Изобретение относится к области дуговой сварки, и в частности к устройствам для автоматической сварки неповоротных стыков труб в среде за- 5 щитных газов, и может быть применено при изготовлении монтажных, технологических и заводских трубопроводов.
Известно устройство для автоматической сварки неповоротных стыков Ю труб, содержащее корпус, сварочную горелку со сварочным электродом и ме;:анизм вращения электрода. Б этом устройстве сварочная горелка с газовой линзой и электродом выполнена в |5 едином корпусе и установлена на планшайбе, которая соединена с приводом вращения и перемещается Ьтносительно свариваемого стыка труб в неподви ;ных направляющих корпуса l. 20
Недостатками известного устройства является повышенный радиус вращающихся частей устройства из-за вертикального расположения оси горелки и 25 недостаточно надежные защитные свойства газового .потока, истекающего из сопла горелки, вследствие его незначительных размеров, что не позволяет уменьшить радиус вращающихся частей зо
устройства для сварки в затесненных условиях.
Известно также устройство для автоматической сварки неповоротных стыков в среде защитных газов наиболее близкое к данному изобретению по технической сущности, содержащее корпус, выполненный в виде двух концентрично установленных неподвижной и подвижной втулок, сварочный электрод, закрепленный на подвижной втулке, токогазоподвОд и механизм вращения подвижной втулки 2.
Недостатком устройства является невозможность применения его в затесненных условиях сварки из-за повышенного радиуса вращающихся частей и, кроме того, из-за применения дополнительного оборудования для подачи защитного газа во внутреннюю полость труСы.
Недостатком является также неста-. бйльность газового потока,подаваемого на поверхность сварки.
Целью данного изобретения является обеспечение возможности сварки в затесненных условиях и повышение надежности защиты сварочной ванны путем создания газового потока в направлеИИ, перпендикулярном оси сварочного лектрода.
,Цля достижения поставленной цели но снабжено газовой линзой, установенной в неподвижной втулке под угом(20-85°) к ее продольной-оси, а дин из концов подвижной втулки выолнен р виде конфузора, в котором акреплен сварочный электрод на рас- стоянии от газовой линзы, равном
2-10 диаметрам сварочного электроа.
Установка газовой линзы в неподвижной части горелки под углом к направлению потока защитного газа обеспечивает сжатие газового потока между поверхностью свариваемой Трубыи внутренней поверхностью вращающейся части горелки, обеспечивая этим улучшение защитных свойств газового потока, и отсекая инжекцию струи воздуха в пространство между поверхностью свариваемой трубы и внутренней поверхностью корпуса газовой линзы. Изменение угла наклона связано с изменением степени сжатия газового потока и зависит от расстояния межйу ближней кромкой газовой линзы и осью сварочного электрода. Уменьшение угла наклона ниже 20° приводит к возникновению явления инжекции воздуха в поток защитного газа и снижает качество защиты сварочной ванны и шва. Увеличение угла наклона выше 85 приводит, практически, к возникновению газового потока, перпендикулярно направленного к поверхности свариваемой трубы,, что в свою очередь приводит к неоправданному увеличению га- : баритов вращающихся частей устройства И снижает область, его применения. Установка сварочного электрода на расстоянии не менее двух его диаметров от ближней кромки газовой линзы, обусловлена сохранением целостности последней от во здействия тепла сварочной дуги. Удаление электрода на большее расстояние, например равное десяти его диаметрам, приводит к неоправданному увеличению линейного размера устройства вдоль оси свариваемой трубы, не улучшая при этом качества защиты сварочной ванны и шва,а В пределе оно может быть сколько угодно большим.
