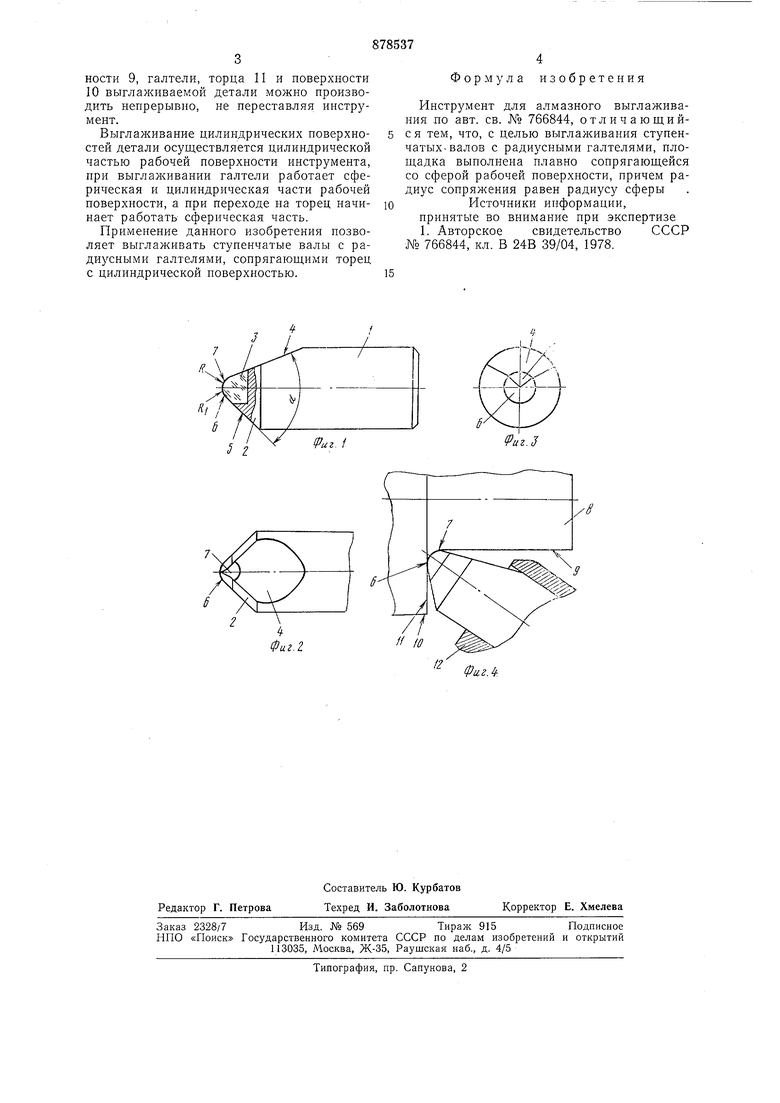
ности 9, галтели, торца 11 и поверхности 10 выглаживаемой детали можно производить непрерывно, не переставляя инструмент.
Выглал ивание цилиндрических поверхностей детали осуществляется цилиндрической частью рабочей поверхности инструмента, при выглаживании галтели работает сферическая и цилиндрическая части рабочей поверхности, а при переходе на торец начинает работать сферическая часть.
Применение данного изобретения позволяет выглаживать ступенчатые валы с радиусными галтелями, сопрягающими торец с цилиндрической поверхностью.
Формула изобретения
Инструмент для алмазного выглаживания по авт. св. № 766844, отличающийс я тем, что, с целью выглаживания ступенчатых-валов с радиусными галтелями, площадка выполнена плавно сопрягающейся со сферой рабочей поверхности, причем радиус сопряжения равен радиусу сферы Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 766844, кл. В 24В 39/04, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для алмазного выглаживания | 1978 |
|
SU766844A1 |
| Устройство для выглаживания поверхностейдЕТАлЕй | 1979 |
|
SU818838A1 |
| Способ комбинированной обработки деталей | 1987 |
|
SU1454667A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ И КОНИЧЕСКОЙ ФАСКИ | 2011 |
|
RU2460625C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2008 |
|
RU2348503C1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| ЗЕРНОВОЙ МЕТАТЕЛЬ | 2005 |
|
RU2306249C2 |
| ГАЙКА | 1993 |
|
RU2065533C1 |
