Изобретение относится к технике профилирования алмазных многониточных кругов, предназначенных для бесцентрового шлифования резьбовых деталей, в частности ферритовых подстроечников.
Известно устройство для электроэрозионного профилирования алмазных кругов, заключающееся в том, что на графитовых или медньж электродах нарезается профиль, который с опреде ленной погрешностью методом-копирования переносится на алмазный круг под действием электрических импульсов. Электрод-инструмент при этом установлен на оправке и связан с приводом вращения tl|.
Недостатками известного изобретения являются невысокая точность профилирования и высокая трудоемкость изготовления профильного электрода.
Целью изобретения является повы.шение точности профилирования алмазного круга на металлической связке, предназначенного для бесцентрового резьбопшифовального станка, сокращение затрат на изготовление правящего инструмента.
Указанная цель достигается тем, что в устройстве для профилирования алмазных кругов, в котором электрод, установленный наоправке, связан с приводом вращения, на электрод-инструмент наносят нeJкoльцё- вые профильные канавки, а1 езьбовые шагом, равным шагу кольцевых ка навок профилируемого круга, приче1У электрод установлен на неподвижной оправке и соединен с ней посредствой
, резьбового соединения с таким же шагом резьбы, что и на поверхности электрода и такого же направления по насадке скольжения.
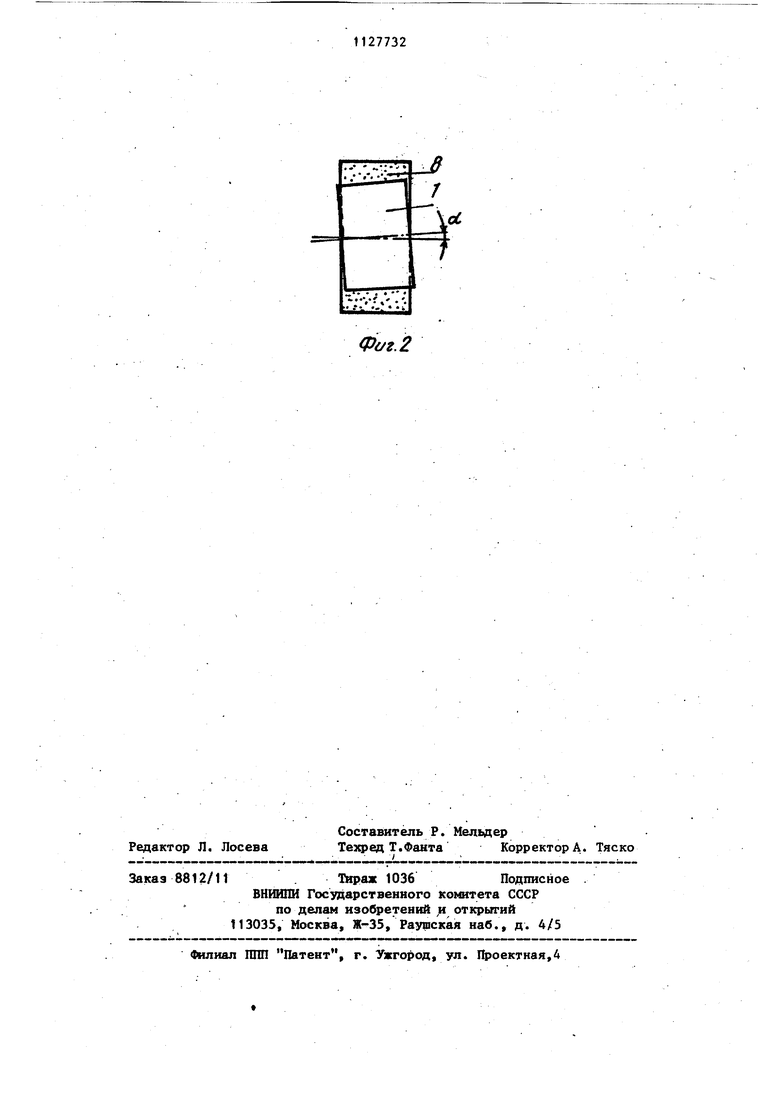
На фиг.1 изображено устройство, продольный разрезу на фиг.2 - представлен вариант гфофилирования альизного круга при установке правящего электрода-инструмента на угол ,.в( равньй углу установки опорного ножа бесцентрового р1езьбошпифовального станка (углу наклона резьбы обрабатываемых деталей)..
Устройство содержит электродинструмент 1, соединенный посредство болтов с гайкой 2, и установленный на неподвиясной оправке 3 по посадке скольжения, Рабочее вращение электро осуществляется посредством маховика
4, червячной передачи 5, зубчатой передачи 6 и поводка 7. Импульсное напряжение от генератора Г подается на электрод и на профилируемый алмазный круг 8,
Устройство работает следующим образом.
