Изобретение относится к области сварки, в частности к устройствам для сборки и сварки неповоротных кольцевых швов, и мо.жет быть применено в авиационной, судостроительной и других отраслях промышленности.
Известно приспособление для сварки трубопроводов, состоящее из корпуса разжимной оправки, тяги с конусом для разжима оправки, поршня, штуцера для подвода аргона, элементов крепления свариваемой детали к приспособлению 1.
Недостатком установки является его громоздкость и сложность, что создает трудности при сварке изделий в затесненных условиях.
Известно также устройство для сборки и сварки неповоротных кольцевых стыков, наиболее близкое к изобретению по технической сущности и достигаемому результату, содержащее неподвижную траверсу и подвижную прижимную траверсу, две центрирующие втулки, одна из которых размещена в подвижной траверсе,и сварочную горелку 2.
Устройство является конструктивно-сложным и неприемлемо для сварки изделий из жаропрочных материалов, так как не обеспечивает двустороннюю заи1иту зоны сварного шва.
Целью изобретения является обеспечение подвода защитного газа с внутренней и внешней сторон свариваемых элементов.
Для этого оно снабжено приводной штангой, установленной с возможностью вращения и горизонтального перемещения в неподвижной траверсе, н коллектором с изолирующей втулкой, смонтированными в неподвижной траверсе, в подвижной траверсе, ее центрирующей втулке, коллекторе и изолирующей втулке неподвижной траверсы выполнены каналы для подвода защитного газа, а сварочная горелка закреплена на приводной штанге.
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - сечение А-А фиг. I; на фиг. 3 - сечение Б-Б фиг. 1.
Устройство состоит из неподвижной траверсы 1, в которой на направляющих 2 размещена подвижная траверса 3.
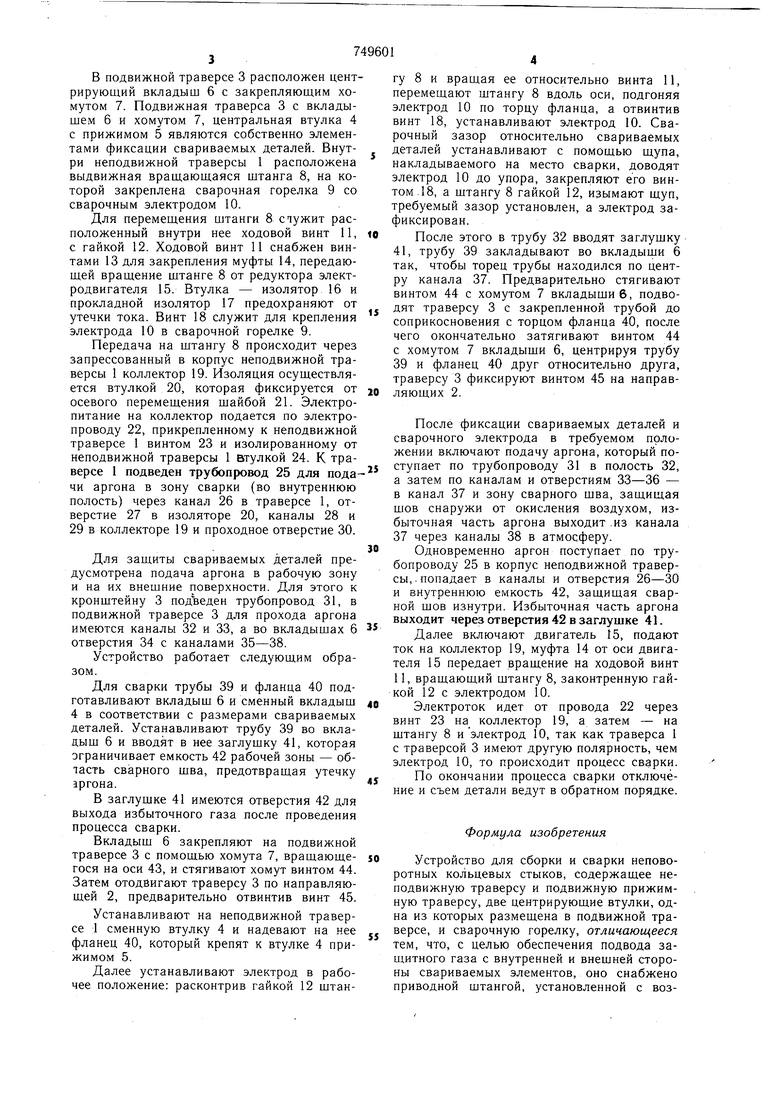
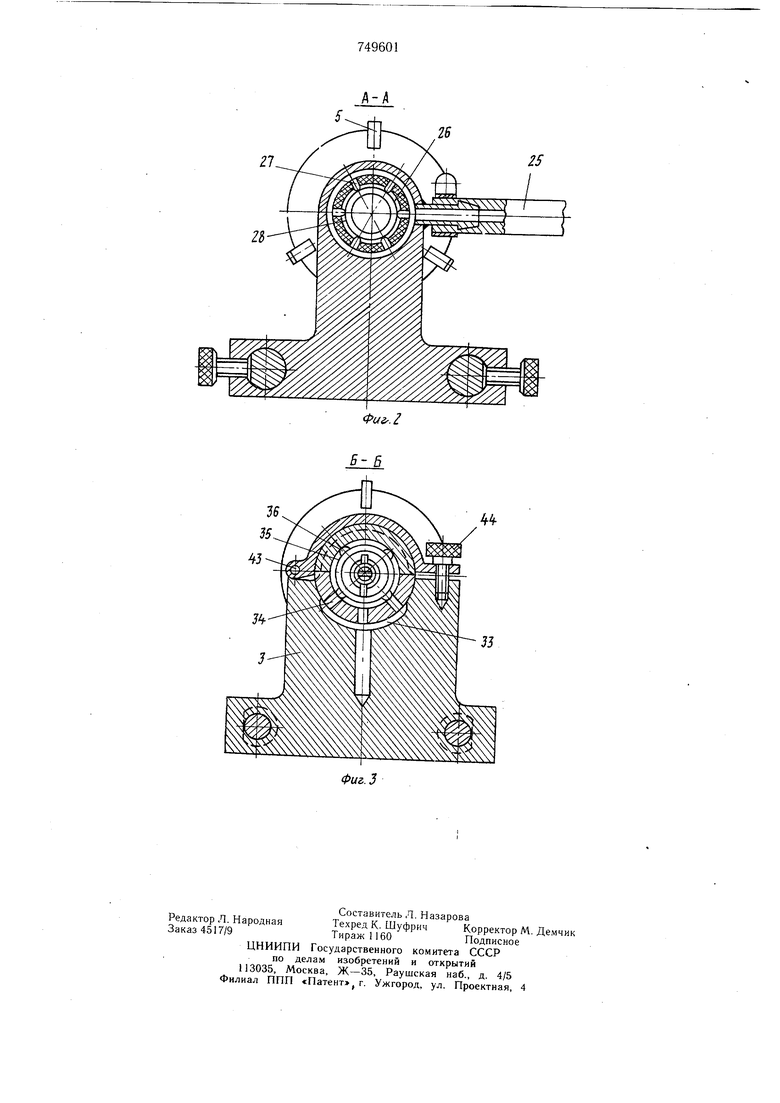
На торце неподвижной траверсы 1 размещена съемная сменная центрирующая втулка 4, снабженная прижи.мом 5 (для фиксации фланца). В подвижной траверсе 3 расположен центрирующий вкладыш 6 с закрепляющим хомутом 7. Подвижная траверса 3 с вкладышем 6 и хомутом 7, центральная втулка 4 с прижимом 5 являются собственно элементами фиксации свариваемых деталей. Внутри неподвижной траверсы 1 расположена выдвижная вращающаяся штанга 8, на которой закреплена сварочная горелка 9 со сварочным электродом 10. Для перемещения щтанги 8 спужит расположенный внутри нее ходовой винт 11, с гайкой 12. Ходовой винт 11 снабжен винтами 13 для закрепления