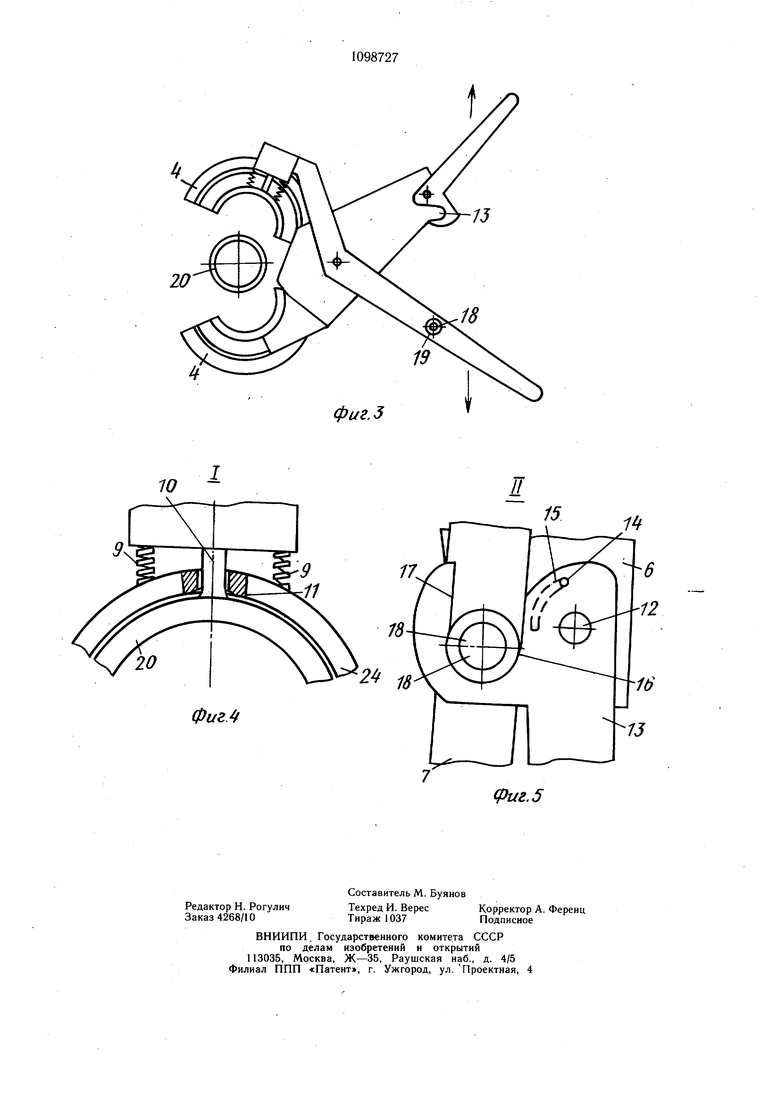
/ фиг1 /5 Изобретение относится к автоматам для сварки неповоротных стыков труб, в частности к механизмам крепления автоматов на свариваемых трубах, и может найти применение в условиях производственного монтажа трубопроводов энергетического оборудования, а также в других отраслях промышленности. Известно устройство для сварки неповоротных стыков труб, содержащее корпус, планшайбу с горелкой и механизм зажима устройства на трубе с посадочной призмой и ригелем с винтом. На корпусе устройства на винтах установлена П-образная рама, посадочная призма закреплена на ее перекладине, ригель выполнен дугообразной формы с расположением винта, поджимающего трубу к призме - посередине дуги 1. Недостатком данного устройства является то, что при поджатии винтом свариваемой трубы к подсадочной призме происходит деформация П-образных направляющих рамы, что приводит к деформации самого корпуса и заклиниванию в направляющих планшайбы. Кроме того за счет использования для зажима пары винт-гайка время на установку и закрепление устройства на трубе увеличивается. Наиболее близким к предлагаемому по технической сущности и достигаемому положительному эффекту является устройство для автоматической сварки неповоротных стыков труб, содержащее разъемный корпус, состоящий из неподвижной- втулки с расположенной на ней кольцевой направляющей, по которой перемещается планшайба со сварочной горелкой. Разъемные половины устройства устанавливаются и закрепляются на свариваемой трубе при помощи замков, призм и эксцентрика: шарнирно соединенные между собой половины втулки устанавливаются на трубе и соединяются замком, затем неподвижная втулка зажимается на трубе посредством подвижHQii и неподвижной призм и эксцентрика, после чего установленные шарнирно между собой половины планшайбы фиксируются на неподвижных направляющих при помощи замка 2. Недостатком известного устройства является то, что при фиксации на трубе устройства под действием реактивных сил от усилия зажима происходит деформаций неподвижной втулки и, как следствие, заклинивание планщайбы в направляющих. Кроме того процесс установки, закрепления и съема устройства производится за несколько приемов (установки на трубе, раздельной фиксации на замках подвижной планшайбы и неподвижной втулки, зажим устройства), что создает неудобства в работе и увеличивает затраты, вспомогательного времени. 7272 Целью изобретения является повышение надежности работы устройства путем уменьщения влияния усилия зажима на вращение планщайбы. Ноставленная цель достигается тем, что устройство, содержащее разъемный корпус, выполненный из шарнирно связанных половин, смонтированные на нем разъемную планщайбу и разъемную втулку и механизм зажима, снабжено щтырем с утолщением на конце, закрепленным на половине корпуса, в смонтированной на этой половине части втулки выполнено ответное щтырю отверстие и она установлена на корпусе с возможностью радиального перемещения и подпружинена относительно него, при этом диаметр отверстия больше диаметра штыря. Кроме того, механизм зажима выполнен в виде клещей. На фиг. 1 изображено устройство в зажатом состоянии, общий вид; на фиг. 2 - то же, в момент фиксации рычагов; на фиг. 3 - то же, в разомкнутом состоянии - при установке и съеме; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - узел II на фиг. I; Устройство содержит разъемный корпус 1, состоящий из втулки 2с кольцевой направляющей 3, по которой перемещается разъемная планщайба 4 с зубчатым венцом 5. На ней установлена сварочная горелка (не показана). Разъемные половины планщайбы соединены между собой пружиной (не показана). Механизм зажима выполнен в виде рычажных клещей, состоящих из двух двуплечих рычагов 6 и 7, установленных с возможностью поворота вокруг оси 8 и фиксирующихся в рабочем (зажатом) состоянии. На концах рычагов 6 и 7 закреплены половины корпуса 1, на одной из которых жестко закреплена часть втулки 2, а другая половина втулки 2 подпружинена (пружины 9) относительно половины корпуса 1, на корпусе 1 установлен щтырь 10, который свободно проходит через отверстия 11 в часть втулки 2 и имеет на своем рабочем конце утолщение с диаметром, большим диаметра отверстия 11. На свободном плече рычага 7 на оси 12 щарнирно установлен фиксатор с рукояткой 13. Угол поворота фиксатора 13 вокруг оси 12 ограничен выступом 14, закрепленным жестко с обратной