(54) СПОСОБ ПРИШЛИФОВКИ РАБОЧИХ ПОЯСКОВ ТОРЦОВ
ВАЛОВ ВАКУУМНЫХ КАМЕР ТЕКСТИЛЬНЫХ ОТДЕЛОЧНЫХ
МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к ремонту, монтажу и обслуживанию текстильных отделочных машин, приемам этих работ и приспособлениям для них и может быть использовано в текстильной промышленности.
Известны способы пришлифовки (доводки) деталей машин при ремонте, заключающиеся в том, что соответствующие детали снимаются с машины и устанавливаются на специальный доводочный станок, где они доводятся до требуемых размеров путем трения по абразиву 1.
Однако они не могут быть применены для пришлифовки деталей в сборе на работающей и выдающей продукцию машине.
Пришлифованные рабочие пояски (вид А н,а фиг. 1J трением о плоскую торцовую пластину изнашиваются, а материал за пределами пояска не выбирается, что ведет к исчезновению рабочего пояска и, как следствие, к нарушению герметизации камеры.
В настояшее время материал за пределами рабочего пояска удаляют только сняв вал и поставив его на товарный станок. После установки вала назад на машину вновь приходится начинать пришлифовку, так как вал без погрешности установить
нельзя. Это приводит практически к полной невозможности иметь одновременно и качественные рабочие пояски и их нахождение в нужной торцовой плоскости.
Кроме того, снятие деталей и обработка их на доводочном станке, пусть даже в один размер, не позволит выдержать строгое совпадение обработанных поверхностей при последующей сборке машины. При этом доводка на станке вызывает простои оборудования.
Известен способ пришлифовки рабочих
10 поясков торцов валов вакуумных камер текстильных отделочных машин по торцовым уплотнительным пластинам на работающей машине, состоящий во вращении прижатых к уплотнительным пластинам и друг к другу
15 валов с подачей смазочно-охлаждающей жидкости в зону трения 2.
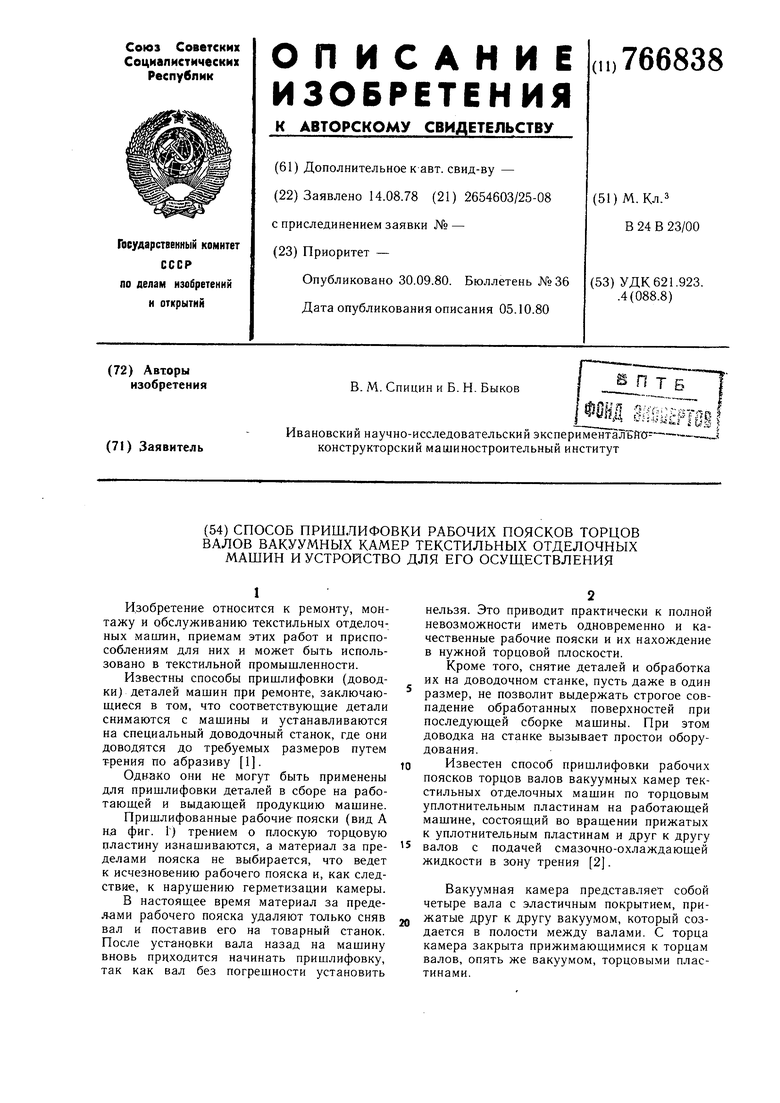
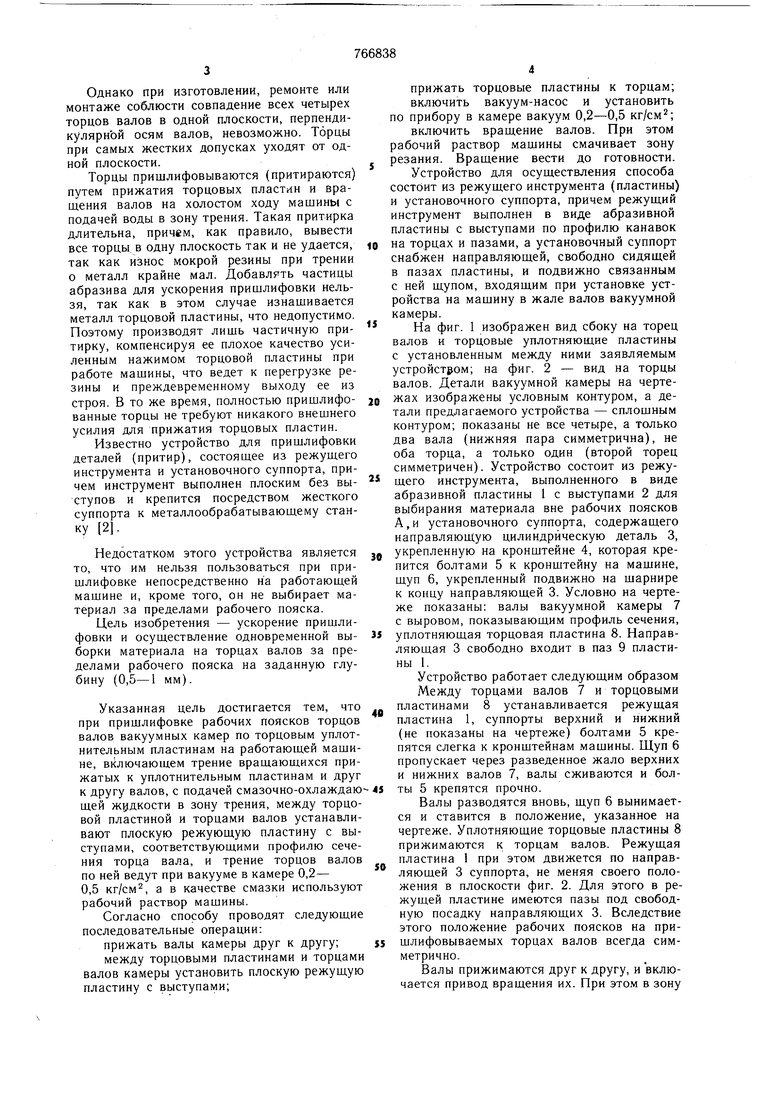
Вакуумная камера представляет собой четыре вала с эластичным покрытием, прижатые друг к другу вакуумом, который соз20дается в полости между валами. С торца камера закрыта прижимающимися к торцам валов, опять же вакуумом, торцовыми пластинами. Однако при изготовлении, ремонте или монтаже соблюсти совпадение всех четырех торцов валов в одной плоскости, перпендикулярной осям