2. Способ поп.1,отличаю- щ и и с я тем, что в качестве деформирующих инструментов используют нические ролики, причем последние устанавливают меньшими основаниями к
I
Изобретение относится к металлообработке, а именно к технологии упрочняюще-отделочной обработки обкатыванием и- выглаживанием.
Известны способы поверхностного пластического деформирования обкаты- ванием и выглаживанием, при которых 1инструмент внедряют в обрабатываемую (Поверхность детали и им сообщают взаимное относительное перемещение в направлении главного двилсения и подачи.
Для создания необходимого давлет- |ния в зоне контакта инструмента с обрабатываемой поверхностью при оптимальном усилии поджатия., приходится увеличивать кривизну профиля деформирующего элемента. Это снижает производительность обработки и приводит к увеличению неровностей вновь создаваемого микрорельефа.
В случае деформирования поверхностного слоя выглаживающим инструментом трение скольжения оказывает решающее значение на стойкость инструмента и качество обработанной поверхности, что вызывает необходимость выглаживать с малыми усилиями и соответственно применять инструмент с малым рад1-гусом кривизны рабочей поверхности. По этой причине способ выглаживания является низкопроизводительным.
Глубина внедрения инструмента в обрабатываемую поверхность ограничивается углами вдавливания, которые Взаимно связаны с кривизной профиля деформирующего элемента. Чем больше Кривизна профиля деформирующего эле- Мент а, тем при меньщей глубине внедрения инструмента в поверхность достигаются допустимые углы вдавливания Увеличение переднего угла вдавлива- НИя вызывает интенсивное наращивание металла (образование волны) со стоканавке таким образом, чтобы их оси проходили через мнимые вершины конических поверхностей, образующихся на обрабатываемой поверхности от прохода указанных роликов.
роны необработанной поверхности, а увеличение заднего- угла вдавливания приводит к образованию более глубокого микрорельефа. При уменьщении глубины внедрения инструмента снижается степень упрочнения и интенсивность сглаживания неровностей.
