(54) ИНСТРУМЕНТ ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ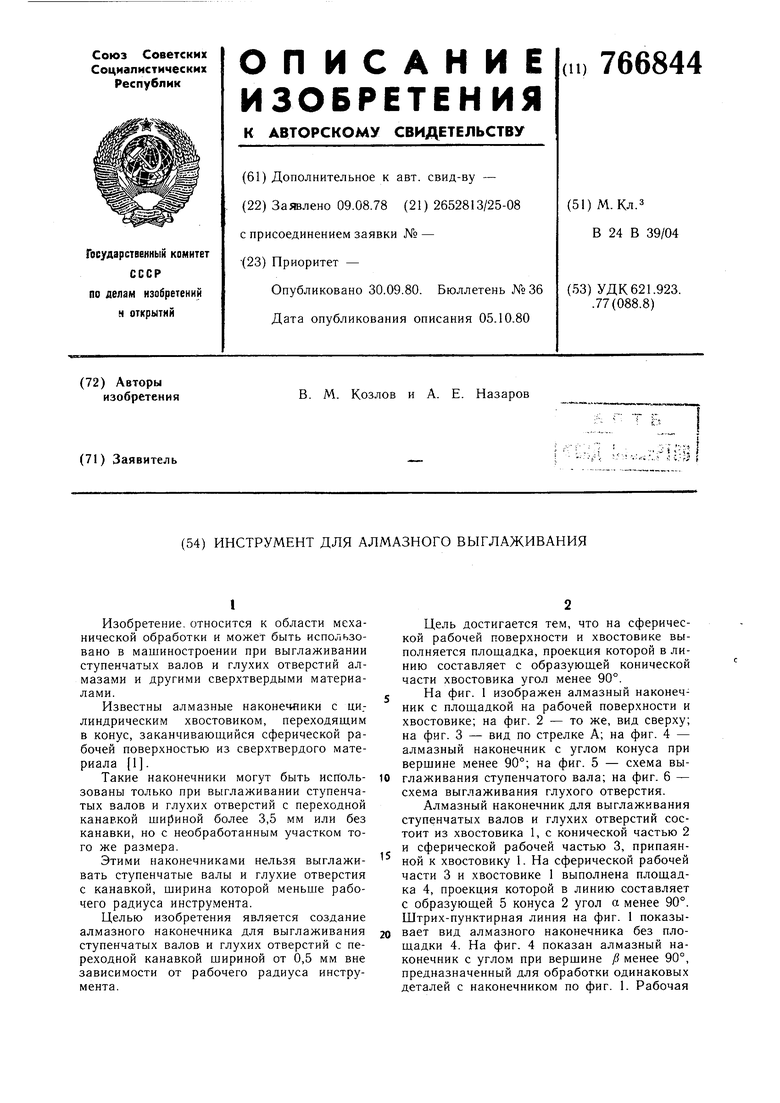
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВЫГЛАЖИВАНИЕМ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2011 |
|
RU2466846C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ НАНОПОРОШКА АЛМАЗА | 2009 |
|
RU2439186C2 |
| Инструмент для алмазного выглаживания | 1978 |
|
SU878537A2 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Инструмент для выглаживания | 1975 |
|
SU653099A1 |
| Алмазное сверло | 1981 |
|
SU965792A1 |
| Устройство для выглаживания поверхностейдЕТАлЕй | 1979 |
|
SU818838A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| Способ поверхностного пластического деформирования | 1985 |
|
SU1243934A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2570137C2 |
I
Изобретение, относится к области механической обработки и может быть использовано в машиностроении при выглаживании ступенчатых валов и глухих отверстий алмазами и другими сверхтвердыми материалами.
Известны алмазные наконечники с ци.линдрическим хвостовиком, переходящим в конус, заканчивающийся сферической рабочей поверхностью из сверхтвердого материала 1.
Такие наконечники могут быть использованы только при выглаживании ступенчатых валов и глухих отверстий с переходной канавкой щириной более 3,5 мм или без канавки, но с необработанным участком того же размера.
Этими наконечниками нельзя выглаживать ступенчатые валы и глухие отверстия с канавкой, щирина которой меньше рабочего радиуса инструмента.
Целью изобретения является создание алмазного наконечника для выглаживания ступенчатых валов и глухих отверстий с переходной канавкой щириной от 0,5 мм вне зависимости от рабочего радиуса инструмента.
