(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ КОРРЕКТИРОВАНИЯ ПОГРЕШНОСТЕЙ ШАГА ХОДОВЫХ ВИНТОВ ПРИ НАРЕЗАНИИ ТОЧНЫХ РЕЗЬБ | 1950 |
|
SU92444A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| МНОГОЭЛЕМЕНТНЫЙ ОБКАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2297319C1 |
| Приспособление для включения самоходной гайки токарного станка при нарезании резьбы | 1929 |
|
SU17971A1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |
| ОБКАТЫВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ С ДЕФОРМИРУЮЩЕЙ ПРУЖИНОЙ | 2005 |
|
RU2297318C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| СПОСОБ МНОГОЭЛЕМЕНТНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2005 |
|
RU2297317C1 |
| СПОСОБ ДАВИЛЬНОЙ УПРУГОЙ ОБРАБОТКИ | 2009 |
|
RU2416478C1 |
1
Изобретение относится к области обработки металлов-давлением, а именно к способам изготовления внутренней и наружной резьбы с высокими упругими показателями путем применения пластической деформации на заготовке.
Известен способ изготовления резьбового соединения, путем установки вставок в виде пружин в предварительно нарезанную резьбу гайки или винта 1.
Недостатком .указанного способа изготовления резьбового соединения является низкая производительность, обусловленная необходимостью проточки на заготовке резьбы, сложным монтажом и низким качеством работы.
Наиболее близким решением из известных является способ производства труб со спиральными ребрами. При этом способе резьбу получают завальцовкой в тело вращающейся заготовки перемещающимся вдоль ее оси роликом захватывающего приспособления спиральной вставки с заданным профилем в поперечном сечении 2.