стороны фиксатора и перемещающимся по дугообразной проточке 15, выполненной в плече рычаг 6. При положении выступа 14 в крайних точках проточки 15 рукоятка фиксатора 13 является продолжением свободного плеча рычага 7. Фиксатор 13 имеет наклонный паз 16 с профилированной рабочей поверхностью 17. В крайней точке паза выполнено углубление с радиусом, равным радиусу ролика 18, шарнирно (ось 19) установленного на свободном плече рычага 6. К неподвижной втулке жестко прикреплен механизм шагового перемещения электда (не показан), взаимодействующий с зуб чатым венцом 5 планщайбы 4. Для обеспечения сварки труб 20 различного диаметра возможна установка регулируемого упора с набором сменных вкладыщей. Устройство работает следующим образом. Для установки устройства на свариваемую трубу половины втулки 2 с охватывающими половинами планщайбы 4 разводятся с усилием Р, приложенным к рукоятке фиксатора 13 и рычага 6. Усилие развода F определяется натяжением пружины, связывающей половины планщайбы 4. Устройство устанавливается на.трубу и усилие F снимается, при этом разъемные половины планщайбы под воздействием пружины сходятся до замыкания, сводя при этом половины втулки 2,- которые охватывают трубу. Для зажима устройства на трубе рукоятка фиксатора 13 поворачивается вокруг оси 12 в сторону свободного конца рычага 6, при этом ролик 18 входит в контакт с рабочей поверхностью 17 паза 16, а штырь 10 - в контакт с поверхностью трубы, поджимая ее к половине втулки 2. Усилие зажатия определяется деформацией рычага 6 и возрастает до тех пор, пока ролик 18 не зайдет в углубление в крайней точке рабочей поверхности 17 паза 16. В процессе фиксации пружины 9 поджимают одну половину втулки 2 к другой. Таким образом.
9 втулка 2 при зажатии не испытывает действие реактивных сил от усилия зажима, направленных на расклинивание втулки, что обеспечивает отсутствие деформаций корпуса и заклинивание планщайбы. Для снятия устройства рукоятка фиксатора 13 отводится от свободного плеча рычага 6, обеспечивая выход из контакта ролика с поверхностью паза 16, а затем при дальнейшем повороте рукоятки (при перемещении выступа 14 в крайнюю левую точку проточки 15) - разведение половин корпуса. Выполняют сварку образцов и труб из нержавеющей стали типа 18-18 с толщиной стенки 3 мм 0 57 мм в шаго-импульсном режиме. Внедрение предлагаемого устройства взамен базового устройства (автоматов типа ШАГ, используемых на монтаже) позволит повысить качество сварки за счет устранения деформаций корпуса и обеспечения равномерного вращения планщайбы, что позволит снизить брак сварных соединений на 40°/о, увеличить производительность за счет уменьшения вспомогательного времени на установку, закрепление и съем автомата, а также исключения затрат времени на охлаждение элементов зажима, что позволит сократить затраты вспомогательного времени на 50/о, улучшить условия эксплуатации: конструкция устройства позволяет быстро и точно установить автома-т на свариваемой трубе и произвести операцию зажима движением одной рукоятки, кроме того элементы крепления находятся вне зоны теплового воздействия сварочной дуги.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ТРУБ | 1970 |
|
SU277982A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| Устройство для сварки неповоротных стыков трубопроводов | 1987 |
|
SU1508472A1 |
| Автомат для сварки неповоротных стыков труб | 1986 |
|
SU1412917A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
Г. УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащее разъемный корпус, выполненный из шарнирно связанных половин, смонтированные на нем разъемную планшайбу и разъемную втулку и механизм зажима,огличающееся тем, что, с целью повышения надежности работы устройства путем уменьшения влияния усилия зажима на враш.ение планшайбы, оно снабжено штырем с утолшением на конце, закрепленным на половине корпуса, в смонтированной на этой половине части втулки выполнено ответное штырю отверстие и она установлена на корпусе с возможностью радиального перемешения и подпружинена относительно него, при этом диаметр отверстия больше диаметра штыря. 2. Устройство по п. 1, отличающееся тем, что механизм зажима выполнен в виде клещей.
фиг.
(рш.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 0 |
|
SU342745A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1978 |
|
SU770699A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