валов, невозможно. Торцы при самых жестких допусках уходят от одной плоскости. Торцы пришлифовываются (притираются) путем прижатия торцовых пластин и вращения валов на холостом ходу машины с подачей воды в зону трения. Такая притирка длительна, причем, как правило, вывести все торцы в одну плоскость так и не удается, так как износ мокрой резины при трении о металл крайне мал. Добавлять частицы абразива для ускорения пришлифовки нельзя, так как в этом случае изнашивается металл торцовой пластины, что недопустимо. Поэтому производят лишь частичную притирку, компенсируя ее плохое качество усиленным нажимом торцовой пластины при работе машины, что ведет к перегрузке резины и преждевременному выходу ее из строя. В то же время, полностью пришлифованные торцы не требуют никакого внешнего усилия для прижатия торцовых пластин. Известно устройство для пришлифовки деталей (притир), состоящее из режушего инструмента и установочного суппорта, причем инструмент выполнен плоским без выступов и крепится посредством жесткого суппорта к металлообрабатывающему станку 2. Недостатком этого устройства является то, что им нельзя пользоваться при пришлифовке непосредственно на работающей машине и, кроме того, он не выбирает материал за пределами рабочего пояска. Цель изобретения - ускорение пришлифовки и осуществление одновременной выборки материала на торцах валов за пределами рабочего пояска на заданную глубину (0,5-1 мм). Указанная цель достигается тем, что при пришлифовке рабочих поясков торцов валов вакуумных камер по торцовым уплотнительным пластинам на работающей машине, включающем трение вращающихся прижатых к уплотнительным пластинам и друг к другу валов, с подачей смазочно-охлаждаю шей жудкости в зону трения, между торцовой пластиной и торцами валов устанавливают плоскую режующую пластину с выступами, соответствующими профилю сечения торца вала, и трение торцов валов по ней ведут при вакууме в камере 0,2- 0,5 кг/см , а в качестве смазки используют рабочий раствор машины. Согласно способу проводят следующие последовательные операции: прижать валы камеры друг к другу; между торцовыми пластинами и торцами валов камеры установить плоскую режущую пластину с выступами; прижать торцовые пластины к торцам; включить вакуум-насос и установить по прибору в камере вакуум 0,2-0,5 кг/см ; включить