Известен . способ поверхностного деформирования одновременно несколькими инструментами разного профиля, установленньми вслед друг за другом, при котором производят поэлементное формирование следа (при обкатывании, при выглаживании).
Одновременное деформирование сглаживающим инструментом упрочненных участков, прилегающих к следу (канавке ), требует приложения значительных усилий. Кроме того, колебания
инструмента, связанные с деформированием исходных неровностей, является : причиной наличия дефектов на обработанной поверхности, в частности волнистости.
Цель изобретения - повьщ1ение качества обработки за счет регулировки, углов вдавливания деформирущих инструментов.
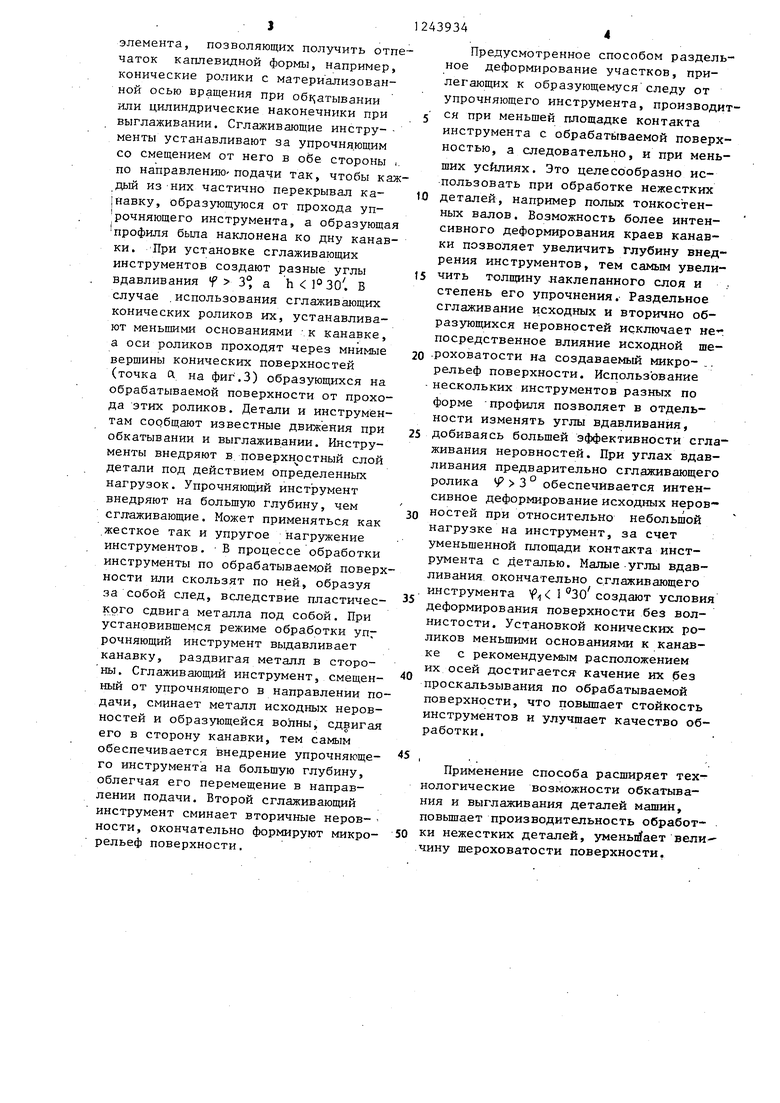
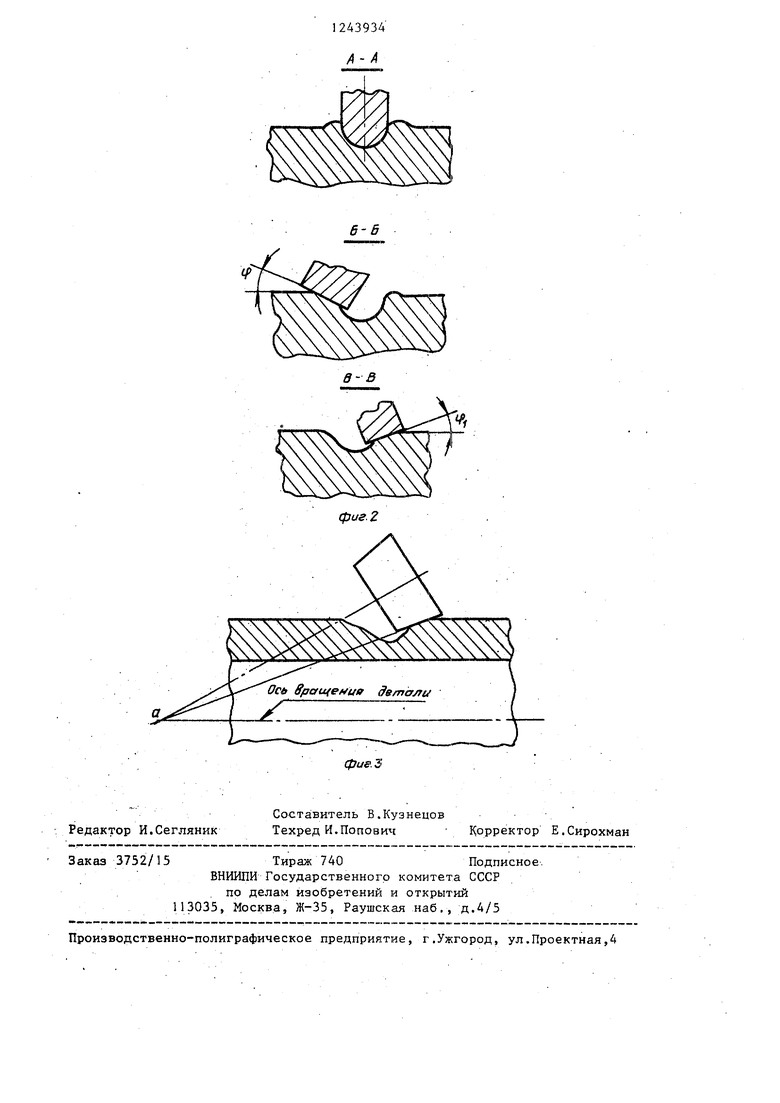
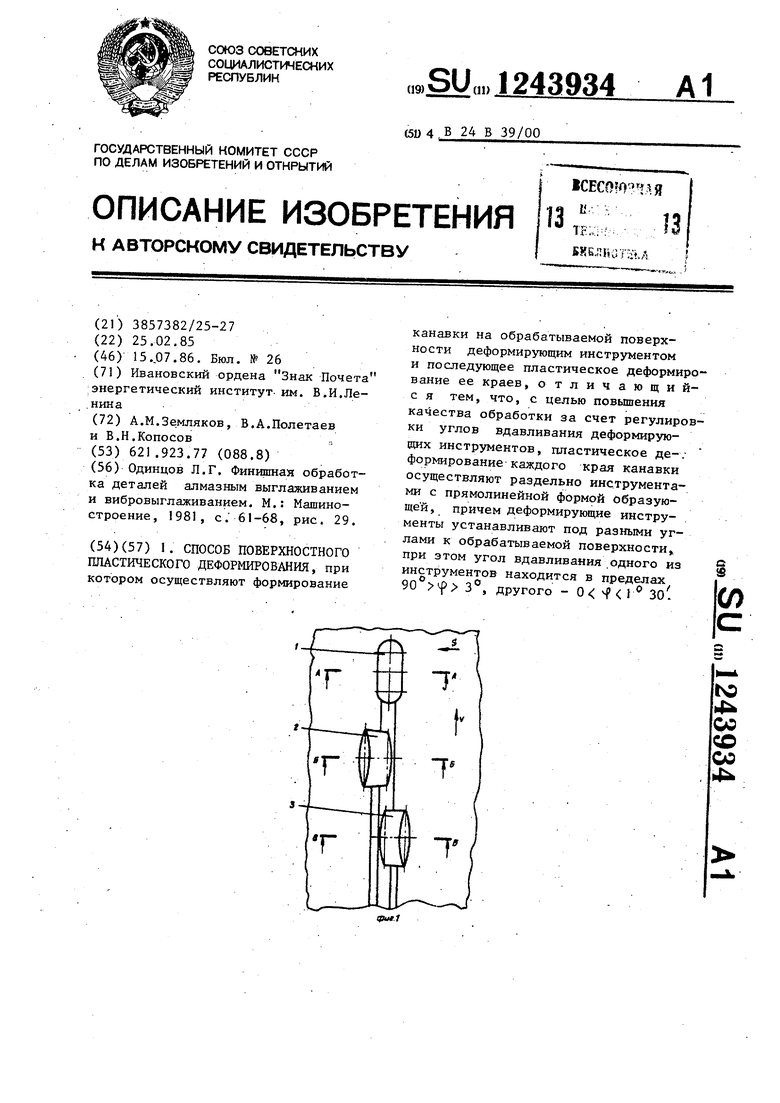
На фиг. показана схема уст.ановки инструментов (роликов) на участке обрабатываемой поверхности; на фиг.2 схемь поэлементного формирования следа: упрочняющим А-А, сглаживающим Б-Б, сглаживающим В-В; на фиг.Зсхема установки сглаживающего конического ролика.
По предлагаемому способу используют по крайней мере один упрочняющий инструмент 1, имеющий деформирующий элемент с криволинейным про- филем большой кривизны, например шарик при обкатываниг. или сферический наконечник при выглаживании и два. сгла кивающих инструмента 2 и 3 с прямолинейным профилем деформирующего
элемента, позволяющих получить отпчаток каплевидной формы, например, конические ролики с матери ализован- ной осью вращения при об1 атывании или цилиндрические наконечники при выглаживании. Сглаживающие инстру- - менты устанавливают за упрочня.ющим со смещением от него в обе стороны по направлению подачи так, чтобы каждый из НИХ частично перекрывал ка- |Навку, образующуюся от прохода уп- рочняющего инструмента, а образующая профиля бьша наклонена ко дну канавки. При установке сглаживающих инструментов создают разные углы вдавливания f 3° а В случае .