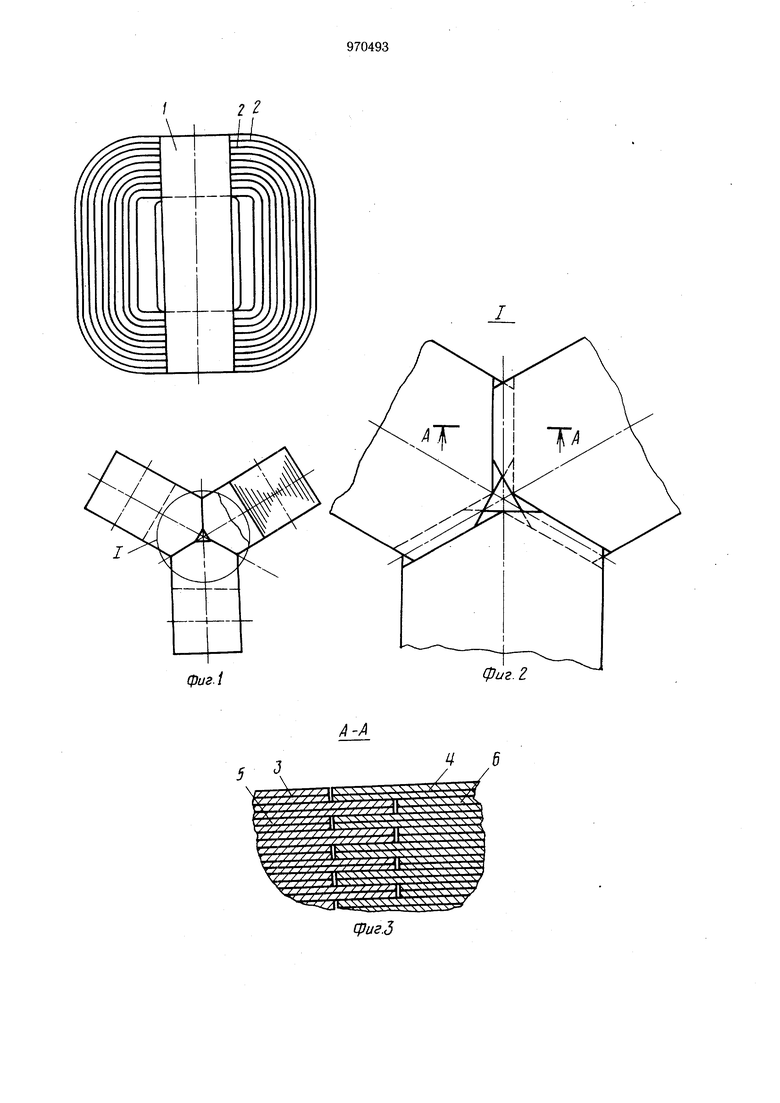
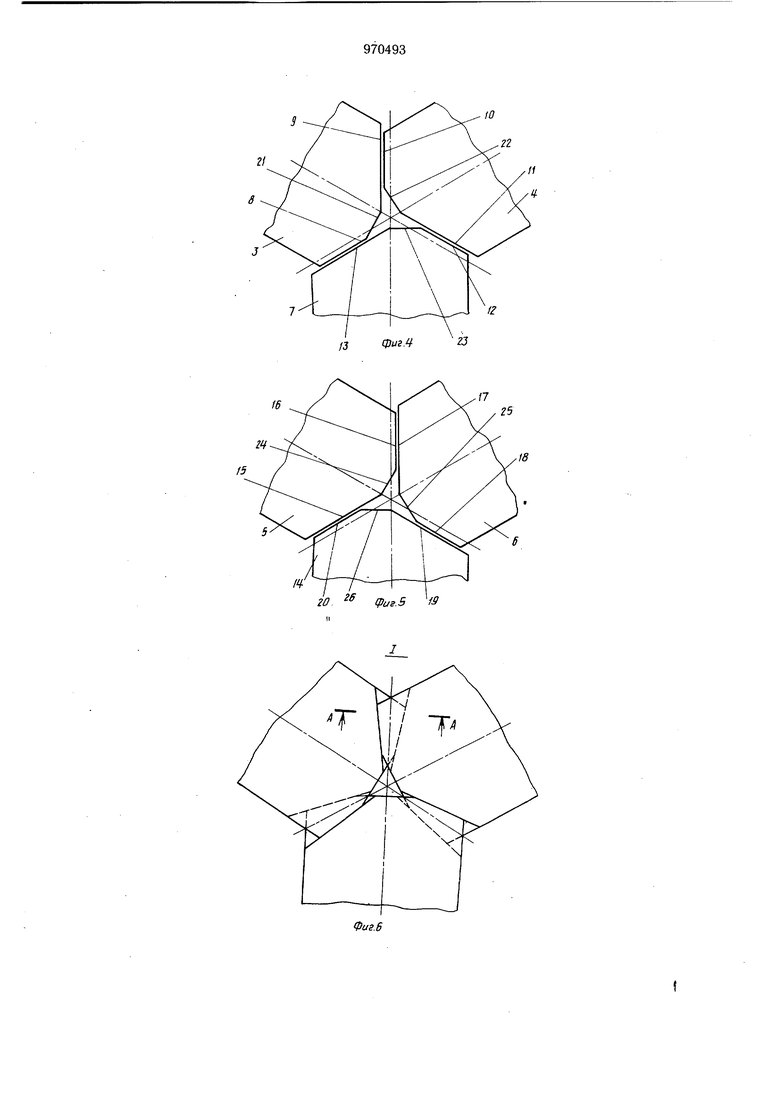
На фиг. 1 показан магнитопровод, общий вид, спереди и сверху; на фиг. 2 - соединение пластин в центре ярма (узел I на фиг. 1); на фиг. 3 - сечение А-А (в увеличенном масштабе) на фиг. 2; на фиг. 4 - верхний слой пластин на фиг. 2; на фиг. 5 - второй слой пластин на фиг. 2; на фиг. 6 - вариант соединения пластин в центре ярма (узел I на фиг. 1); на фиг. 7 - намотанный Ообразный элемент, вид спереди; на фиг. 8 - развертка ленты О-образного элемента; на фиг. 9 - О-образный элемент, вид Б на фиг. 7; на фиг. 10 - вариант развертки ленты О-образного элемента; на фиг. 11 -вариант вида сверху на О-образный элемент, вид Б на фиг. 7.
Трехфазный магнитопровод 1 имеет три С-образные части, состоящие из слоев пластин 2, которые сходятся своими концами в трехлучевую звезду. В центре звезды пластины С-образных частей соединяются впереплет (фиг. 2 и 3). Масщтаб изображения на фиг. 3 для наглядности увеличен и между слоями 3, 4 и 5, 6 соседних С-образных частей показаны зазоры.
На фиг. 4 показан верхний слой соединения пластин, показанного на фиг. 2.
Пластины 3, 4 и 7 имеют скосы 3-13 которые образуют с продольной осью пластины углы 60°. Последующий слой пластин показан на фиг. 5. Это пластины 5, 6 и 14, имеющие скосы 15-20.
Между скосами пластин (фиг. 4 и 5) имеются переходные участки 21-26, расположенные между линиями контакта пластин соседних С-образных частей. Например, пластина 7 имеет переходной участок 23, который расположен между линией контакта скосов 13 пластины 7, 8 пластины 3 и линией контакта скосов 12 пластины 7, и 11 пластины 4.
Слой состоит из двух пластин. В одноименных слоях всех трех С-образных частей скосы на пластинах выполнены одинаково, что позволяет при соединении этих частей получить переплетение слоев пластин.
На фиг. 6 показан другой вариант соедиQ нения слоев пластин. Здесь переплетение слоев получается за счет периодического поворота скосов относительно точки, лежа щей на продольной оси пластил. При сборке С-образных частей эти точки совмещаются в центре ярма.