Недостаток указанного способа заключается в том, что при изготовлении резьбы с высокими упругими свойствами, с повышенной нагрузочной способностью необходима предварительная нарезка резьбы на заготовке, что усложняет технологический процесс и делает способ непроизводительным. Кроме этого, указанный способ не обеспечивает необходимую точность резьбы, а также изготовление резьб на термопластических материалах.
Целью изобретения является повышение точности резьбы, производительности и расширение технологических возможностей.
Указанная цель достигается тем, что одновременно с завальцовкой спиральной вставки ее вдавливают в тело заготовки на глубину, равную половине профиля сечения вставки.
После вдавливания и завальцовки спиральной вставки в тело заготовки производят окончательную механическую обработку профиля резьбы.
Г1ри вдавливании и завальцовке спиральной вставки в тело заготовки ролик закаты20 вающего приспособления или спиральную вставку нагревают до температуры плав.ления термопластичного материала.
Одновременно с вдавливанием и завальцовкой спиральной вставки в тело заготовки производят контактную сварку спиральной вставки с заготовкой.
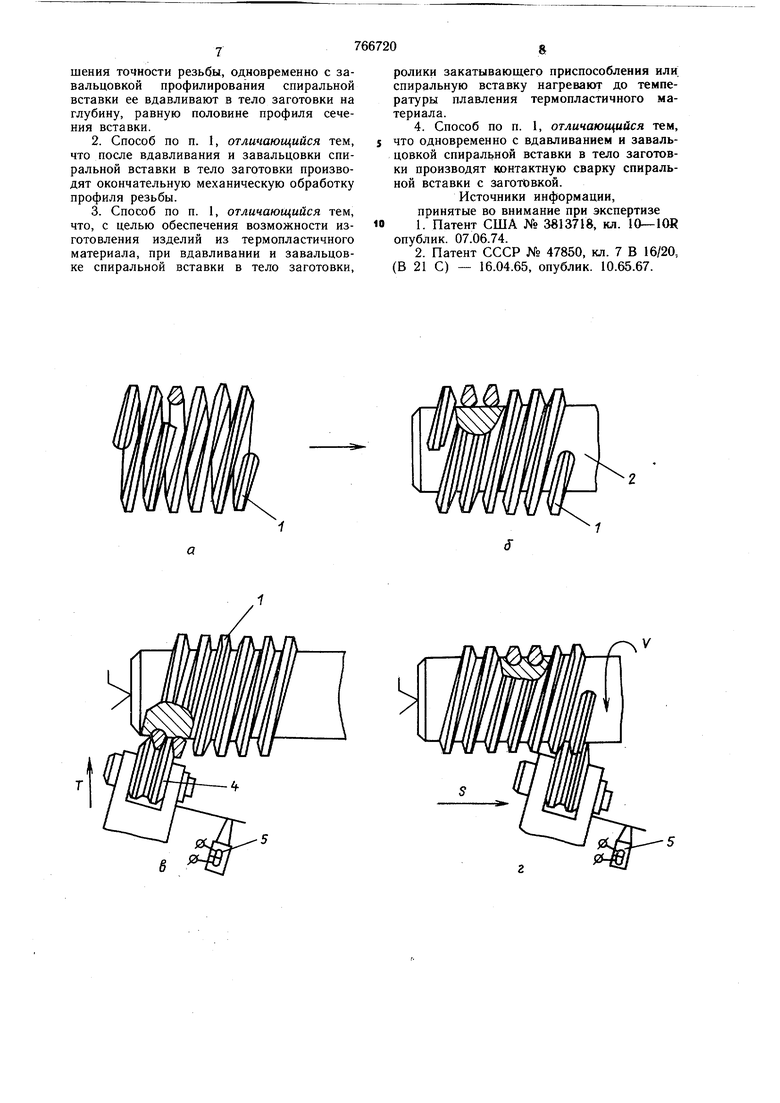
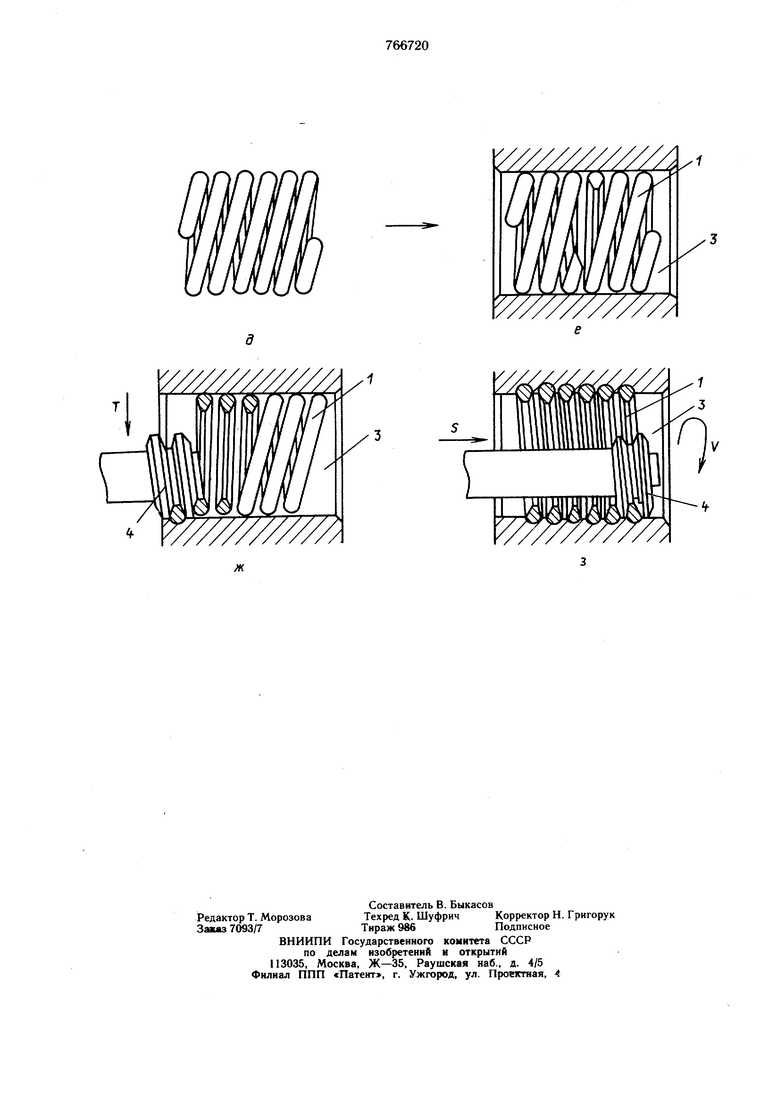
На чертеже а -в показана схема способа изготовления резьбового соединения с наружной или внутренней резьбой.
Способ изготовления резьбового соединения осуществляется следующим образом.
Изготавливают из мягкого материала, например мягкой стали, алюминия, алюминиевого сплава, магниевых и титановых сплавов, латуни, заготовки винта (болта) и гайки. Наружный диаметр заготовки винта равен внутреннему диаметру резьбы, а внутренний диаметр отверстия заготовки гайки равен наружному диаметру резьбы.
