1
Изобретение предназначено для использования в области станкостроения при изготовлении установочных винтов ГОСТ 1476-64.
Известна автоматическая линия изготовления стержневых резьбовых изделий, содержащая устаповленные но техноло ическому циклу и связанные между собой транспортными средствами роликовое правилыю-нодающее устройство, направляющи механизм, устройство дл мерно резки за отовок, ycTpoiicTBO для накатки и обработки торцов затотовок.
Однако такая обеспечивает сравнительно невысокое качество изделий.
изобретения является обеспечение возмо 1С Ости изготовлепия резьбовых изделий со шлицем л повы дение качества готовой продукции.
Достн1ается это тем, что предлагаемая линия носледователь 1о установленным за устройством для накатки i обработки торцов и связа шым; между собой транспортными средствами сортировщиком, двухшпиндельным резьбонакат ым автоматодУ, устройством для ориентации заготовок, щлицепротяжны.м автоматом, моечным агрегатом и вибробу кером, iLpH этом сортировщик и устройство для орие тации связаны есредством м кекторной трубы соответственно с нижним щпиг делем двухитиндельного автомата и щлицепpoтяжпы автоматом, а моечный агрегат соеднпен с вибробу 1 сером н вepxн l. П делем двух пниндельного накатного автомата посредством лепточ юго транснортера и гнже чтора.
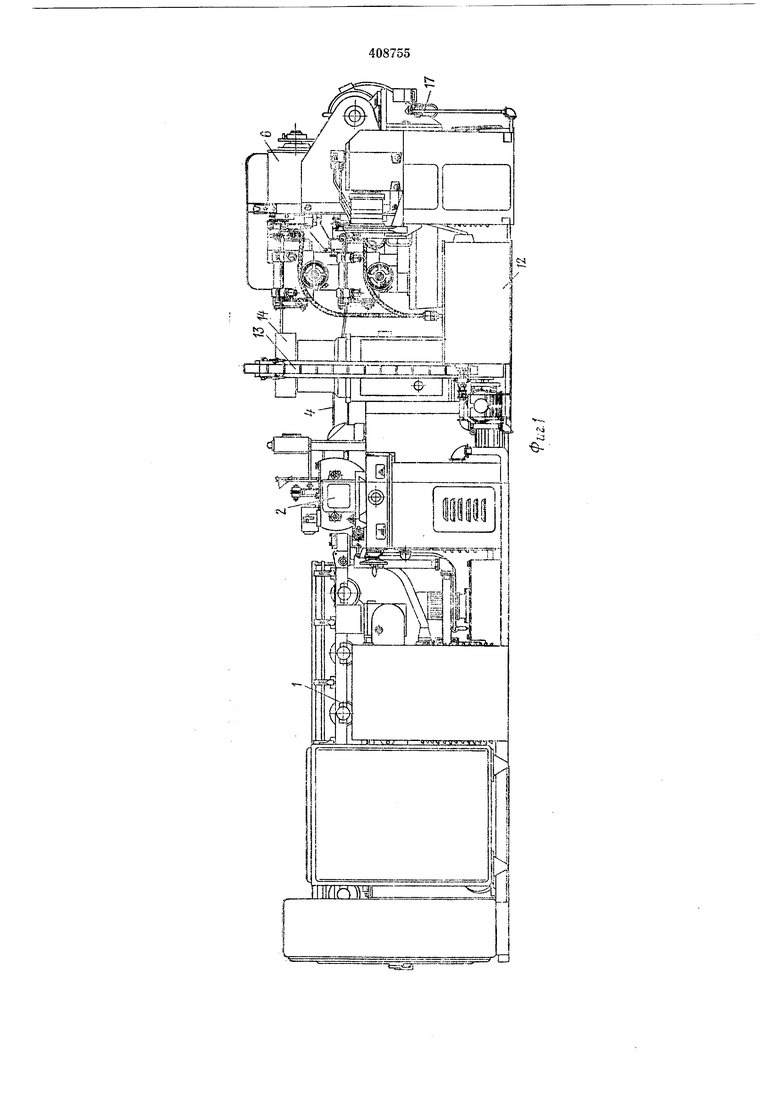
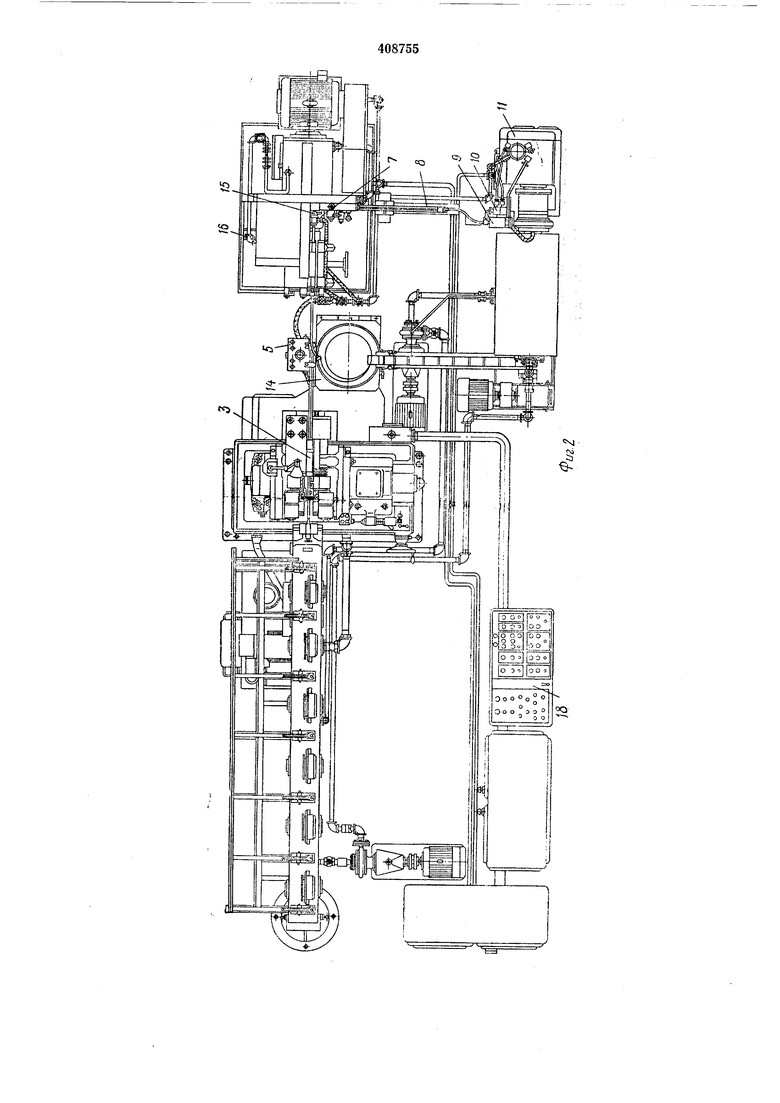
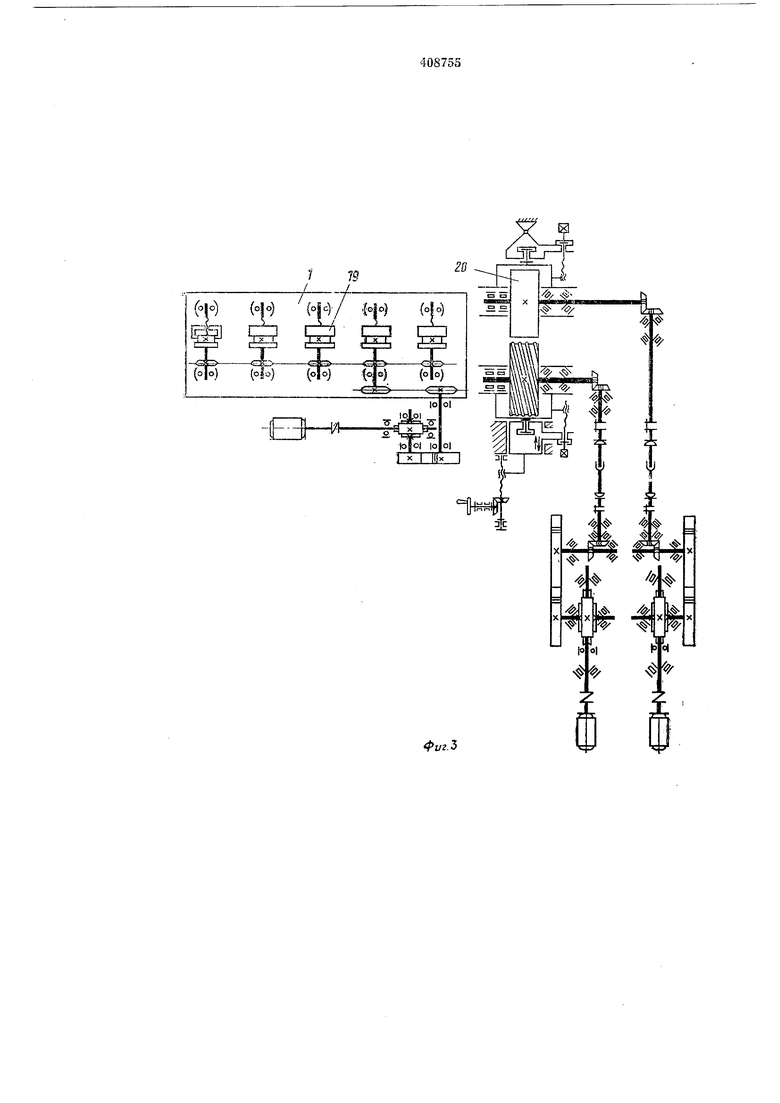
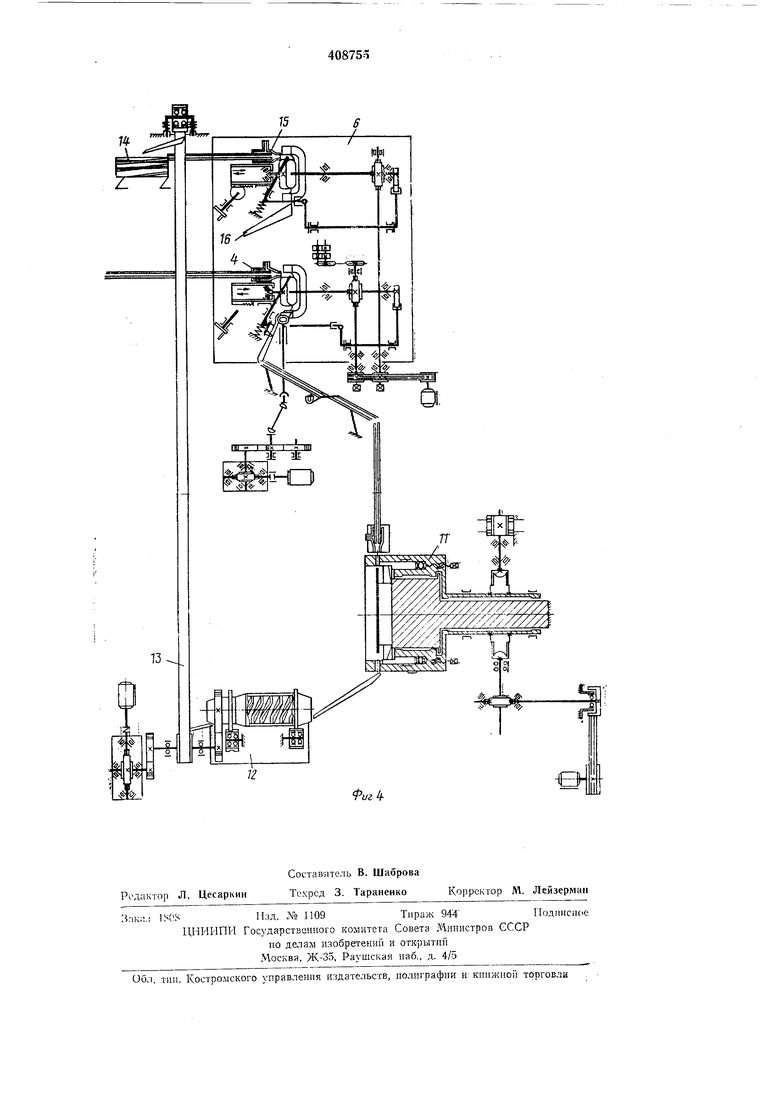
На фиг. 1 схематично изобрал ена редлагаемая автоматическая линия изготовления стерж 1ев 1х резьбовых изделий, фронтальная проекция; на фнг. 2 - то же, сверху; а фи 3, 4 - кинематическая схема.