5 в этом варианте скосы образуют с продольной осью пластин углы, не равные 60°.
На фиг. 1 показан магнитопровод, имеющий прямоугольное поперечное сечение, но возможна и другая форма поперечного сечения, например ступеньчатая, вписанная в круг.
Изготавливается предлагаемый магнитопровод следующим образом.
Из одного рулона текстурованной электротехнической стали отрезают три ленты. На лентах с двух сторон штампуют V-образные вырезы, между которыми оставлены небольшие перемычки, позволяющие осуществить из этих лент намотку О-образных элементов. Производят намотку трех элементов, применяя для каждого из них одну из трех лент, причем при намотке последовательное расположение лент в элементах должно быть одинаковым, т. е. начала лент совпадают с началами первых витков и на, мотка производится в одном направлении. При этом одни и те же места О-образных элементов будут намотаны из одних и тех же мест рулона.
Соблюдение указанных правил при намотке О-образных элементов исключает влияние отклонений в толщине лент и обеспечивает в дальнейщем сборку магнитопроводов, потому что число слоев у всех трех элементов будет одинаковым.
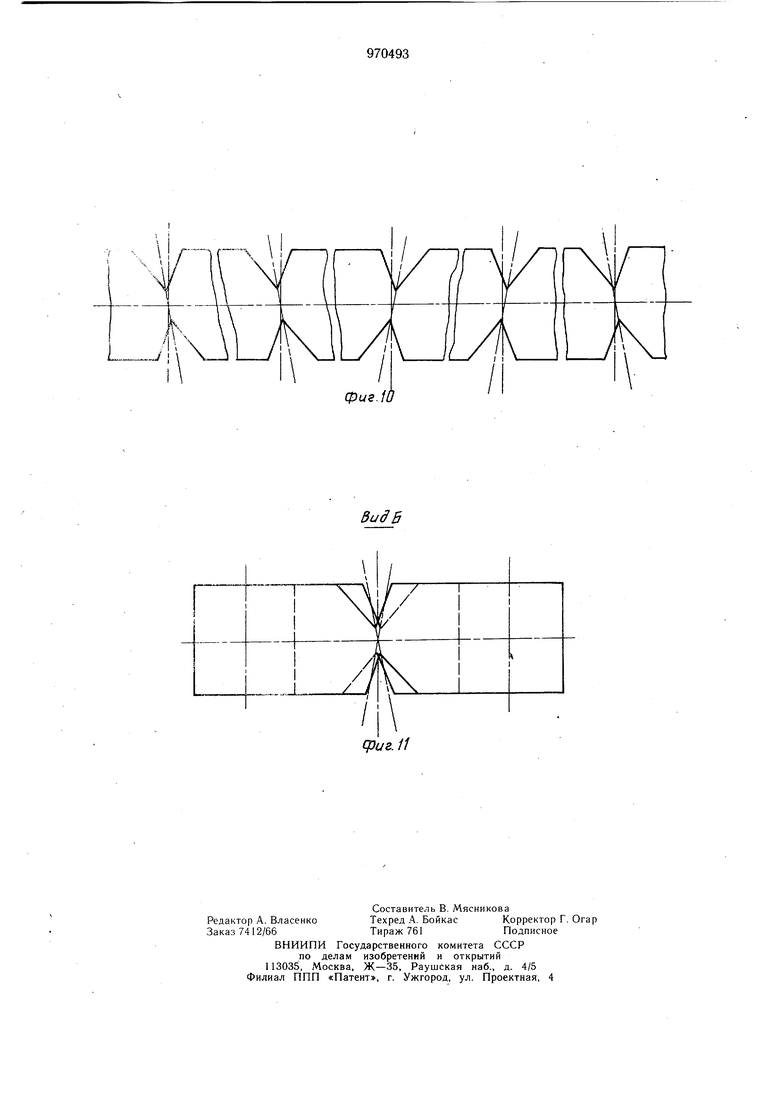
Штамповку V-образных вырезов можно производить каким-либо из способов: с периодическим поперечным перемещением щтампующего органа относительно ленты (фиг. 8 - развертка ленты, фиг. 9 - вид сверху на намотанный О-образный элемент); с периодическим поворотом его отQ носительно оси, перпендикулярной плоскости ленты и проходящей через ее середину (фиг. 10 и 11).