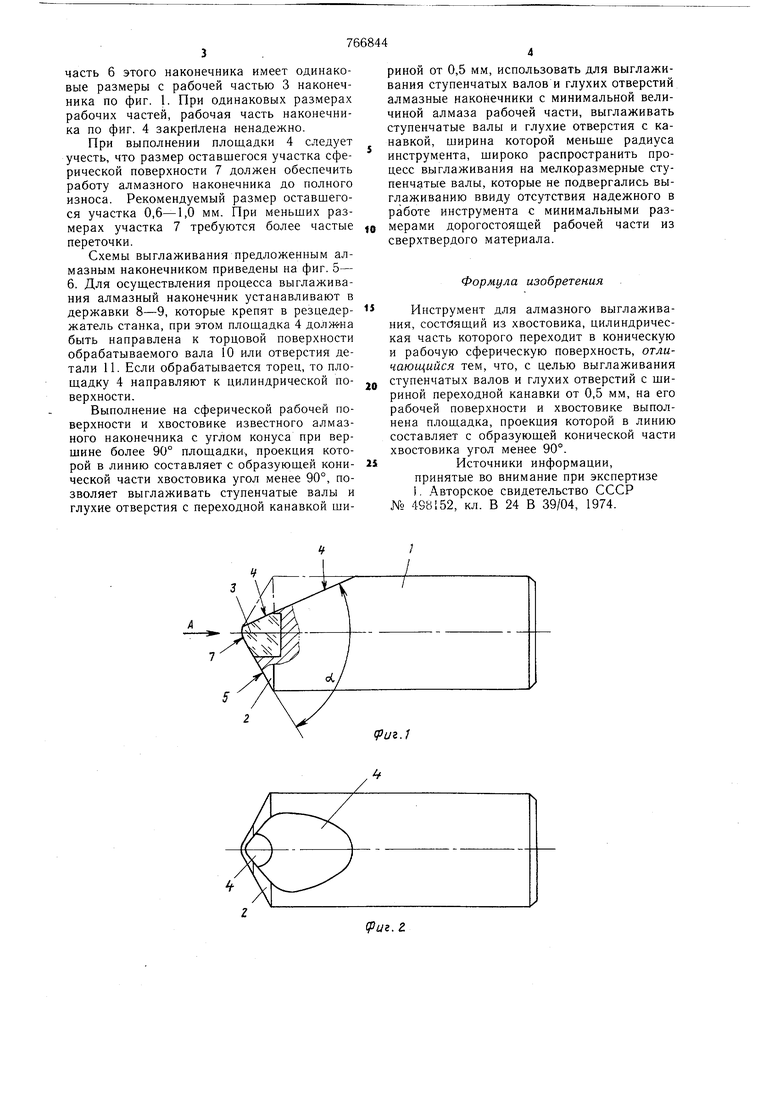
Цель достигается тем, что на сферической рабочей поверхности и хвостовике выполняется площадка, проекция которой в линию составляет с образующей конической части хвостовика угол менее 90°. сНа фиг. 1 изображен алмазный наконечник с площадкой на рабочей поверхности и хвостовике; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид по стрелке А; на фиг. 4 - алмазный наконечник с углом конуса при верщине менее 90°; на фиг. 5 - схема выглаживания ступенчатого вала; на фиг. 6 - схема выглаживания глухого отверстия.
Алмазный наконечник для выглажмвания ступенчатых валов и глухих отверстий состоит из хвостовика 1, с конической частью 2 и сферической рабочей частью 3, припаянной к хвостовику 1. На сферической рабочей части 3 и хвостовике 1 выполнена площадка 4, проекция которой в линию составляет с образующей 5 конуса 2 угол а менее 90°. Штрих-пунктирная линия на фиг. 1 показывает вид алмазного наконечника без площадки 4. На фиг. 4 показан алмазный наконечник с углом при верщине / менее 90°, предназначенный для обработки одинаковых деталей с наконечником по фиг. 1. Рабочая
часть 6 этого наконечника имеет одинаковые размеры с рабочей частью 3 наконечника по фиг. I. При одинаковых размерах рабочих частей, рабочая часть наконечника по фиг. 4 закреплена ненадежно.
При выполнении площадки 4 следует учесть, что размер оставшегося участка сферической поверхности 7 должен обеспечить работу алмазного наконечника до полного износа. Рекомендуемый размер оставшегося участка 0,6-1,0 мм. При меньших размерах участка 7 требуются более частые переточки.