Автоматическая линия состо т из следу о цих узлов: магазина У; накатно-отрезпого авто ата 2 для понеречно-винтовой прокатки; сорт ровщика 3; транснорт юй трубы с питателем 4 1жекторного типа; привода 5 сортиров цика; двухшниндельного резьбонакатнО ю автомата устройства 7 для I В з дачи деталей типа роликов; вибротранспортера 8; транснорт ой с Н1 тателел 9 пжектор ого с откидыв;по цейся -убкой для передачи за отовок от внбротрапс 1ортера в гнезда трапснортиого барабана пл щеиротяж 1ого автомата; механизм 10 сброса; шли ;епротяж ого автомата //; мойки 12- ленточного тра снортера 13 для передачи от . мащины в в бробу ер М; тра спорттной трубы 15 с питателем инжектор ого лотка 16 сброса отовых деталей; евмооборудования 17 и электрооборудования IS.
Авто,ат1 ческая линия работает следу О 1и М образом.
Прутки поочеред)10 из магазина / роликами 19 подаются в валки 20 накатно-огрезного автомата 2, где производится формирование заготовки изделий. Сформированная заготовка под действием усилия прокатки из валков попадает в капал .сортировщика 3, а затем в транспортиую трубу питателя 4 инжекторного типа. Питатель 4 с иомощью воздуха подает заготовку к нижнему шпинделю двухшпиндельного резьбонакатного автомата, пройдя который накатанная заготовка попадает в устройство 7 для ориентации и выдачи деталей типа роликов, где заготовка захватывается, разворачивается и передается по каналу в вибротрапспортер 8. Поток заготовок на вибротранспортере 8 под действие.м вибрации разделяется, и заготовки но одной поступают в транспортную трубу питателя 9 инжекторного типа, который воздухом досылает заготовку в шлицепротяжный автомат, откуда заготовка попадается в шнековый барабан мойки 12. В мойке вращающийся барабан перемещает заготовку под струей моющей жидкости и сбрасывает в приемную воронку транспортера 13. Транспортер 13 передает заготовки в вибробункер 14, из которого они с помощью питателя с транспортной трубой 15 подаются к верхнему шпинделю верхнего резьбонакатиого автомата 6 п по лотку 16 сбрасываются S Taov.
Предмет изобретения
Автоматическая линия изготовления стержневых резьбовых изделий, содержащая носледовательно установленные по технологическому циклу и связанные между собой транспортными средствами роликовое правильно-подающее устройство, направляющий механизм, устройство для мерной резки заготовок, устройство для накатки и обработки торцов заготовки, отличающаяся тем, что, с целью обеспечения возможности изготовления резьбовых изделий со шлицем и новышения качества получаемых изделий, она снабжена носледовательно установленными за устройством для накатки и обработки торцов и связанны.ми между собой транспортными средствами сортировщиком, двухшпиндельным резьбонакатным автоматом, устройством для ориентации заготовок, шлицепротяжным автоматом, моечным агрегатом и вибробункером, нри это.м сортировщик и устройство для ориентации заготовок связаны посредством инжекторной трубы соответственно с нижним шнинделем
двухшпиндельного накатного автомата и шлицепротяжным автоматом, а моечный агрегат соединен с впбробункером и верхним шнинделем двухшпиндельного накатного автомата посредством ленточного транспортера и инжектора.
«о
if
э
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изго-ТОВлЕНия бОлТОВ | 1979 |
|
SU846052A1 |
| Двухшпиндельный автомат для накатывания резьбы на шпильках | 1980 |
|
SU910295A1 |
| Резьбонакатной станок | 1989 |
|
SU1680424A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Роботизированный комплекс | 1986 |
|
SU1449198A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
| Резьбонакатной автомат | 1988 |
|
SU1632594A1 |