(54) СПОСОБ ИЗГОТОВЛЕНИЯ МЕРНЫХ СЫРЦОВЫХ ГРАНУЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Изобретение может быть использовано в области строительных материалов для изготовления легких заполнителей бетона-, например керамзитовых гранул из пластичного глинистого сырья..
Известен способ изготовления мерных сырцовых гранул путем формования заготовок их резки и образования гранул за счет вдавливания в полусферические формующие ячейки ленточных транспортеров l.
Недостатком данного способа является деформация гранул при их удалении из формующих ячеек.
Наиболее близок к предлагаемому способ, включа Г11Ций формование цилиндрических заготовок и их подачу на резку с ориентированием под воздействием вибрации поперек направления движения осуществляемый устройством, содержащим вибротранспортер с лентой волнообразного профиля и режущее при способление 2.
Недостатком этого способа и устройства является невозможность получения гранул шарообразной формы.
Цель изобретения - изготовление гранул шарообразной формы.
Достигается это за счет того, что в способе изготовления мерных сырцовых гранул, включающем формование цилиндрических заготовок и их подачу на резку с ориентированием под воздействием вибрации поперек направления движения, резку на гранулы осуществляют путем качения цилиндрических заготовок по желобчатой поверхности с одновременньом приложением к ним давления, перпендикулярного к плос10кости качения.
В устройстве для осуществления способа, содержащем вибротранспортер с лентой волноообразного профиля и
15 режущее приспособление, последнее выполнено в виде формовочного транспортера и установленного над ним под острым углом обгонного транспортера, причем рабочий орган формовочного