муфты 14, передающей вращение штанге 8 от редуктора электродвигателя 15. Втулка - изолятор 16 и прокладной изолятор 17 предохраняют от утечки тока. Винт 18 служит для крепления электрода 10 в сварочной горелке 9. Передача на штангу 8 происходит через запрессованный в корпус неподвижной траверсы 1 коллектор 19. Изоляция осуществляется втулкой 20, которая фиксируется от осевого перемещения щайбой 21. Электропитание на коллектор подается по электропроводу 22, прикрепленному к неподвижной траверсе 1 винтом 23 и изолированному от неподвижной траверсы 1 втулкой 24. К траверсе 1 подведен трубопровод 25 для подачи аргона в зону сварки (во внутреннюю полость) через канал 26 в траверсе 1, отверстие 27 в изоляторе 20, каналы 28 и 29 в коллекторе 19 и проходное отверстие 30. Для защиты свариваемых деталей предусмотрена подача аргона в рабочую зону и на их внешние поверхности. Для этого к кронштейну 3 подведен трубопровод 31, в подвижной траверсе 3 для прохода аргона имеются каналы 32 и 33, а во вкладышах 6 отверстия 34 с каналами 35-38. Устройство работает следующим образом. Для сварки трубы 39 и фланца 40 подготавливают вкладыш 6 и сменный вкладыш 4 в соответствии с размерами свариваемых деталей. Устанавливают трубу 39 во вкладыш 6 и вводят в нее заглушку 41, которая ограничивает емкость 42 рабочей зоны - обтасть сварного шва, предотвращая утечку аргона. В заглущке 41 имеются отверстия 42 для выхода избыточного газа после проведения процесса сварки. Вкладыш 6 закрепляют на подвижной траверсе 3 с помощью хомута 7, вращающегося на оси 43, и стягивают хомут винтом 44. Затем отодвигают траверсу 3 по направляющей 2, предварительно отвинтив винт 45. Устанавливают на неподвижной траверсе :1 сменную втулку 4 и надевают на нее фланец 40, который крепят к втулке 4 прижимом 5. Далее устанавливают электрод в рабочее положение: расконтрив гайкой 12 штангу 8 И вращая ее относительно винта 11, перемещают штангу 8 вдоль оси, подгоняя электрод 10 по торцу фланца, а отвинтив винт 18, устанавливают электрод 10. Сварочный зазор относительно свариваемых деталей устанавливают с помощью щупа, накладываемого на место сварки, доводят электрод 10 до упора, закрепляют его винтом.18, а щтангу 8 гайкой 12, изымают щуп, требуемый зазор установлен, а электрод зафиксирован. После этого в трубу 32 вводят заглущку 41, трубу 39 закладывают во вкладыщи 6 так, чтобы торец трубы находился по центру канала 37. Предварительно стягивают винтом 44 с хомутом 7 вкладыши 6, подводят траверсу 3 с закрепленной