контроль силы давления выглаживающего инструмента на обрабатываемую поверхность осуществляется по манометру 10 и численное значение определяется, как произведение удельного давления жидкости или воздуха на нлощадь наибольшего сечения плунжера
в PS,
где FS - сила давления выглаживающего инструмента на обрабатываемую поверхность; Р - удельное давление жидкости или
газа;
5 - площадь наибольшего сечения плунжера.
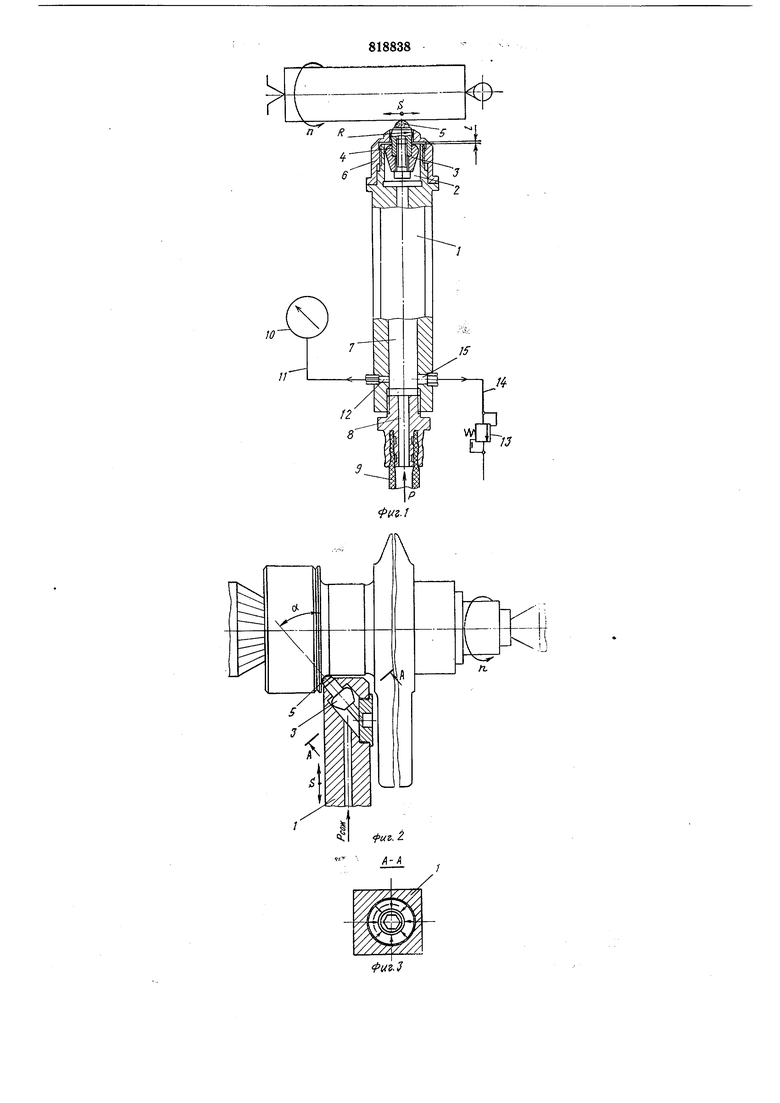
Автоматическое управление действующей силой выглаживающего инструмента, т. е. полное снятие усилия давления и отвод выглаживающего интрумента от обрабатываемой поверхности, включение в работу при постоянном значении действующей силы, а также ступенчатое изменение численного значения силы давления выглаживающего инструмента на обрабатываемую поверхность осуществляется обратным напорным золотником 13.
При подаче жидкости или воздуха в полость 7 корпуса 1 под давлением на поверхность плунжера с выглаживающим инструментом, имеющего коническую форму с радиусным переходом от образующей к основанию, действует силовой клин между поверхностью цилиндрического отверстия и конической поверхностью плунжера, смещающий его в центр отверстия, обеспечивая плавание при наименьшем трении о цилиндрическую поверхность отверстия корпуса в процессе обработки деталей, имеющих отклонение геометрии по круглости и прямолинейности.