Намотку О-образных элементов осуществляют так, что перемычки между V-образными вырезами располагаются одна над другой посредине противолежащих прямолинейных участков О-образного элемента
В положение штампующего органа необходимо вносить продольную коррекцию в
зависимости от фактической толщины намотки. Это связано с тем, что на положение перемычек на намотанном О-образном элементе в значительной мере влияют отклонения толщины ленты и плотность навивки.
После отжига и бандажировки О-образные элементы разделяют на С-образные части по перемычкам, оставщимся после штамповки. При этом на концах пластин образуются скосы на месте V-образных вырезов и переходной участок на месте перемычек. Форма этого участка зависит от способа разделения элементов. Она может быть прямолинейной (например, при разрезании абразивным кругом) или криволинейной (например, при высверливании).
Полученные из одного элемента после разделения С-образные части отличаются между собой и не могут применяться для сборки одного и того же сердечника.
Из трех О-образных элементов, намотанных указанным выше способом, получают по три одинаковых С-образных части, из которых можно собрать два магнитопровода.
Сборку производят так, что скосы разных С-образных частей взаимно перекрываются, образуя соединение впереплет.
Намотку обмоток можно производить непосредственно на С-образную часть до сборки магнитопровода или вматывать в собранный магнитопровод.
Предлагаемая конструкция магнитопровода обладает низкими потерями и током холостого хода, потому что объем углов, в которых направление магнитного потока не совпадает с направлением прокатки текстурованной стали, невелик и это отклонение составляет не более 30°. Соединение пластин впереплет особенно влияет на снижение тока холостого хода.
Трудоемкость изготовления магнитопровода по сравнению с традиционными способами значительно снижается.
Формула изобретения
. Трехфазный магнитопровод для электрических индукционных аппаратов, состоящий из трех одинаковых пластинчатых Собразных частей, соединенных своими концами гак, что они образуют два ярма в форме трехлучевой звезды, в центре которой слои пластины, имеющих скосы, содинены впереплет, отличающийся тем, что, с целью снижения трудоемкости его изготовления, на концах пластин между скосами выполнен прямолинейный переходной участок, находящийся между линиями контакта пластин соседних С-образных частей.
2.Способ изготовления магнитопроводов, включающий разрезку рулонов электротехнической стали на ленты, намотку О-образных элементов, отжиг и бандажировку этих элементов, их разделение на С-образные части и сборку магнитопроводов, отличаю„ щийся тем, что на трех лентах, которые нарезают из одного рулона, штампуют с двух сторон V-образные вырезы с сохранением перемычек между ними, наматывают, используя для каждого одну из трех лент, три О-образных элемента с расположением перемычек одна над другой посередине двух противолежащих прямолинейных участков элементов, разделяют их по перемычкам на С-образные части, из которых собирают два магнитопровода.
0Источники информации,
принятые во внимание при экспертизе
1. Патент Англии № 854728, кл. 38(2), 1959.
2. Патент Франции № 1333817, кл. Н О F 27124, 1962.
3.Патент США № 3428930, кл 336-212 1968.