Затем производят изготовление спиральных резьбовых ниток 1 (вставок), выполненных в виде пружин из проволоки (см. фиг. а, д), с шагом, равным щагу образуемой резьбы.
Изготавливают спиральные резьбовые нитки 1 из холодностянутой или холоднокатаной стальной проволоки, имеющей высокую твердость, износостойкость и коррозионностойкость. Навивку резьбовых ниток 1 осуществляют на навивочном станке или любом другом, предназначенном для навивки пружин.
Диаметр резьбовой нитки 1 выбирается в зависимости от того, где она будет установлена - на винте или гайке. Если резьбовую нитку 1 устанавливают на заготовку винта 2 (см. фиг. б), то внутренний диаметр резьбовой нитки 1 равен наружному диаметру заготовки винта 2. Если резьбовая нитка 1 устанавливается в гайку 3 (см. фиг. е), то наружный диаметр резьбовой нитки 1 равен диаметру отверстия заготовки гайки 3.
Длину резьбовой нитки 1 выбирают в зависимости от длины образуемой резьбы.
Заготовки винта 2 или гайки 3 устанавливают в патрон или в центрах токарновинторезного станка (на чертеже не показано), а на суппорте станка закрепляется закатывающее приспособление 4, имеющее закатывающий ролик, который установлен под углом к оси заготовки.
После изготовления резьбовых ниток 1 их устанавливают с легким натягом на наружный диаметр заготовки винта 2 (см. фиг. б) или в отверстие заготовки гайки 3 (см. фиг. е). Расстояние от края винта или гайки 3 до начала резьбовой нитки 1 выбирается конструктивно.
Установив резьбовую нитку 1 на винт 2 или гайку 3, к ее началу подводят ролик закатывающего приспособления 4 (см. фиг. в, ж) и вдавливают (запрессовывают) начало резьбовой нитки 1 в тело заготовки винта 2 или гайки 3 на глубину, равную половине профиля сечения проволоки резьбовой нитки 1.
Процесс вдавливания tsanpeccoBKH) проволоки резьбовой нитки 1 происходит следующим образом.
В начальный момент вдавливания резьбовой нитки роликом закатывающего приспособления 4 за счет пластической деформации мягкого материала заготовки винта 2 или гайки 3 происходит выдавливание материала, в результате чего по краям
проволоки образуются выпуклости. При дальнейшем углублении ролика закатывающего приспособления 4 эти выпуклости завальцовываются периферийными поверхностями ролика, тем самым прочно фиксируя проволоку резьбовой нитки 1 в теле заготовки винта 2 или гайки 3. После вдавливания начала резьбовой нитки 1 заготовке винта 2 или гайки 3 сообщают вращательное движение (см. фиг. г, з), а ролику закатывающего приспособления - пе ремещение на щаг образуемой резьбы. При этом происходит вдавливание и одновременное завальцовывание резьбовой нитки 1 в тело заготовки винта 2 или гайки 3. Таким образом происходит образование резьбы в винте 2 и гайке 3.
Для интенсификации и ускорения процесса вдавливания и завальцовки резьбовой нитки 1 ролику закатывающего приспособления 4 сообщают вибрацию, например, ультразвуковым магнитострикционным
S вибратором.
Для повыщения точности образующего профиля резьбы винта 2 или гайки 3 после процесса вдавливания и завальцовки резьбовых ниток производят окончательную
J чистовую механическую обработку профиля резьбы методом точения резцом, щлифованием и т. д.
С целью образования резьбы в термопластичных материалах (винипласт, капро5 лон, полиэтилен, органическое стекло и т. п.) используемых, например, в оборудовании химической промыщленности, производят нагрев ролика закатывающего приспособления 4, а затем осуществляют вдавливание резьбовых ниток 1 в заготовку винта 2 или гайки 3.
Можно производить и разогрев резьбовой нитки 1, а затем вдавливать ее роликом закатывающего приспособления 4 в заготовку.
Для повыщения производительности процесса можно навивку резьбовых ниток 1 на заготовку и вдавливание в тело заготовки винта 2 или гайки 3 производить одновременно. Для этого навиваемую проволоку 3 подают из барабана (на чертеже не
показан) непосредственно под ролик закатывающего приспособления 4, и конец резьбовой нитки после образования резьбы необходимой длины обрезается.
С целью надежной и прочной фиксации навиваемой проволоки на заготовке винта 2 или гайке 3 ее приваривают контактной сваркой к поверхности заготовки. Устроство контактной сварки подключается к заготовке винта 2 или гайки 3 и к ролику закатывающего приспособления 4.