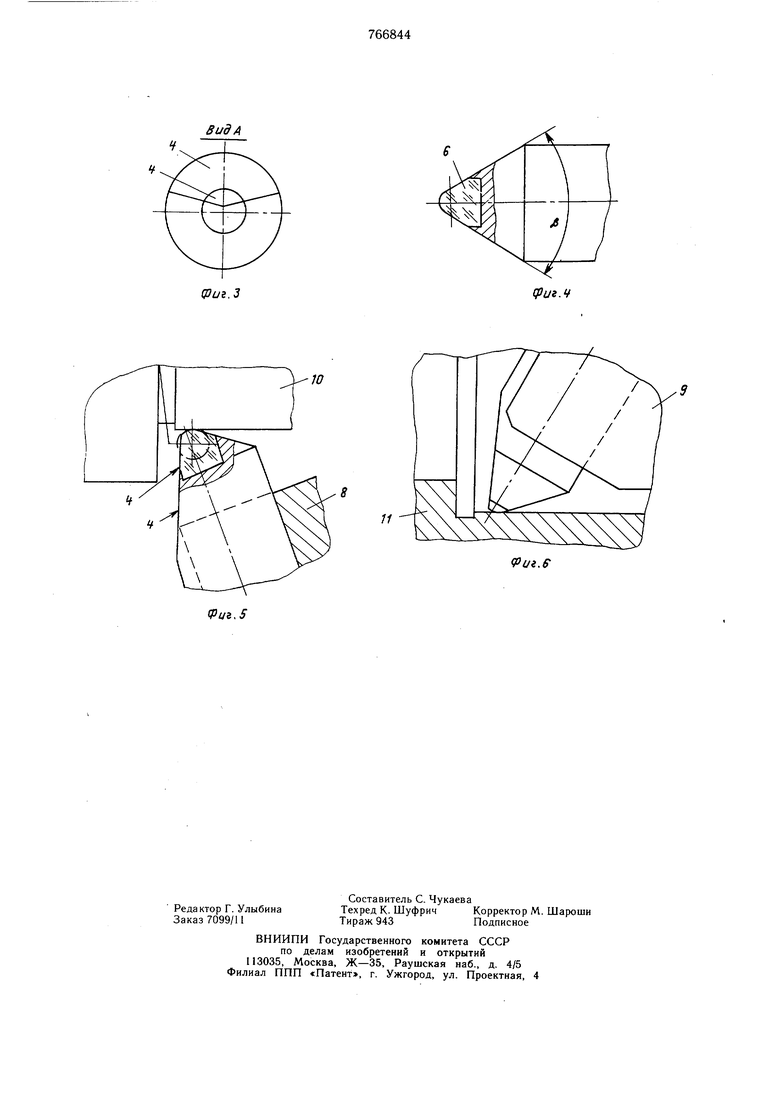
Схемы выглаживания предложенным алмазным наконечником приведены на фиг. 5- 6. Для осуществления процесса выглаживания алмазный наконечник устанавливают в державки 8-9, которые крепят в резцедержатель станка, при этом площадка 4 долж-на быть направлена к торцовой поверхности обрабатываемого вала 10 или отверстия детали 11. Если обрабатывается торец, то площадку 4 направляют к цилиндрической поверхности.
Выполнение на сферической рабочей поверхности и хвостовике известного алмазного наконечника с углом конуса при вершине более 90° плошадки, проекция которой в линию составляет с образующей конической части хвостовика угол менее 90°, позволяет выглаживать ступенчатые валы и глухие отверстия с переходной канавкой шириной от 0,5 мм, использовать для выглаживания ступенчатых валов и глухих отверстий алмазные наконечники с минимальной величиной алмаза рабочей части, выглаживать ступенчатые валы и глухие отверстия с канавкой, ширина которой меньше радиуса инструмента, широко распространить процесс выглаживания на мелкоразмерные ступенчатые валы, которые не подвергались выглаживанию ввиду отсутствия надежного в работе инструмента с минимальными размерами дорогостоящей рабочей части из сверхтвердого материала.
Формула изобретения
Инструмент для алмазного выглаживания, состоящий из хвостовика, цилиндрическая часть которого переходит в коническую и рабочую сферическую поверхность, отличающийся тем, что, с целью выглаживания
Q ступенчатых валов и глухих отверстий с шириной переходной канавки от 0,5 мм, на его рабочей поверхности и хвостовике выполнена площадка, проекция которой в линию составляет с образующей конической части хвостовика угол менее 90°.
SИсточники информации,
принятые во внимание при экспертизе i. Авторское свидетельство СССР № 498152, кл. В 24 В 39/04, 1974.
(риг.1
В ид А
(Риг.з
§
е
(риг. If
Pifi.f