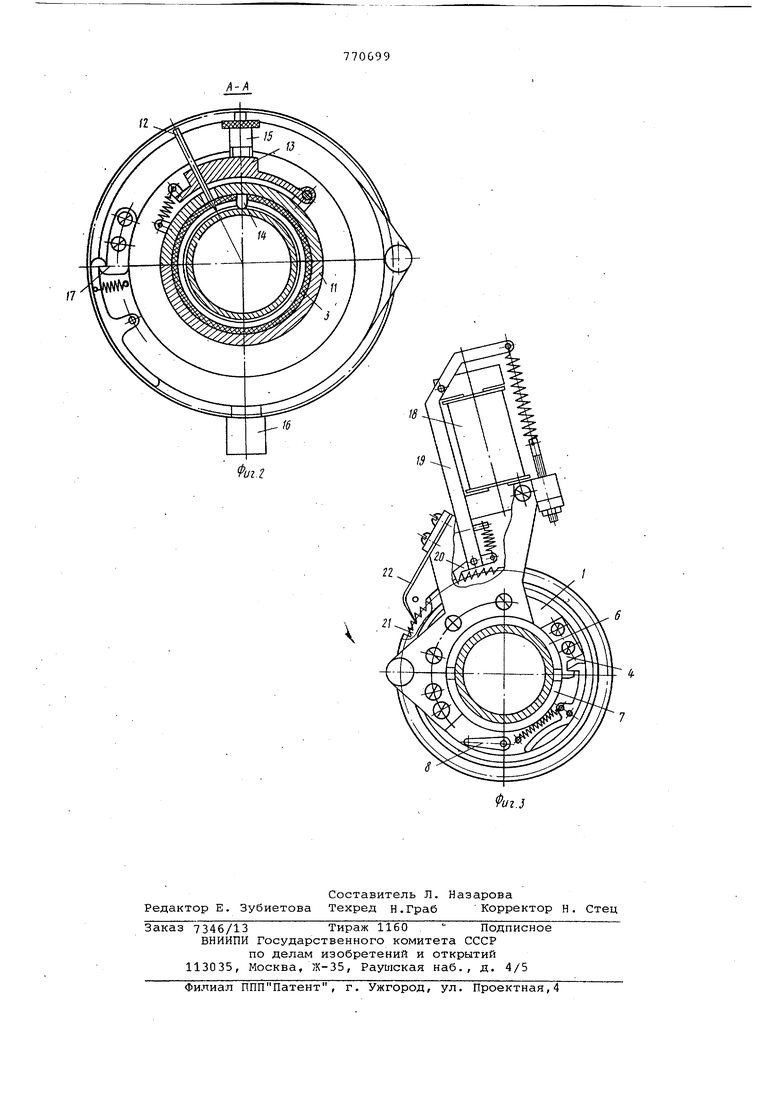
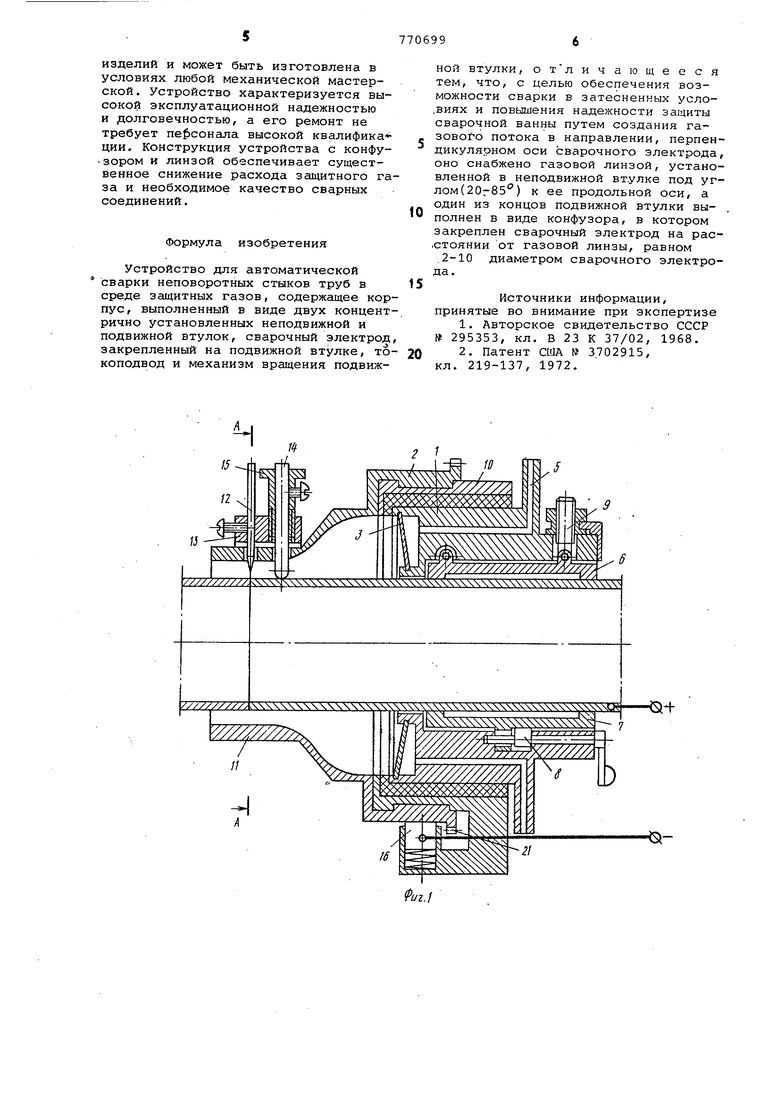
На фиг. 1 схематически представлено предлагаемое устройство, разpe3j на фиг. 2 - сечение А-А на фиг. 1;,на фиг. 3 - общий вид механизма вращения.