20 транспортера выполнен из соединенных между собой секций параллельно расположенных полых полуцилиндров с режущими кромками, направленными параллельно продольной оси транспортера.
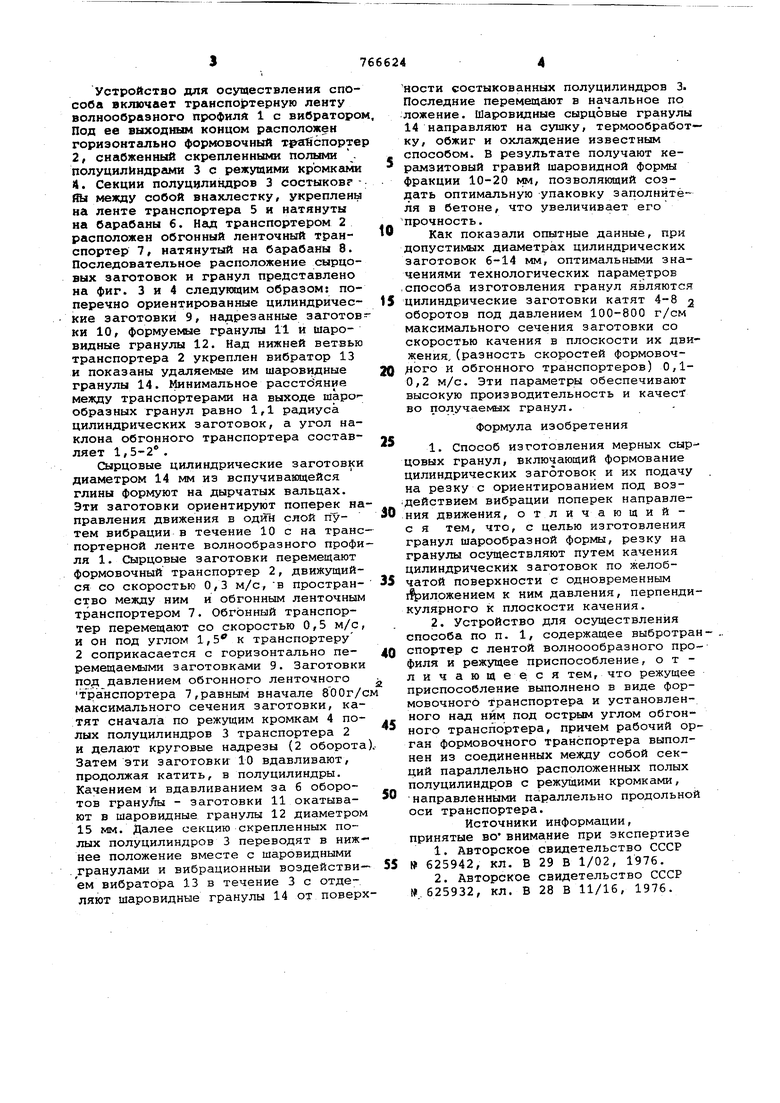
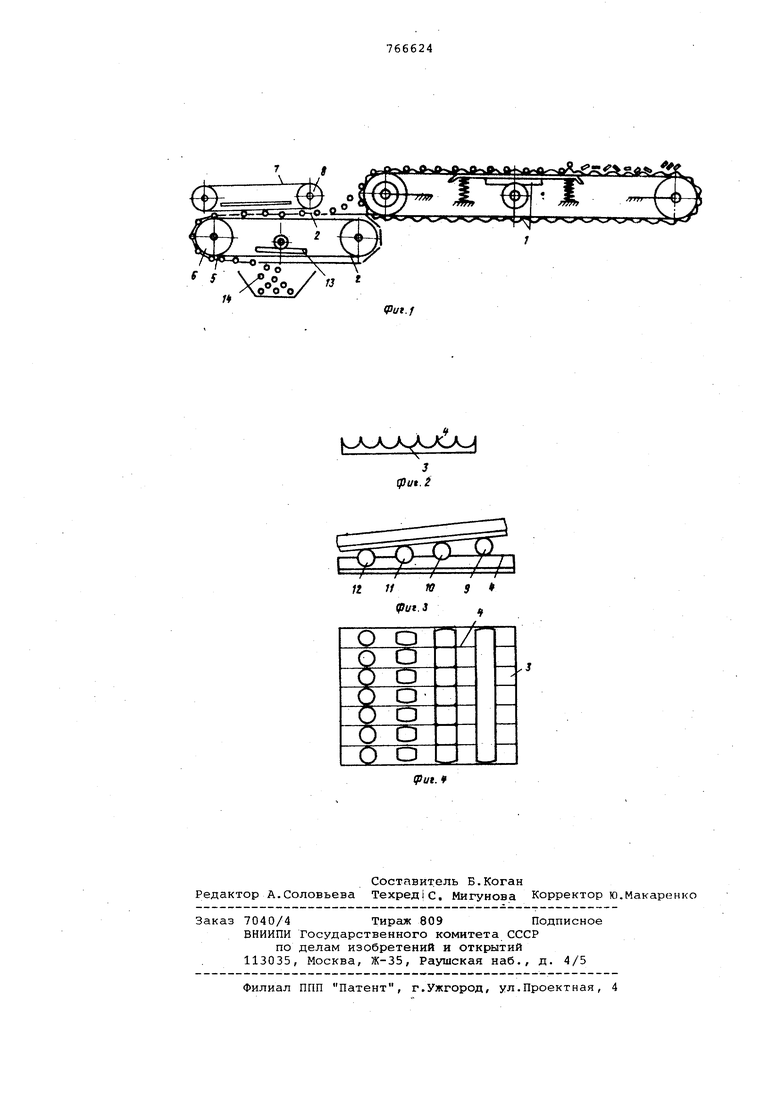
25 На фиг. 1 изображено устройство, общий вид на фиг. 2 - поперечное сечение рабочей ветви формовочного транспортера; на фиг. 3 и 4 показан процесс образования гранул, вид
30 сбоку и в плане. Устройство для осуществления способа включает транспортерную ленту волнообразного профиля 1 с вибраторо Под ее выходным концом расположен горизонтально формовочный Т1 спорте 2, снабженный скрепленными полыми . полуцилиндрами 3 с режущими кромкакш 4. Секции полуцилиндров 3 состыков ЙЫ между собой внахлестку, укреплены на ленте транспортера 5 и натянуты на барабаны 6. Над транспортером 2 расположен обгонный ленточный транспортер 7, натянутый на барабаны 8. Последовательное расположение сырцовых заготовок и гранул представлено на фиг. 3 и 4 следуняцим образом; поперечно ориентированные цилиндрические заготовки 9, надрезанные заготов ки 10, формуемые гранулы 11 и шаровидные гранулы 12. Над нижней ветвью транспортера 2 укреплен вибратор 13 и показаны удаляемые им шаровидные гранулы 14. Минимальное расстояние между транспортерами на выходе шарообразных гранул равно 1,1 радиуса цилиндрических заготовок, а угол наклона обгонного транспортера составляет 1,5-2 . Сырцовые цилиндрические заготовки диаметром 14 мм из вспучивающейся глины формуют на дырчатых вальцах. Эти заготовки ориентируют поперек на правления движения в один слой путем вибрации в течение 10 с на транс портерной ленте волнообразного профи ля 1. Сырцовые заготовки перемещгдат формовочный транспортер 2, движущийся со скоростью 0,3 м/с,В пространство между ним и обгонным ленточным транспортером 7. Обгонный транспортер перемещают