вращение валов. При этом рабочий раствор машины смачивает зону резания. Вращение вести до готовности. Устройство для осуществления способа состоит из режущего инструмента (пластины) и установочного суппорта, причем режущий инструмент выполнен в виде абразивной пластины с выступами по профилю канавок на торцах и пазами, а установочный суппорт снабжен направляющей, свободно сидящей в пазах пластины, и подвижно связанным с ней щупом, входящим при установке устройства на мащину в жале валов вакуумной камеры. На фиг. 1 изображен вид сбоку на торец валов и торцовые уплотняющие пластины с установленным между ними заявляемым устройством; на фиг. 2 - вид на торцы валов. Детали вакуумной камеры на чертежах изображены условным контуром, а детали предлагаемого устройства - сплошным контуром; показаны не все четыре, а только два вала (нижняя пара симметрична), не оба торца, а только один (второй торец симметричен). Устройство состоит из режущего инструмента, выполненного в виде абразивной пластины 1 с выступами 2 для выбирания материала вне рабочих поясков А,и установочного суппорта, содержащего направляющую цилиндрическую деталь 3, укрепленную на кронщтейне 4, которая крепится болтами 5 к кронштейну на машине, щуп 6, укрепленный подвижно на шарнире к концу направляющей 3. Условно на чертеже показаны: валы вакуумной камеры 7 с выровом, показывающим профиль сечения, уплотняющая торцовая пластина 8. Направляющая 3 свободно входит в паз 9 пластины 1. Устройство работает следующим образом Между торцами валов 7 и торцовыми пластинами 8 устанавливается режущая пластина 1, суппорты верхний и нижний (не показаны на чертеже) болтами 5 крепятся слегка к кронщтейнам машины. Щуп 6 пропускает через разведенное жало верхних и нижних валов 7, валы сживаются и болты 5 крепятся прочно. Валы разводятся вновь, щуп 6 вынимается и ставится в положение, указанное на чертеже. Уплотняющие торцовые пластины 8 прижимаются к торцам валов. Режущая пластина 1 при этом движется по направляющей 3 суппорта, не меняя своего положения в плоскости фиг. 2. Для этого в режущей пластине имеются пазы под свободную посадку направляющих 3. Вследствие этого положение рабочих поясков на пришлифовываемых торцах валов всегда симметрично. Валы прижимаются друг к другу, и включается привод вращения их. При этом в зону