Пример. Изготавливалась резьба со следующими основными параметрами:
Профиль резьбы Полукруглый и трапецеидальный
Шаг резьбы, мм3,0 и 2,5
Наружный диаметр, мм 48 Средний диаметр, мм46,7
Внутренний диаметр, мм 45,8 Высота профиля, мм1,08
Материал заготовки винта и гайки: Сплав Д16 ГОСТ 4784-74 Латунь ЛС59-1 ГОСТ 15527-70 Капролон В ТУ 6-05-988-73. Материал спиральной резьбовой нитки - высоколегированная коррозионная сталь 40X13 проволока 2,0 Т ГОСТ 18143-72.
Изготовление резьбы производилось на токарно-винторезном станке 1К62М. Заготовку винта (изготавливались 3 заготовки - из сплава Д16, латуни и капролона) устанавливали в патрон станка и производили обточку наружного диаметра до размера 45,825 мм.
Затем производили обточку заготовки гайки (также 3 заготовки) в патроне станка. После получения заготовки винта и гайки изготовили спиральные резьбовые нитки. Резьбовые нитки были выполнены в виде пружин, навитых также на станке 1К62М. Были изготовлены спиральные резьбовые нитки следующих размеров, мм: Для винта;
Внутренний диаметр 45,835-0,3 Наружный диаметр 49,835-0,3 Шаг навивки3-06
Длина пружины 50-1 Для гайки:
Наружный диаметр ,3 Внутренний диаметр 44 -0,3 Заготовка винта закреплялась в патроне станка, а на наружный диаметр ее устанавливалась резьбовая нитка. Конец заготовки винта поддерживался люнетом и центром. В суппорт станка закреплялось закатывающее приспособление, содержащее держатель и закатывающий ролик диаметром 20 мм. Установив резьбовую нитку на заготовку винта, подводили к началу атой нитки закатывающий ролик, а поперечной подачей суппорта вдавливали (запрессовывали) конец -резьбовой нитки в тело заготовки винта на глубину, равную половине диаметра проволоки резьбовой нитки, т. е. на.1 мм.
Затем, не отводя суппорта с закатывающим роликом от заготовки, включали станок, при этом сообщали вращение заготовке и продольную подачу суппорту с закатывающим приспособлением на шаг, равный 3 мм. Таким образом производили вдавливание (запрессовку) резьбовой нитки в тело заготовки винта. В результате получили винт с резьбой полукруглого профиля.
Аналогич«о производили изготовление резьбы на поверхности заготовки гайки.
Производилось также изготовление резьбы без предварительного получения спиральной резьбовой нитки. Для этого проволока 5 диаметром 2 мм поступала непосредственно из катушки через тормозящие щечки, установленные на суппорте под закатывающий ролик, который наматывал подаваемую проволоку на заготовку и одновременно вдавливал ее в тело заготовки, образовывая резьбу.
Таким образом осуществили образование резьбы на заготовке из латуни и капролона. Причем при изготовлении резьбы на заготовке из капролона вдавливание производили нагретым роликом до температуры 300-500°С.
Применение предлагаемого способа изготовления резьбового соединения по сравнению с существующими способами обеспечит следующие преимущества.
0
Повышается производительность процесса образования резьбы в результате отсутствия необходимости нарезания стандартной резьбы на винте и гайке. При применении непосредственной навивки проволоки резьбовой нитки на заготовку винта или гайки также значительно повысится производительность процесса. Повысится точность резьбового соединения ввиду жесткой фиксации витков вдавливаемой резьбовой нитки в тело винта и гайки в сравнении с конструкцией, где на стандартную резьбу свободно устанавливается промежуточное звено в виде вставки.
Повысится технологичность процесса за счет устранения нетехнологичных приемов,
5 например монтаж резьбовой вставки с натягом в резьбу гайки.
Резьбовое соединение обладает высокими прочностными, демпфирующими и компенсационными свойствами в результате тоjj го, что используется прочный и износостойкий материал резьбовых ниток, устанавливаемых в мягкий материал тела винта или гайки.
Экономический эффект, в результате внедрения способа, достигается за счет повышения производительности и технологичности, обеспечивающих надежность, прочность и долговечность резьбового соединения.
Формула изобретения
ролики закатывающего приспособления или спиральную вставку нагревают до температуры плавления термопластичного материала.
Источники информации, принятые во внимание при экспертизе
а
//////////Л
У7//////////Л
Л