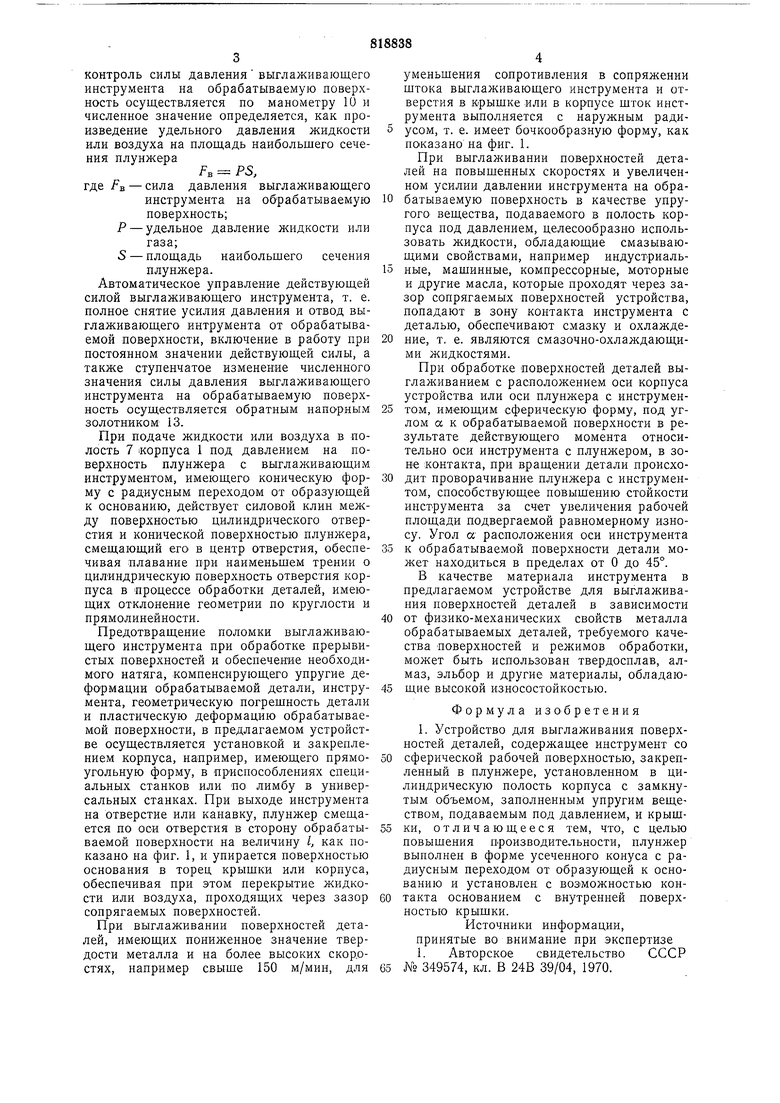
Предотвращение поломки выглаживающего инструмента при обработке прерывистых поверхностей и обеспечение необходимого натяга, компенсирующего упругие деформации обрабатываемой детали, инструмента, геометрическую погрешность детали и пластическую деформацию обрабатываемой поверхности, в предлагаемом устройстве осуществляется установкой и закреплением корпуса, например, имеющего прямоугольную форму, в приспособлениях специальных станков или по лимбу в универсальных станках. При выходе инструмента на отверстие или канавку, плунжер смещается по оси отверстия в сторону обрабатываемой поверхности на величину I, как показано на фиг. 1, и упирается поверхностью основания в торец крышки или корпуса, обеспечивая цри этом перекрытие жидкости или воздуха, проходящих через зазор сопрягаемых поверхностей.
При выглаживании поверхностей деталей, имеющих пониженное значение твердости металла и на более высоких скоростях, например свыше 150 м/мин, для
уменьщения сопротивления в сопряжении штока выглаживающего инструмента и отверстия в крышке или в корпусе шток инструмента выполняется с наружным радиусом, т. е. имеет бочкообразную форму, как показано на фиг. 1.
При выглаживании поверхностей деталей на повышенных скоростях и увеличенном усилии давлении инструмента на обрабатываемую поверхность в качестве упругого вещества, подаваемого в полость корпуса под давлением, целесообразно использовать жидкости, обладающие смазывающими свойствами, например индустриальные, машинные, компрессорные, моторные и другие масла, которые проходят через зазор сопрягаемых поверхностей устройства, попадают в зону контакта инструмента с деталью, обеспечивают смазку и охлаждение, т. е. являются смазочно-охлаждающими жидкостями.
При обработке поверхностей деталей выглаживанием с расположением оси корпуса устройства или оси плунжера с инструментом, имеющим сферическую форму, под углом а к обрабатываемой поверхности в результате действующего момента относительно оси инструмента с плунжером, в зоне контакта, при вращении детали происходит проворачивание плунжера с инструментом, способствующее повышению стойкости инструмента за счет увеличения рабочей площади подвергаемой равномерному износу. Угол а расположения оси инструмента
к обрабатываемой поверхности детали может находиться в пределах от О до 45°.