использования сглаживающих конических роликов их, устанавливают меньшими основаниями -к канавке, а оси роликов проходят через мнимые вершины конических поверхностей (точка и на фиг.З) образующихся на обрабатываемой поверхности от прохода этих роликов. Детали и инструментам сообщают известные движения при обкатывании и выглаживании. Инструменты внедряют в поверхн остный слой детали под действием определенных нагрузок. Упрочняющий инструмент внедряют на большую глубину, чем сгл-аживающие. Может применяться как жесткое так и упругое нагружение инструментов. В процессе обработки инструменты по обрабатываемой поверхности или скользят по ней, образуя за собой след, вследствие пластического сдвига металла под собой. При установившемся режиме обработки упг рочняющий инструмент вьщавливает канавку, раздвигая металл в сторо- ны. Сглаживающий инструмент, смещенный от упрочняющего в направлении подачи, сминает металл исходных неровностей и образующейся волны, сдвигая его в сторону канавки, тем самым обеспечивается внедрение упрочняющего инструмента на большую глубину, облегчая его перемещение в направлении подачи. Второй сглаживающий инструмент сминает вторичные неров- ности, окончательно формируют микрорельеф поверхности.
Предусмотренное способом раздельное деформирование участков, прилегающих к образующемуся следу от упрочняющего инструмента, производит- ся при меньшей площадке контакта инструмента с обрабатываемой поверхностью, а следовательно, и при меньших усилиях. Это целесообразно использовать при обработке нежестких
деталей, например полых тонкостенных валов. Возможность более интенсивного деформирования краев канавки позволяет увеличить глубину внедрения инструментов, тем самым увеличить толщину лаклепанного слоя и степень его упрочнения. Раздельное сглаживание исходных и вторично образующихся неровностей исключает нег посредственное влияние исходной ше.роховатости на создаваемый микро- ..
