Изобретение относится к сварочной технике, а именно к сварочным головкам и может быть использовано для автоматической орбитальной аргонодуговой сварки с подачей присадочной проволоки неплавящимся электродом неповоротных стыков трубопроводов пневмогидравлических систем из алюминиевых сплавов.
Известна сварочная головка, состоящая из основания с радиальным пазом, на основании смонтирована планшайба, состоящая из двух дисков с радиальным вырезом на каждом для установки головки на свариваемой трубе. Диски имеют возможность поворота друг относительно друга. Планшайба снабжена установленным на основании приводом ее вращения. На основании также смонтирован механизм фиксации головки на трубе, выполненный в виде двух рычагов, установленных на основании с возможностью поворота на оси, закрепленной на основании. На одном конце рычага находится прижим, имеющий возможность контакта с трубой, а на другом располагается собачка, имеющая возможность контакта с храповыми зубьями, выполненными на основании. Прижимное усилие создается пружиной, установленной между рычагами.
Диски планшайбы смонтированы на основании с возможностью вращения и на их образующих выполнена зубчатая нарезка. На дисках установлена сварочная горелка, в которой закреплен электрод и штуцер для подвода в зону сварки защитного газа. На дисках также установлен механизм подачи присадочной проволоки.
(см. патент РФ на полезную модель №94500, кл. В23К 37/02, 2009 г.).
В результате анализа известного решения необходимо отметить, что выполнение планшайбы из двух дисков усложняет конструкцию устройства, его фиксация неудобна в затесненных местах, а механизм фиксации головки не обеспечивает установку и фиксацию головки на свариваемом трубопроводе в точно заданном положении, при котором электрод должен быть расположен напротив свариваемого стыка, такая установка осуществляется визуально, что не позволяет обеспечить точное относительное положение электрода и стыка, а это приводит к снижению качества сварки.
Известна головка для орбитальной сварки трубопроводов, содержащая основание, размещенные на основании планшайбу с зубчатым венцом по ее образующей, установленную с возможностью вращения, привод вращения планшайбы и механизм фиксации головки на свариваемом трубопроводе, сварочную горелку с корпусом, снабженным штуцерами для подвода защитного газа и охлаждающей жидкости, механизм корректировки положения сварочной горелки относительно свариваемого стыка и установленную на планшайбе катушку с присадочной проволокой и приводом ее подачи, при этом на основании и планшайбе выполнены сегментные вырезы для обеспечения установки головки на свариваемом трубопроводе, механизм корректировки состоит из установленных в его корпусе во взаимно перпендикулярных плоскостях двух электродвигателей, выполненных с возможностью линейного перемещения их валов, один из которых связан со стойкой, закрепленной на планшайбе, а второй соединен с тягой, скрепленной с кареткой осевого перемещения, установленной на направляющей корпуса упомянутого механизма корректировки с возможностью перемещения вдоль оси вращения планшайбы, при этом корпус механизма корректировки установлен на каретке радиального перемещения, размещенной на направляющей, закрепленной на планшайбе, с возможностью радиального перемещения относительно оси вращения планшайбы, а сварочная горелка через изоляционную пластину скреплена с упомянутой кареткой осевого перемещения.
(см. патент РФ №2624577, кл. В23К 37/02, 2017 г.) - наиболее близкий аналог.
В результате анализа конструкции данной головки необходимо отметить, что сварочная головка имеет большие внешние габариты и установочную базу, что затрудняет ее использование в стесненных местах и затрудняет точную настройку положения сварочной горелки относительно свариваемого стыка.
Техническим результатом настоящего изобретения является повышение качества сварки трубопроводов за счет обеспечения точной установки сварочной горелки относительно свариваемого стыка в стесненных местах и обеспечения ее заданного положения относительно стыка в процессе сварки.