Устройство содержит корпус, состоящий из двух концентрично установленных, втулок - неподвижной 1 и подвижной 2.
Неподвижная, втулка 1 выполнена в виде разъемной газовой камеры,в которой установлена газовая линза 3 под углом 20-85 относительно ее продольной оси и снабженная замком 4.
Для подвода защитного газа во втулке 1 предусмотрены каналы 5. Втулка 1 закрепляется на свариваемой трубе посредством неподвижной б и подвижной 7 призм и эксцентрика 8. с Соосность оси втулки 1 с осью трубы регулируется винтами 9, установленными на призме б.
В направляющей 10 неподвижной втулки установлена разъемная подвижг ная изолированная втулка 2, конец которой выполнен в виде конфузора 11, на котором смонтированы сварочный электрод 12 с подпрухшненным электродержателем 13 и соединенный с ним копир 14 с устройством для регулирования длины дуги 15,. скользящий токоподвод 16 и замок 17 для фиксации втулки 2 на направляющих 10.При этом электрод 12 установлен на расстоянии от 2 до 10 диаметров электрода от газовой линзы. Это расстояние выбирается исходя из диаметра свариваемой трубы, длины свободного участка для установки устройства и создания условий, исключающих перегрев и деформацию газовой линзы 3. Внутренняя поверхность втулки 2 выполнена в виде конфузора 11 для повышения плотности и стабильности потока защитного газа. На неподвижной втулке 1 закреплен механизм вращения подвижной втулки 2,
который включает индукционную катушку 18 с подвижным подпружиненным сердечником 19, снабженным подпружиненным толкателем 20, взаимодействующим с зубчатым венцом 21, выполненным на 5 втулке 2. Для предотвращения произвольного поворота втул1 и 2 в момент импульса тока, предусмотрен тормоз 22.
Работает устройство следующим образом.
Импульс тока поступает на обмотку катушки 18 и одновременно на электрод 12 подается импульс сварочного тока, при этом подвижный сердечник 19 передвигает толкатель 20 на один шаг зубчатого венца 21 в сторону, противоположную шаговому перемещению электрода 12. В.этот момент втулка 2 заторможена тормозом22. Шаговое перемещение электрода 12 осуществляется
при переходе от сварочного тока импульса к сварочному току-пауз а путем поворота венца 21 втулки 2 на один шаг, перемещаемого толкателем 20 при отключенной катушке 18. Юаг зуба венца 21 выбран из условия перекрытия отдельных точек сварочной ванны,образующихся при остановке втулки 2 в период замыкания индукционной катушки 18,частота размыканий и замыкаQ НИИ которой регулируется электричес ким путем.
Предлагаемое устройство для сварки стыков труб отличается простотой конструкции, которая практически не
j содержит остродефицитных покупных
изделий и может быть изготовлена в условиях любой механической мастерской. Устройство характеризуется высокой эксплуатационной надежностью и долговечностью, а его ремонт не требует пе сонала высокой квалифика ции. Конструкция устройства с конфузором и линзой обеспечивает существенное снижение расхода защитного газа и необходимое качество сварных соединений.
Формула изобретения
Устройство для автоматической сварки неповоротных стыков труб в среде защитных газов, содержащее корпус, выполненный в виде двух концентрично установленных неподвижной и подвижной втулок, сварочный электрод, закрепленный на подвижной втулке, токоподвод и механизм вращения подвижной втулки, отличающееся тем, что, с целью обеспечения возможности сварки в затесненных усло.виях и повышения надежности защиты сварочной ванны путем создания гаsoBOfo потока в направлении, перпендикулярном оси сварочного электрода, оно Снабжено газовой линзой, установленной в неподвижной втулке под углом (20785) к ее продольной оси, а один из концов подвижной втулки вы0полнен в виде конфузора, в котором закреплен сварочный электрод на рас.стоянии от газовой линзы, равном .2-10 диаметром сварочного электрода.
5
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 295353, кл. В 23 К 37/02, 1968.
2.Патент США № 3702915,
0 кл. 219-137, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1975 |
|
SU550249A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |