В основном авт. св. №91709 описан способ корректирования погрешностей ходового винта при нарезании точных резьб без применения корректировочной линейки на основе использования самих погрешностей ходового винта посредством применения составной из отдельных взаимодействующих звеньев маточной гайки.
Предлагаемое приспособление является усовершенствованием предложенного способа.
В этом приспособлении корректирование погрешностей ходового винта осуществляется путем автоматического выравнивания погрешностей посредством составной маточной гайки, отдельные звенья которой связаны в плоскости, параллельной оси ходового винта, системой шарнирных равноплечих рычагов, предназначенных для осуществления взаимного дополнительного поворота отдельных звеньев в ту или другую сторону при наличии разности шагов ведущих ниток нарезки ходового винта.
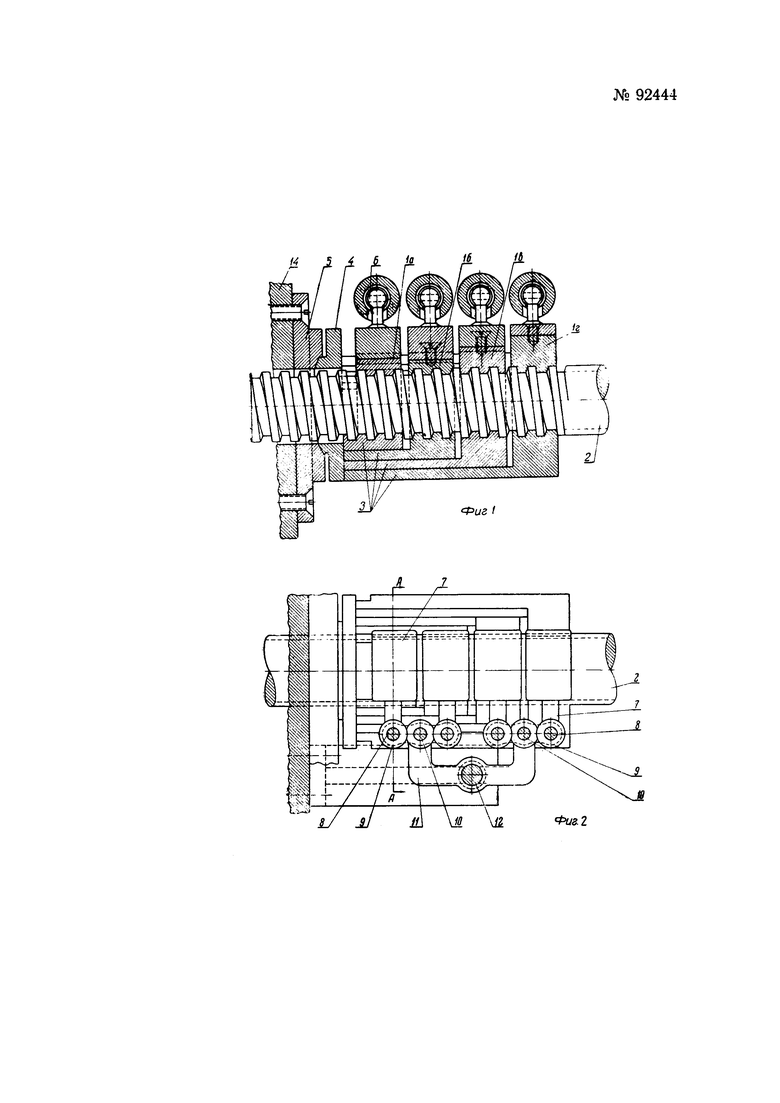
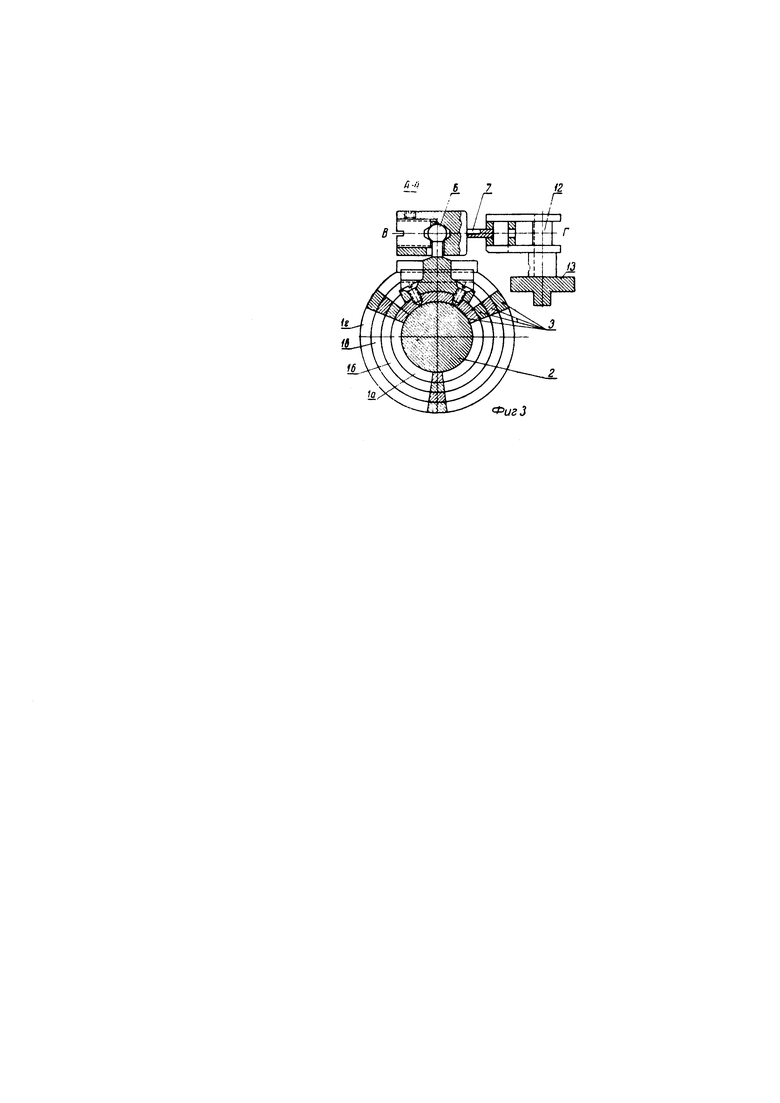
На фиг. 1 изображено приспособление к токарному станку для корректирования погрешностей шага ходовых винтов в сечении по оси ходового винта; на фиг. 2 - вид на приспособление сверху; на фиг. 3 - разрез по А-А на фиг. 2.
Маточная гайка продольной подачи токарного станка выполнена составной из отдельных звеньев 1a, 1б, 1в и 1 г, последовательно размещенных на ходовом винте 2. Все звенья гайки вынесены за пределы фартука станка и посредством упорных выступов 3 взаимодействуют с суппортом станка в осевом направлении. Для того чтобы упорные выступы всех звеньев одновременно могли входить в контакт с суппортом, выступы разных звеньев имеют возрастающую длину, а сами звенья гайки выполнены с последовательно возрастающими наружными диаметрами, причем упорные выступы размещены на их торцах так, чтобы выступы каждого последующего звена могли проходить над наружной поверхностью предыдущего звена (фиг. 3). Выступы симметрично размещены по окружности звеньев гайки под углом 120°. Выступы всех звеньев взаимодействуют с суппортом через сферическую вращающуюся шайбу 4 и опорное кольцо 5, вместо которых для лучшей работы приспособления может быть установлен кольцевой упорный шариковый подшипник.
Все звенья посредством сферических пальцев 6 попарно шарнирно связаны через тяги 7 и шарниры 8 с коромыслами 9 (показаны на фиг. 2 пунктиром), которые в свою очередь посредством шарниров 10 связаны с общим коромыслом 11, укрепленным на оси 12, монтированной на кронштейне 13, который жестко установлен на суппорте 14.
Все коромысла выполнены поворотными в плоскости ВГ (фиг. 3).
Все звенья маточной гайки находятся при движении суппорта на различных нитках ходового винта, которые могут иметь различные величины шагов (в пределах точности их изготовления). Вследствие этого звено, которое в данный момент находится на участке винта с наибольшим среди всех звеньев шагов будет опережать все остальные звенья и являться ведущим по отношению к суппорту, воздействуя на него своими упорными выступами.
Все звенья в процессе работы стремятся провернуться вместе с винтом, но удерживаются системой коромысел, связывающих их в угловом отношении с суппортом. Пока момент трения в резьбе всех звеньев примерно одинаков, никаких изменений в положении коромысел не происходит. Как только одна из гаек получила вследствие опережения большую осевую нагрузку, чем остальные, момент трения в ее резьбовом соединении с винтом возрастает, обеспечивая некоторый поворот звена гайки в сторону отвертывания (т.е. в сторону вращения винта) и вызывая тем самым ее некоторое отставание; при этом вследствие наличия связывающих все звенья шарнирных коромысел, все остальные звенья должны будут несколько повернуться в сторону завертывания, т.е. несколько забежать вперед, приняв на себя соответствующую часть нагрузки по перемещению суппорта. В результате перемещение суппорта всегда должно происходить по некоторой выравненной, примерно средней, величине шага ходового винта на отрезке его длины, на которой расположены в данный момент звенья составной гайки.
1. Приспособление к токарному станку для корректирования погрешностей шага ходовых винтов при нарезании точных резьб для осуществления способа по основному авт. св. №91709, отличающееся тем, что, с целью осуществления автоматического выравнивания движения суппорта станка по среднему значению шага ходового винта, отдельные звенья составной маточной гайки связаны в плоскости, параллельной их оси, системой шарнирных равноплечих рычагов, предназначенных для осуществления взаимного дополнительного поворота отдельных звеньев в ту или другую сторону при наличии разности шагов ведущих ниток нарезки ходового винта.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью обеспечения возможности одновременного взаимодействия всех звеньев составной гайки с суппортом, звенья гайки выполнены с постепенно возрастающим, по мере удаления от суппорта, наружным диаметром и снабжены на торцовой поверхности, обращенной к суппорту, тремя симметрично расположенными по окружности упорными выступами расчетной длины.
3. Форма выполнения приспособления по пп. 1 и 2, отличающаяся тем, что, с целью уменьшения трения в месте контакта упорных выступов звеньев гайки с суппортом в плоскости, перпендикулярной оси ходового винта, применен кольцевой упорный шариковый подшипник, помещенный на суппорте соосно с ходовым винтом.