Указанный технический результат обеспечивается тем, что в сварочной головке для автоматической орбитальной аргонодуговой сварки трубопроводов, содержащей основание, размещенные на основании планшайбу, привод вращения планшайбы и механизм фиксации сварочной головки на свариваемом трубопроводе, установленные на планшайбе сварочную горелку с механизмом ее настроечного перемещения, катушку для присадочной проволоки с приводом ее подачи, при этом на основании и планшайбе вырезаны сектора для обеспечения установки головки на свариваемом трубопроводе, новым является то, что механизм фиксации сварочной головки на трубопроводе содержит два рычага Т-образной формы, установленных на закрепленных на основании втулках с возможностью поворота, на одном из плеч каждого рычага закреплены сменные вкладыши, предназначенные контакта с трубопроводом при фиксации на нем сварочной головки, другие их плечи имеют возможность кинематического соединения с рукояткой, выступы рычагов обращены друг к другу и на обращенных друг к другу торцах выступов выполнены зубья, находящиеся в зацеплении друг с другом и предназначенные для синхронного перемещения рычагов при фиксации или расфиксации сварочной головки на трубопроводе.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
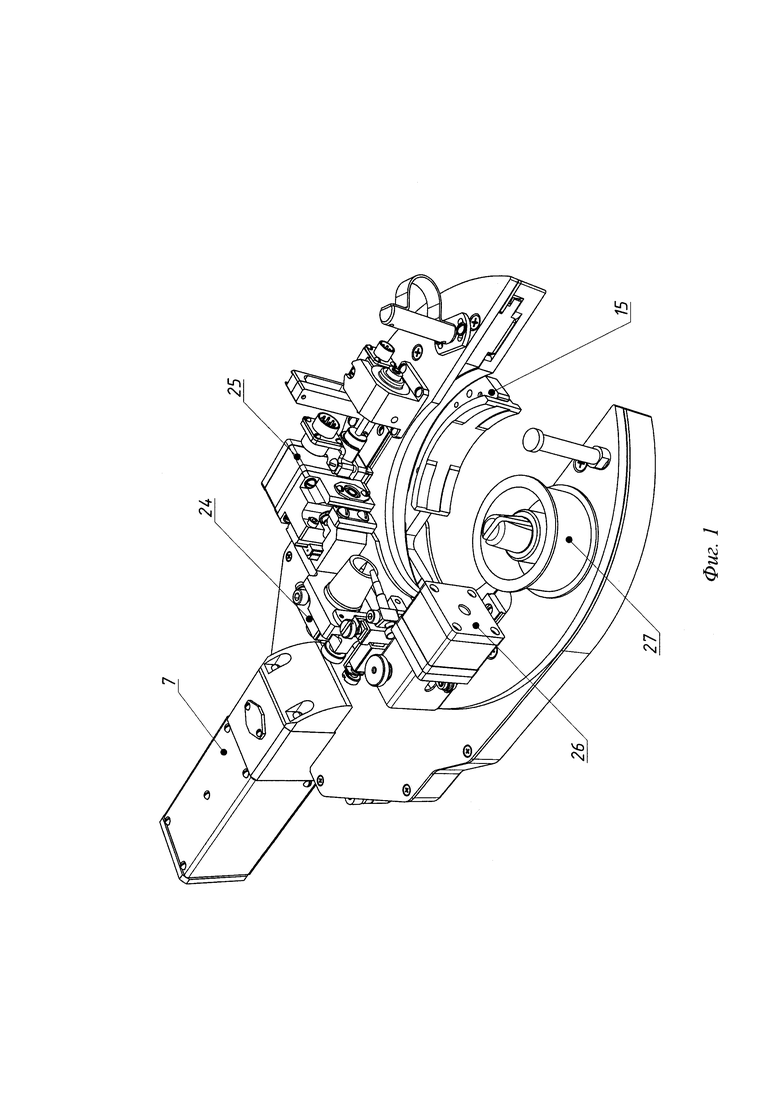
- на фиг. 1 - сварочная головка, аксонометрическая проекция, общий вид;