При подаче напряжения от генерат ра в мёжэлектродный зазор (положительный полюс подается на алмазньй инструмент, а отрицательный. - на электрод) электрод-инструмент 1 подается на врезание во вращающийся алмазный круг на полную высоту профиля электрода. При этом под действием электрических импульсов профиль электрода обгорает быстрее, чем успевает сформироваться профиль на, алмазном круге. .
После подачи электрода на врезание осуществляется рабочая круговая подача электрода-инструмента путем вращения за маховичок 4 червячную передачу 5, цилиндрическую зубчатую передачу 6 и пово-Дрк 7. .
Электрод-инструмент, имеющий наружную рабочую поверхность в виде резьбы (например, правого направления) при медленном вращении получает осевое- перемещение относительн жестко закрепленной оправки 3 за счет резьбового, соединения гайки 2 с оправкой.
Вследствие того, что резьба на поверхности электрода и на оправке имеют одинаковый шаг и одинаковое напавление, вершины профиля электрода в зоне контакта с алмазным кругом находятся в одной плоскости и профилируют кольцевые канавки на последнем под действием электрических импульсов« По. мере вращения электрода-инструмента на алмазном инструменте происходит заглубление .профиля и процесс заканчивается при полном формировании глубины ниток алмазного круга. Формирование профили осуществляется в пределах одного оборота правящего электрода-инструмента. .
Для оправки алмазного круга по поверхности гиперболоида вращения с кольцевыми канавками электрод устанавливается с наклоном на угол ,с(- (угол наклона опорногонож при резьбошлифовании на бесцентровых станках, которьй обычно находится в пределах 1-4). Минимальнал погрешность профиля гиперболоидной поверхности многониточного алмазного круга получается в случае jjaseHCTBa угла подъема резьбовой НИТКИ электрода углу наклона ножа при бесцентровом резьбошлифовании и (что то же) углу наклона электрода относительно алмазного круга (фиг.2).
Пример практического применения предлагаемого устройства на модернизированном станке модели ЗЕ12М ц,ля эрозионной правки: на цилиндрической поверхности алмазного круга АПП 300)«40)(127М1 АСР 50/40 100% требуется спрофилирОЕать кольцевые канавки шагом S 0,5 мм, глубиной профиля 0,3 мм с углом при вершине профиля , т.е. на инструменте необходимо иметь :по всей длине 80 продольных канавок.
П р им еча н и е: После профилирования многониточный алмазньш круг устанавливается на бесцентрово шлифовальный станок (посадочные конуса планшайб взаимозаменяемые) и выполняет операцию нарезки резьбы шагом 0,5 мм на ферритовых подстроечниках 6 мм, : 20 мм,глубиной профиля 0,25-0,3 мм с углом подъема резьбовой нитки на .
На наружной поверхности латунного электрода-инструмента -0 70 мм, имеющего высоту 42 мм нарезана треугольная резьба правая шагом 0,5 мм с глубиной профиля 1,5 мм (84 нитки) Глубокий профиль канавок электродаинструмента изготовлен для компенсации погрешности при обгорании верпшн ниток. Некоторое отклонение формы профиля электрода-инструмента и и профиля алмазного круга имеет мест даже на мягких чистовых режимах работы генератора.
Электрод-инструмент (фиг.1) соединен с оправкой по посадке скольжения ф 56 мм .и метрической резьбой ,5. В качестве источника электрических импульсов при профилировании применен генератор ШГИ20/440 со ступенчатым диапазоном частот 1-440 КГЦ. После врезания на глубину профиля электрода (с учетом его сгорания) осуществляется его рабочее вращательно.е движение, первоначально на грубом режиме генератора, а затем на более тонких режимах, при этом профилируемый алмазньй круг вращается со скоростью 105 об/мин. Правка требуемого профиля на алмазном круге является длительным процессом (в течение 5-6 ч), при этом электрод-инструмент пговррачиваётся пределах одного оборота, и переме1цается на неподвижной оправке не более 0,5 мм (шага резьбы), а профилирующие нитки на электроде позволяют выжигать на алмазном инструменте кольцевой (не резьбовой) профиль..
Разработанное устройство позволяет вьшолнить профилирование алмазного многонитрчного круга по гиперболоиду вращения. В этом случае электрод-инструмент -развернут по отношению к алмазному кругу (или наоборот на угол (угол наклона резьбы на ферритовом подстроечнике, равньш -углу наклона опорного ножа бесцентрового резьбоишифовального станка).
Пр им е ч а ни е: Профилирование по гиперболоиду вращения може осуществляться так же путем поворота на угол ei. шлифовальной бабки с алмазным кругов.
Преимуществами предлагаемого устройства для электроэрозионного профилирования являются в основном повышение точности и снижение трудоемкости профилирования.