4.Патент США № 2367927, кл. 175-356 1943.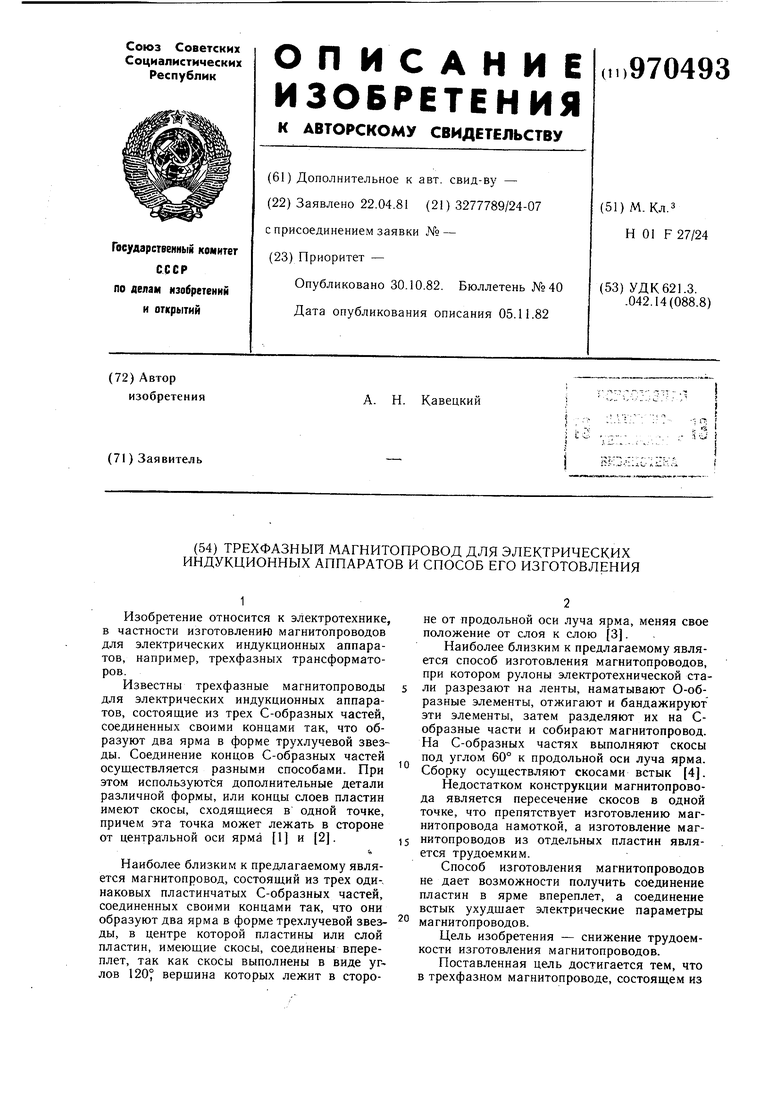
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехфазный магнитопровод для электрических индукционных аппаратов | 1983 |
|
SU1103296A2 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| ЭЛЕКТРОМАГНИТНЫЙ АППАРАТ ВИХРЕВОГО СЛОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2461416C2 |
| Пространственный магнитопровод | 1985 |
|
SU1337925A1 |
| ВЫСОКОВОЛЬТНЫЙ ТРАНСФОРМАТОР | 2021 |
|
RU2773777C1 |
| Способ изготовления обмотки электри-чЕСКОй МАшиНы | 1979 |
|
SU851665A1 |
| БРОНЕВОЙ МНОГОСТЕРЖНЕВОЙ МАГНИТОПРОВОД | 1993 |
|
RU2077082C1 |
| Трехфазный пространственный шихтованный магнитопровод типа "звезда" | 2022 |
|
RU2831579C2 |
| ЭЛЕКТРОИНДУКЦИОННОЕ УСТРОЙСТВО | 2013 |
|
RU2539358C1 |
| ЭЛЕКТРОМАГНИТНЫЙ РЕАКТОР | 2013 |
|
RU2542741C1 |

$
77/ / / / / / // /
/ у у у Z Z 2
у / X X У ДК ЧХГХХ
/ / /л X
/ / / / 7IR Х Х Х. XX X X X
7 j jiyx Z1 /ух / Z, дк ч ХР-.ТХ х 7у V УУ ХдУх
. X X X
X X хххТ
//
db
х
. X X X X
X X X XXX X
фиг.З
/3 Фуг.У2J
1Ц10
IZ
17
f5
(pus.S
1/
ВидВ