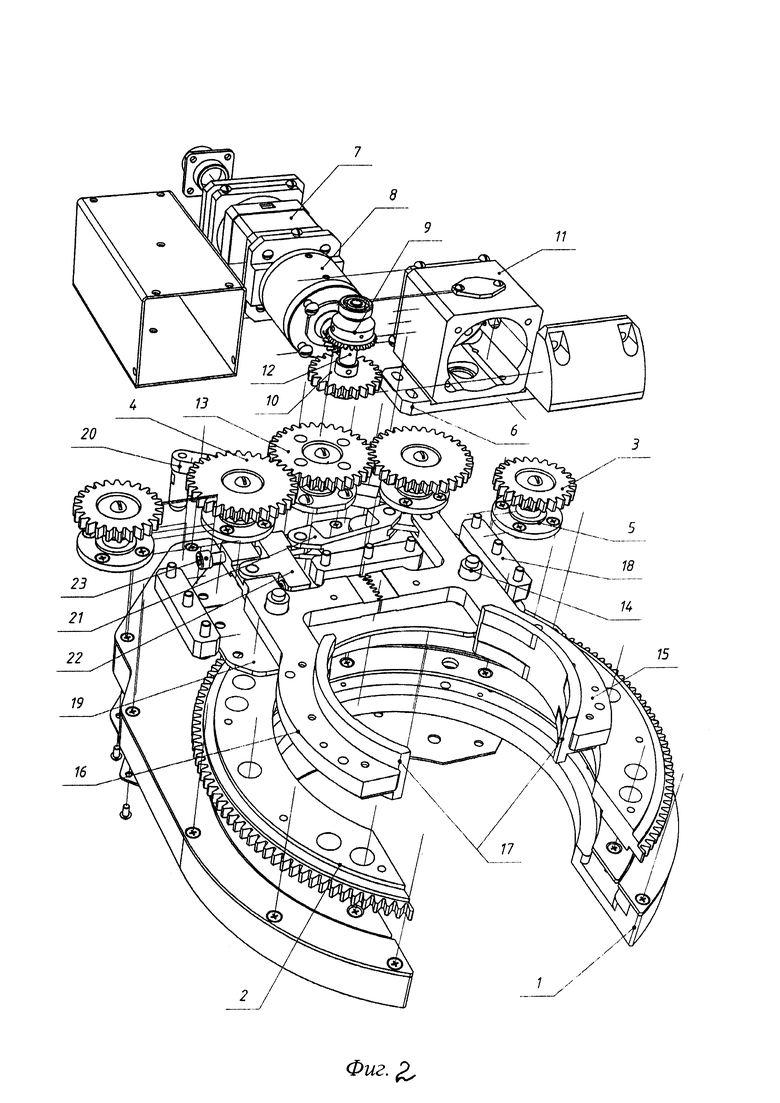
- на фиг. 2 - схема сварочной головки с разнесенными проекциями сборки;
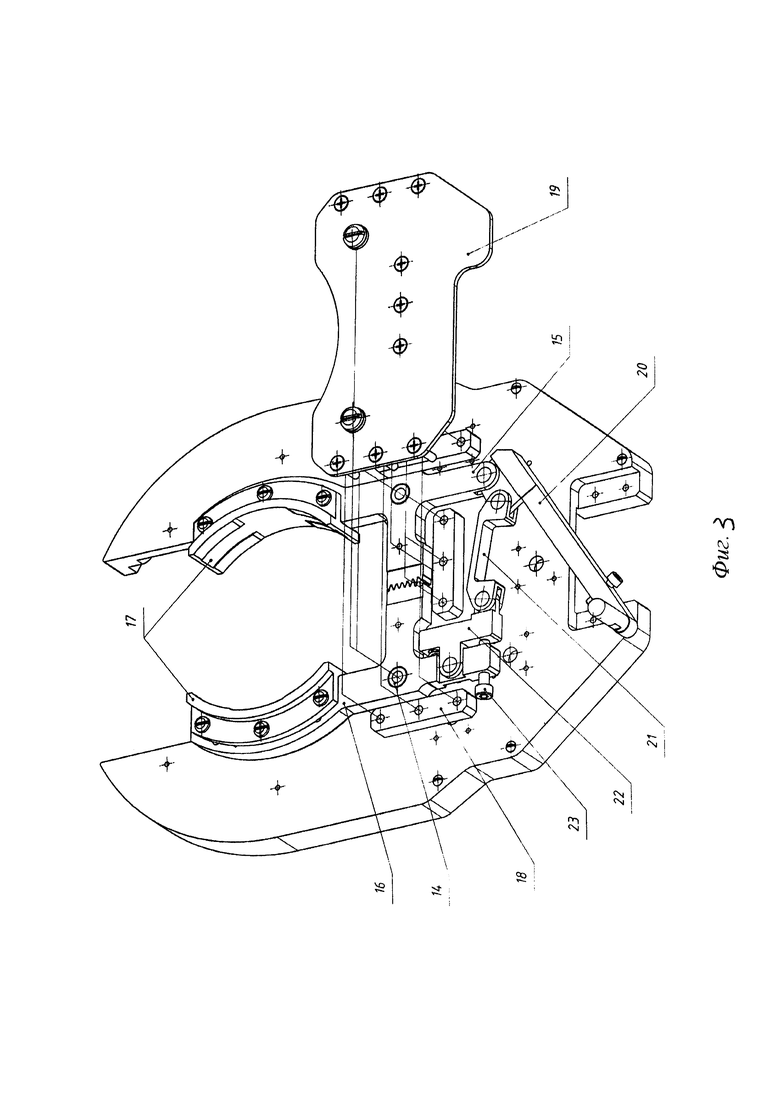
- на фиг. 3 - механизм фиксации сварочной головки на свариваемом трубопроводе.
Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов состоит (фиг. 1, фиг. 2) из основания 1, на котором с возможностью вращения посредством привода смонтирована планшайба 2. В теле планшайбы вырезан сектор, а на наружном ее торце нарезаны зубья. Аналогичный сектор вырезан и на основании 1.
Зубья планшайбы 2 находится в зацеплении с ведомыми зубчатыми колесами 3 и 4, установленными с возможностью вращения на опорных втулках 5, закрепленных на основании 1.
Привод вращения планшайбы 2 закреплен на основании 1 посредством кронштейна 6 и состоит из шагового электродвигателя (например, FL42STH38-1684A) 7, выходной вал которого через понижающий редуктор 8 связан с ведущим зубчатым колесом конической пары 9, ведомое колесо которой установлено совместно с цилиндрическим зубчатым колесом 10 на смонтированном в корпусе 11 с возможностью вращения валу 12.
Цилиндрическое зубчатое колесо 10 находится в постоянном зацеплении с установленном на основании зубчатым колесом 13, находящимся в постоянном зацеплении с зубчатыми колесами 3 и 4.
Параметры работы привода (например, скорость вращения планшайбы 2), регулируются системой управления (не наказана).