со скоростью О,5 м/с, и он под углом 1,5 к транспортеру 2 соприкасается с горизонтально перемещаемыми заготовками 9. Заготовки под давлением обгонного ленточного транспортера 7,равным вначале 800г/с максимального сечения заготовки, катят сначала по режущим кромкам 4 поЛых полуцилиндров 3 транспортера 2 и делают круговые надрезы (2 оборота Затем эти заготовки 10 вдавливают, продолжая катить, в полуцилиндры. Качением и вдавливанием за 6 оборотов гранулы - заготовки 11 окатывают в шаровидные гранулы 12 диаметром 15 мм. Далее секцию скрепленных полых полуцилиндров 3 переводят в нижнее положение вместе с шаровидными .гранулами и вибрационный воздействи- ем вибратора 13 в течение 3 с отделяют шаровидные гранулы 14 от поверх ности состыкованных полуцилиндров 3. Последние перемещают в начальное по ложение. Шаровидные сырцовые гранулы 14 направляют на сушку, термообработку, обжиг и охлаждение известным способом. В результате получают керамзитовый гравий шаровидной формы фракции 10-20 мм, позволяющий создать оптимальную упаковку заполнителя в бетоне, что увеличивает его прочность. Как показали опытные данные, при допустимых диаметрах цилиндрических заготовок 6-14 мм, оптимальными значениями технологических параметров .способа изготовления гранул являются цилиндрические заготовки катят 4-8 2 оборотов под давлением 100-800 г/см максимального сечения заготовки со скоростью качения в плоскости их движения, (разность скоростей формовоч;ioro и обгонного транспортеров) 0,10,2 м/с. Эти параметры обеспечивают высокую производительность и качесТ во получае1уих гранул. Формула изобретения 1.