рельеф поверхности. Использование нескольких инструментов разных по форме профиля позволяет в отдельности изменять углы вдавливания,
добиваясь большей эффективности сглаживания неровностей. При углах вдавливания предварительно сглаживающего ролика Р 3 ° обеспечивается интенсивное деформирование исходных неров-
ностей при относительно небольшой нагрузке на инструмент, за счет уменьшенной площади контакта инструмента с деталью. Малые-углы вдавливания окончательно сглаживающего инструмента Н 1 °30 создают условия деформирования поверхности без волнистости. Установкой конических роликов меньшими основаниями к канавке с рекомендуемым расположением их осей достигается- качение их без проскальзывания по обрабатываемой поверхности, что повышает стойкость инструментов и улучшает качество обработки.
,
Применение способа расширяет технологические возможности обкатывания и выглаживания деталей машин, повьш1ает производительность обработки нежестких деталей, уменьшает величину шероховатости поверхности.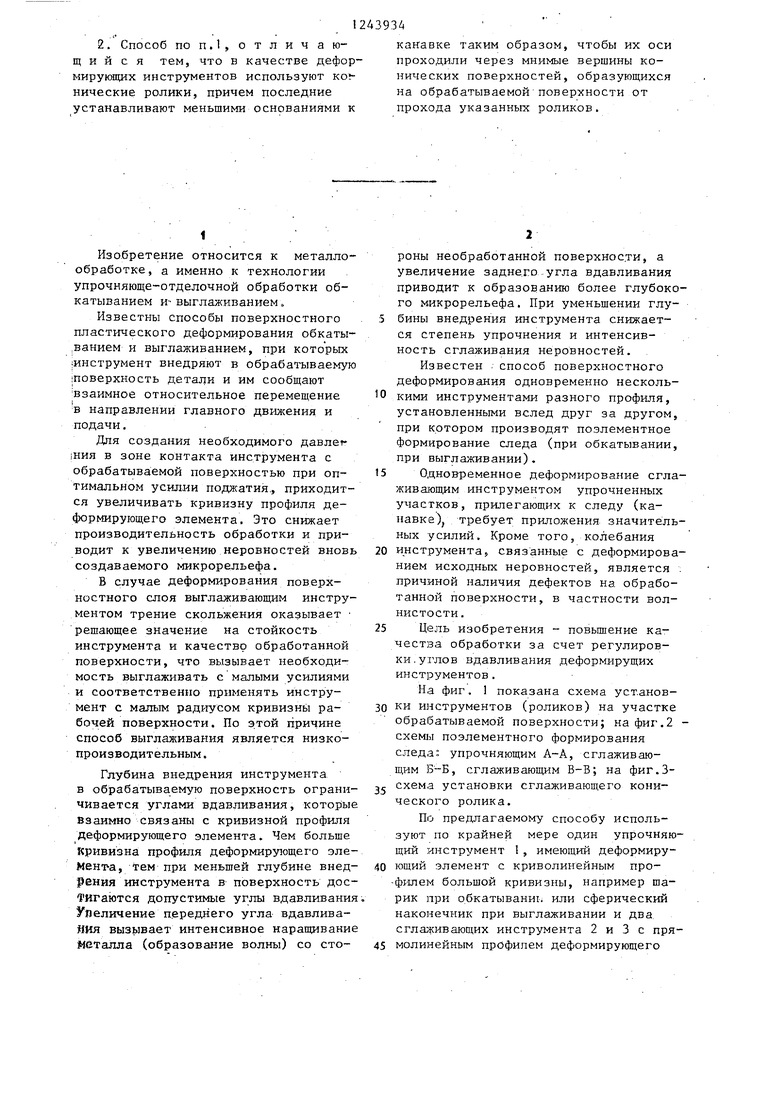
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| ИНСТРУМЕНТ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2173628C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| Инструмент для выглаживания | 1980 |
|
SU905025A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2385213C1 |
6-6
а
Ось ffpaufeHu dama/ju
X
Редактор И.Сегляник
СО Ставитель В.Кузнецов
Техред Н.Попович Корректор Е.Сирохман
Заказ 3752/15
Тираж 740Подписное.
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб,, д.А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Одинцов Л.Г | |||
| Финицшан обработка деталей алмазным выглаживанием и вибровыглаживанием | |||
| М.: Машиностроение, 1981, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Солесос | 1922 |
|
SU29A1 |