Механизм фиксации сварочной головки на трубопроводе (фиг. 2 и фиг. 3) предназначен для центрирования и надежной фиксации сварочной головки на свариваемом трубопроводе.
Данный механизм выполнен в виде двух Т-образных рычагов 15 и 16, смонтированных на основании 1 посредством центрирующих втулок 14 с возможностью поворота на них. Т-образная форма рычагов предполагает наличие на каждом рычаге двух плеч и выступа. Рычаги 15 и 16 установлены на основании таким образом, что их выступы (позициями не обозначены) обращены друг к другу. На обращенных друг к другу торцах выступов рычагов выполнены зубья, находящиеся в зацеплении друг с другом и предназначенные для обеспечения синхронного перемещения рычагов на втулках при фиксации или расфиксации сварочной головки на трубопроводе.
На одном плече каждого рычагах 15 и 16 установлен сменный вкладыш 17, имеющий кривизну опорной поверхности, соответствующую посадочному диаметру трубопровода.
Рычаги через установленные на основании 1 опорные стойки 18 закрываются накладкой 19.
В процессе работы сварочной головки осуществляется перемещение рычагов в плоскости перпендикулярной оси трубопровода. Для осуществления такого перемещения другое плечо рычага 15 шарнирно связано с рукояткой 20, а другое плечо рычага 16 шарнирно, посредством упругого элемента (пружины) 21 и регулируемого упора 22, связано с рукояткой 20.
Усилие прижатия вкладышей 17 к поверхности трубопровода регулируется винтом 23, ввинченным в резьбовое отверстие рычага 16 и контактирующим с упором 22.
На планшайбе смонтирована сварочная горелка 24, состоящая из корпуса с водяным охлаждением, штуцеров подвода - отвода воды, установленных на корпусе, штуцера подвода защитного газа (аргона), цанги, размещенной в корпусе и предназначенной для крепления вольфрамового электрода, керамического сопла.
Сварочная горелка оснащена механизмом 25 ее перемещения относительно свариваемого стыка. Данный механизм обеспечивает настройку и корректировку требуемого положения сварочной горелки относительно свариваемого стыка в осевом и радиальном направлении. Механизм состоит из корпуса, в котором размещены во взаимно перпендикулярных плоскостях два линейных шаговых двигателя (актуатора), обеспечивающих осевое и радиальное настроечное перемещение сварочной горелки.
Сварочная головка оснащена механизмом 26 подачи присадочной проволоки, обеспечивающим бесперебойную подачу алюминиевой проволоки, установленной в кассете 27, в сварочную ванну. Подача присадочной проволоки осуществляется при помощи двух цилиндрических зубчатых колес с регулируемым усилием поджатия. Усилие поджатая зубчатых колес регулируется пружиной. Зубчатые колеса приводятся в движение электродвигателем.
Механизм 25 перемещения сварочной горелки и механизм 26 подачи присадочной проволоки аналогичны их выполнению в решении - наиболее близком аналоге.
Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов работает следующим образом.
После включения аппаратуры управления (не показана), совмещают вырезанный сектор планшайбы 2 с вырезанным сектором основания 1 (как показано на фиг. 1 и фиг. 2).
Устанавливают и фиксируют винтами вкладыши 17 требуемого типоразмера на плечах рычагов 15 и 16.
Устанавливают сварочную головку на трубопровод через вырезанные сектора основания 1 и планшайбы 2, совмещая ее электрод со свариваемым стыком.
Фиксируют сварочную головку на трубопроводе.
Для фиксации сварочной головки передвигают рукоятку 20 против часовой стрелки (в плоскости чертежа) до момента касания с трубопроводом сменных вкладышей 17. Преодолевая усилие, создаваемое пружиной 21, доводят рукоятку 20 в крайнее горизонтальное положение до ее касания с упором 22. При этом обеспечивается надежная фиксация механизма в рабочем состоянии. Наличие на рычагах зубьев, находящихся в зацеплении друг с другом, обеспечивает, как уже было отмечено выше, одновременное (синхронное) перемещение рабочих частей рычагов относительно центрирующих втулок 14 и одновременное касание вкладышей 17 поверхности трубопровода при установке головки, что исключает нарушение ее центровки при фиксации. В случае необходимости подналадки положения электрода относительно свариваемого стыка, например, при нарушении его плоскостности, используют управляемый с пульта управления сварочной головки механизм 25 перемещения сварочной горелки. Данный механизм обеспечивает корректировку положения сварочной горелки 24 относительно свариваемого стыка
Подсоединяют к сварочной горелке 24 шланги подвода защитного газа и шланги подвода - отвода охлаждающей жидкости через штуцеры, расположенные на корпусе сварочной горелки, подключают токопроводящий кабель к сварочной горелке.
Включают электродвигатели механизма 25 перемещения сварочной горелки и механизм 26 подачи присадочной проволоки.
Включают привод вращения головки и осуществляют сварку стыка трубопровода аналогично приведенному в описании наиболее близкого аналога.