Способ изготовления мерных сырцовых гранул, включающий формование цилиндрических заготовок и их подачу на резку с ориентированием под воздействием вибрации поперек направления движения, отличающийс я тем, что, с целью изготовления гранул шарообразной формы, резку на гранулы осуществляют путем качения цилиндрических заготовок по желобчатой поверхности с одновременным приложением к ним давления, перпендикулярного к плоскости качения. 2.Устройство для осуществления способа по п. 1, содержащее выбротранспортер с лентой волноообразного профиля и режущее приспособление, отличающееся тем, что режущее приспособление выполнено в виде формовочного транспортера и установленного над под острым углом обгонного транспортера, причем рабочий орган формовочного транспортера выполнен из соединенных между собой секций параллельно расположенных полых полуцилиндров с режущими кромками, направленными параллельно продольной оси транспортера. Источники информации, принятые ВО внимание при экспертизе 1.Авторское свидетельство СССР 625942, кл. В 29 В 1/02, 1976. 2.Авторское свидетельство СССР (1,625932, кл. В 28 В 11/16, 1976.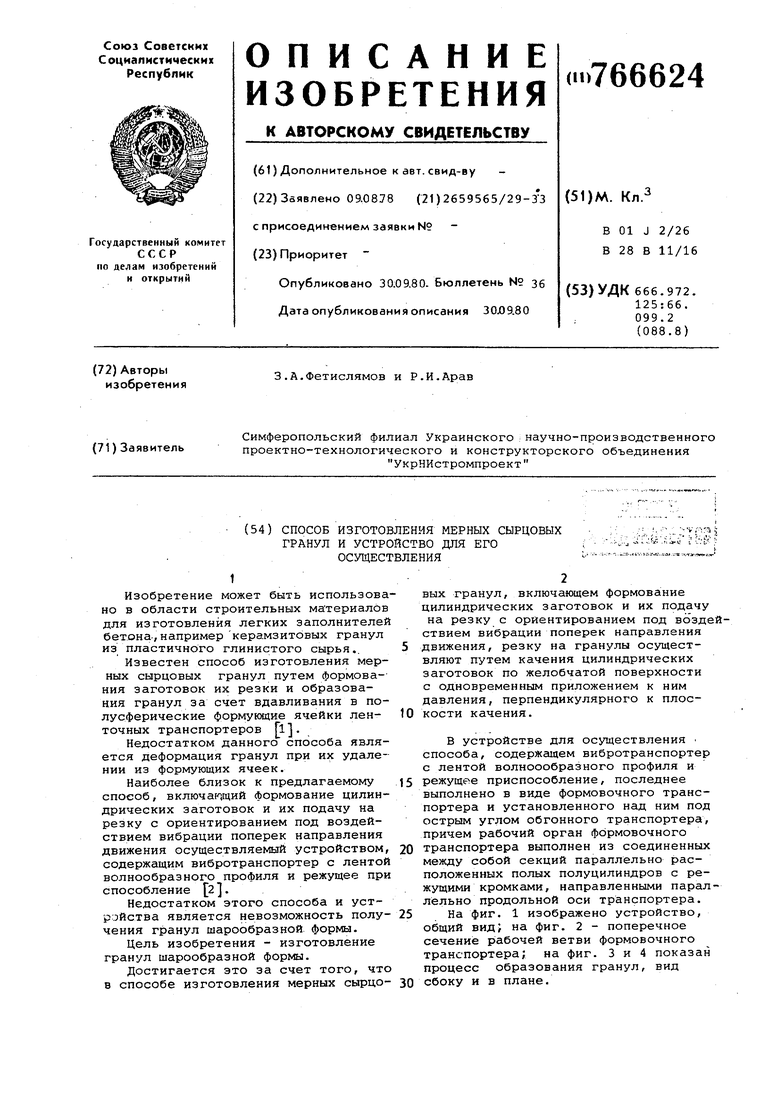
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления мерных сырцовых гранул | 1981 |
|
SU996208A1 |
| Устройство для изготовления сырцовых гранул керамзитового гравия | 1978 |
|
SU727206A1 |
| Способ подачи сырцовых заготовок на резку | 1976 |
|
SU625932A1 |
| Устройство для изготовления мерных гранул керамзитового гравия | 1981 |
|
SU1065210A1 |
| Устройство для изготовления мерных сырцовых гранул | 1978 |
|
SU718153A1 |
| СПОСОБ ПРОИЗВОДСТВА ФИГУРНЫХ ЗАКУСОЧНЫХ ЧИПСОВ | 2014 |
|
RU2588539C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ МАКАРОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094004C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1973 |
|
SU408755A1 |
| Устройство для изготовления минераловатных полуцилиндров | 1982 |
|
SU1044619A1 |
X
3
tput. i
« // to 3 t
(put. 3