Повыщение точности профилирования алмазных многониточных кругов осуществляется за счет повьшения точной рабочей поверхности электрода-инструмента, так как точность изготовления резьбового профиля выше, чем нарезание профильных канавок в большом количестве с малой погрешностью шага, глубины ниток и форме профиля гребешков. Применение устройства позволяет повысить качество изготовления профилирующего электрода-инструмента, повысить точность изготовления алмазных многониточных кругов, позволяет профилировать круги по форме профильного риперболоида вращения при соответствии угла наклона оси профилирующего ролика углу подъема резьбовой нитки обрабатываемого ферритовопо подстроечника.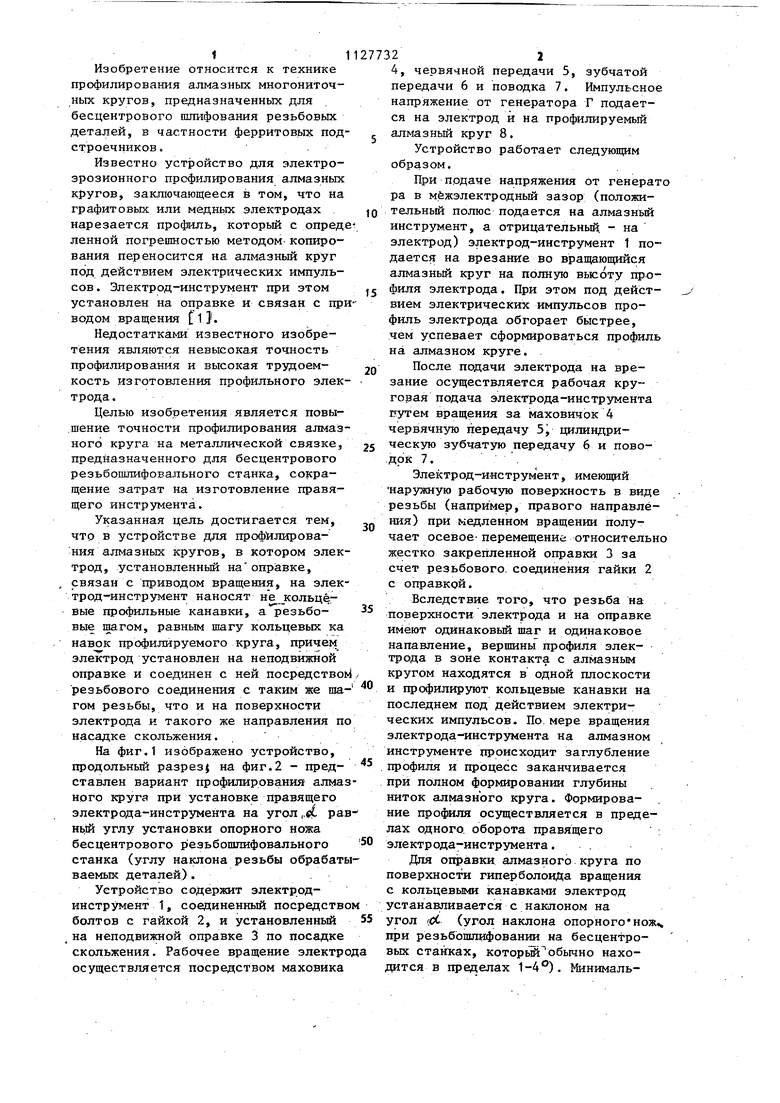
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| Способ многониточного резьбошлифования | 1981 |
|
SU975397A1 |
| Устройство для наружного бесцентрового резьбошлифования | 1984 |
|
SU1238948A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184646C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2640688C1 |
| Ролик для накатки многониточного резьбошлифовального круга | 1982 |
|
SU1144859A1 |
| Способ электроэрозионного профилирования алмазных кругов | 1986 |
|
SU1342640A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184645C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ПРОФШШРОВАНИЯ АЛМАЗНЫ КРУГОВ, в котором установленный на оправке электрод-инструмент связан с приводом вращения, отличаю- щ е е с я тем, что, .с целью повышения точности профилирования и снижения трудоемкости при профилировании многониточных кругов, рабочая поверхность электрода-инструмента выполнена в виде резьбы с шагом, равньм шагу кольцевых канавок профилируемого круга, при этом электрод-инструмент соединен с установленной неподвижно оправкой, резьбой того же шага и направления по посадке скольжения. pSft ajtfmafivv . mwfffo/гвлн евие Злеюпрюд- attcmftyi Mm noMce vffeMfofut ,ff tfTjo0ft« Резьда ftflaSa
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чачин В.Н | |||
| и Дорофеев В.Д | |||
| Профилирование алмазных пшифовапьных кругов | |||
| Минск, Наука и техника, 1974, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