После окончания сварки перемещением рукоятки 20 в противоположном направлении расфиксируют головку и снимают ее с трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
Изобретение относится к области сварочного производства и может быть использовано в конструкциях сварочных головок для орбитальной сварки трубопроводов. Сварочная головка содержит основание, размещенные на основании планшайбу с приводом ее вращения и механизм фиксации сварочной головки на свариваемом трубопроводе, установленные на планшайбе сварочную горелку с механизмом ее настроечного перемещения и катушку для присадочной проволоки с приводом ее подачи. При этом механизм фиксации имеет поворотные рычаги Т-образной формы со сменными вкладышами, выполненные с возможностью обеспечения синхронного перемещения рычагов при фиксации или расфиксации сварочной головки на трубопроводе. Использование изобретения позволяет повысить качество сварки трубопроводов. 3 ил.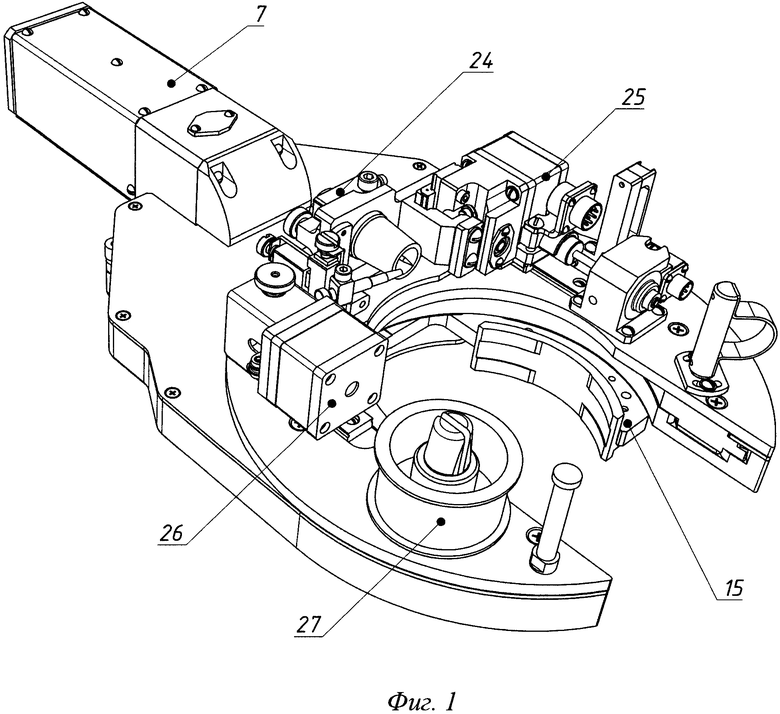
Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопровода, содержащая основание, размещенные на основании планшайбу с приводом ее вращения и механизм фиксации сварочной головки на свариваемом трубопроводе, установленные на планшайбе сварочную горелку с механизмом ее настроечного перемещения и катушку для присадочной проволоки с приводом ее подачи, при этом основание и планшайба выполнены с вырезанными секторами для обеспечения установки головки на свариваемом трубопроводе, а упомянутый механизм фиксации имеет поворотный в плоскости, перпендикулярной оси свариваемого трубопровода, рычаг Т-образной формы, на одном из плеч которого закреплен сменный вкладыш, предназначенный для контактного взаимодействия с трубопроводом при фиксации на нем сварочной головки, а другое плечо которого кинематически соединено с рукояткой для перемещения рычага, отличающаяся тем, что упомянутый механизм фиксации снабжен вторым поворотным в плоскости, перпендикулярной оси свариваемого трубопровода, рычагом Т-образной формы со сменным вкладышем для контактного взаимодействия с трубопроводом при фиксации на нем сварочной головки, закрепленным на одном из его плеч, и кинематически соединенным другим плечом с упомянутой рукояткой, при этом каждый рычаг установлен своей средней частью на закрепленной на основании втулке с возможностью поворота и выполнен с выступом, расположенным в средней части рычага, причем выступы обоих рычагов обращены друг к другу своими торцами, на которых выполнены зубья, находящиеся в зацеплении друг с другом с возможностью обеспечения синхронного перемещения рычагов при фиксации или расфиксации сварочной головки на трубопроводе.
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| 0 |
|
SU162281A1 | |
| 0 |
|
SU170512A1 | |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| WO 2007110514 A1, 04.10.2007 | |||
| US 2015129580 A1, 14.05.2015. | |||