В качестве материала инструмента в предлагаемом устройстве для выглаживания поверхностей деталей в зависимости
от физико-механических свойств металла обрабатываемых деталей, требуемого качества поверхностей и режимов обработки, может быть использован твердосплав, алмаз, эльбор и другие материалы, обладающие высокой износостойкостью.
Формула изОбретения
1. Устройство для выглаживания поверхностей деталей, содержащее инструмент со сферической рабочей поверхностью, закрепленный в плунжере, установленном в цилиндрическую полость корпуса с замкнутым объемоМ, заполненным упругим веществом, подаваемым под давлением, и крышки, отличающееся тем, что, с целью повышения производительности, плунжер выполнен в форме усеченного конуса с радиусным переходом от образующей к основанию и установлен с возможностью контакта основанием с внутренней поверхностью крышки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 349574, кл. В 24В 39/04, 1970.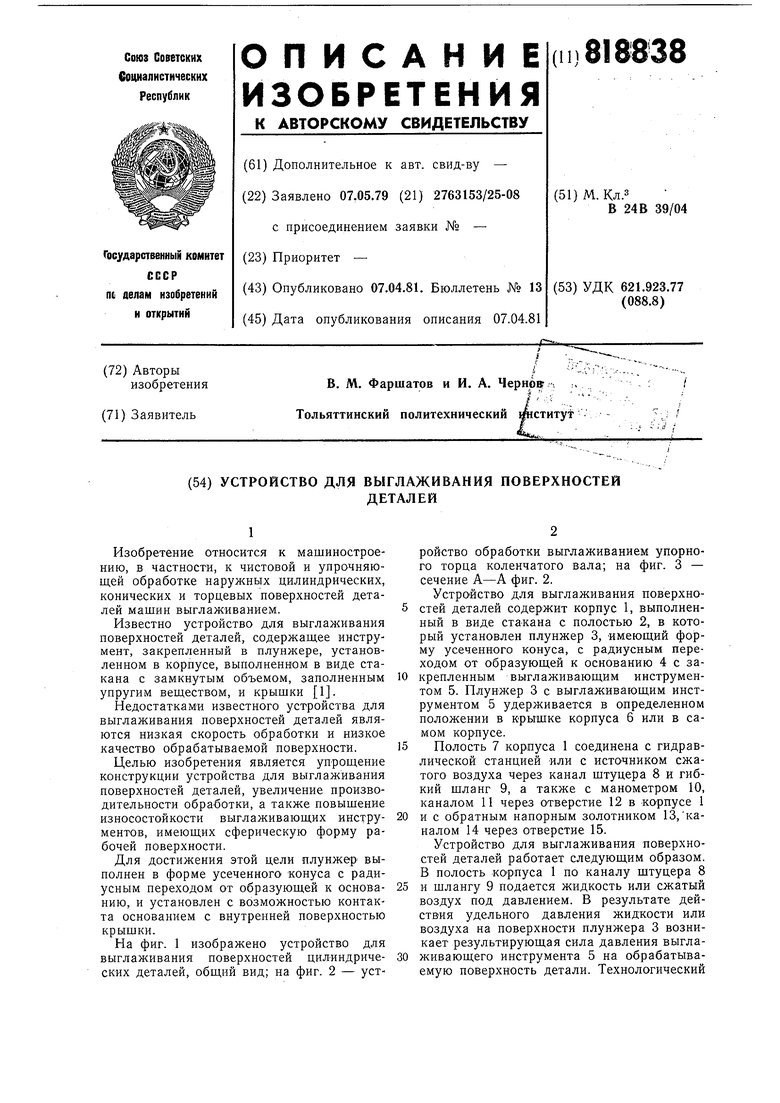
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2570137C2 |
| Устройство для фрикционно-механического нанесения покрытий | 1982 |
|
SU1060705A1 |
| Устройство для поперечной прокатки деталей с буртиком | 1988 |
|
SU1599149A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2019 |
|
RU2703072C1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2433900C1 |
| Инструмент для чистовой и упрочняю-щЕй ОбРАбОТКи пОВЕРХНОСТи пРОфиляКАНАВОК шКиВОВ | 1979 |
|
SU831586A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| УСТРОЙСТВО для АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1972 |
|
SU349574A1 |