трубой до соприкосновения с торцом фланца 40, после чего окончательно затягивают винтом 44 с хомутом 7 вкладыши 6, центрируя трубу 39 и фланец 40 друг относительно друга, траверсу 3 фиксируют винтом 45 на направляющих 2. После фиксации свариваемых деталей и сварочного электрода в требуемом положении включают подачу аргона, который поступает по трубопроводу 31 в полость 32, а затем по каналам и отверстиям 33-36 - в канал 37 и зону сварного щва, защищая шов снаружи от окисления воздухом, избыточная часть аргона выходит .из канала 37 через каналы 38 в атмосферу. Одновременно аргон поступает по трубопроводу 25 в корпус неподвижной траверсы,, попадает в каналы и отверстия 26-30 и внутреннюю емкость 42, защищая сварной щов изнутри. Избыточная часть аргона выходит через отверстия 42 в заглушке 41. Далее включают двигатель 15, подают ток на коллектор 19, муфта 14 от оси двигателя 15 передает вращение на ходовой винт 11, вращающий штангу 8, законтренную гайкой 12 с электродом 10. Электроток идет от провода 22 через винт 23 на коллектор 19, а затем - на штангу 8 иэлектрод 10, так как траверса 1 с траверсой 3 имеют другую полярность, чем электрод 10, то происходит процесс сварки. По окончании процесса сварки отключение и съем детали ведут в обратном порядке. Формула изобретения Устройство для сборки и сварки неповоротных кольцевых стыков, содержащее неподвижную траверсу и подвижную прижимную траверсу, две центрирующие втулки, одна из которых размещена в подвижной траверсе, и сварочную горелку, отличающееся тем, что, с целью обеспечения подвода защитного газа с внутренней и внешней стороны свариваемых элементов, оно снабжено приводной штангой, установленной с возможностью вращения и горизонтального перемещения в неподвижной траверсе, и коллектором с изолирующей втулкой, смонтированными в неподвижной траверсе, в подвижной траверсе, ее центрирующей втулке, коллекторе и изолирующей втулке неподвижной траверсы выполнены каналы для подвоза защитного газа, а сварочная горелка закреплена на приводной штанге.
Источники информации, принятые.во внимание при экспертизе
1.Производственно-технический сборник «Технология и организация авиационного производства, Оборонгиз, 1962 с. 59-60.
2.Авторское свидетельство СССР
№ 441125, кл. В 23 К 31/06, 1972 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1972 |
|
SU441125A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1978 |
|
SU770699A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU648365A1 |
lUl
г
А-А
25
