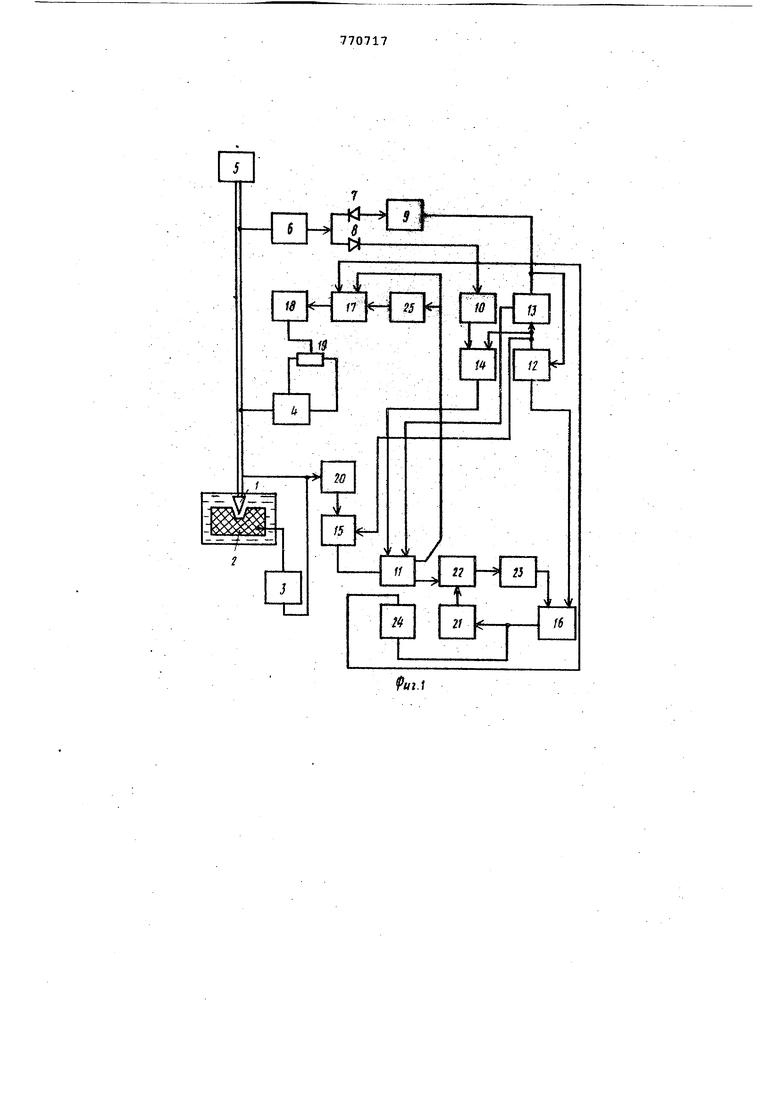
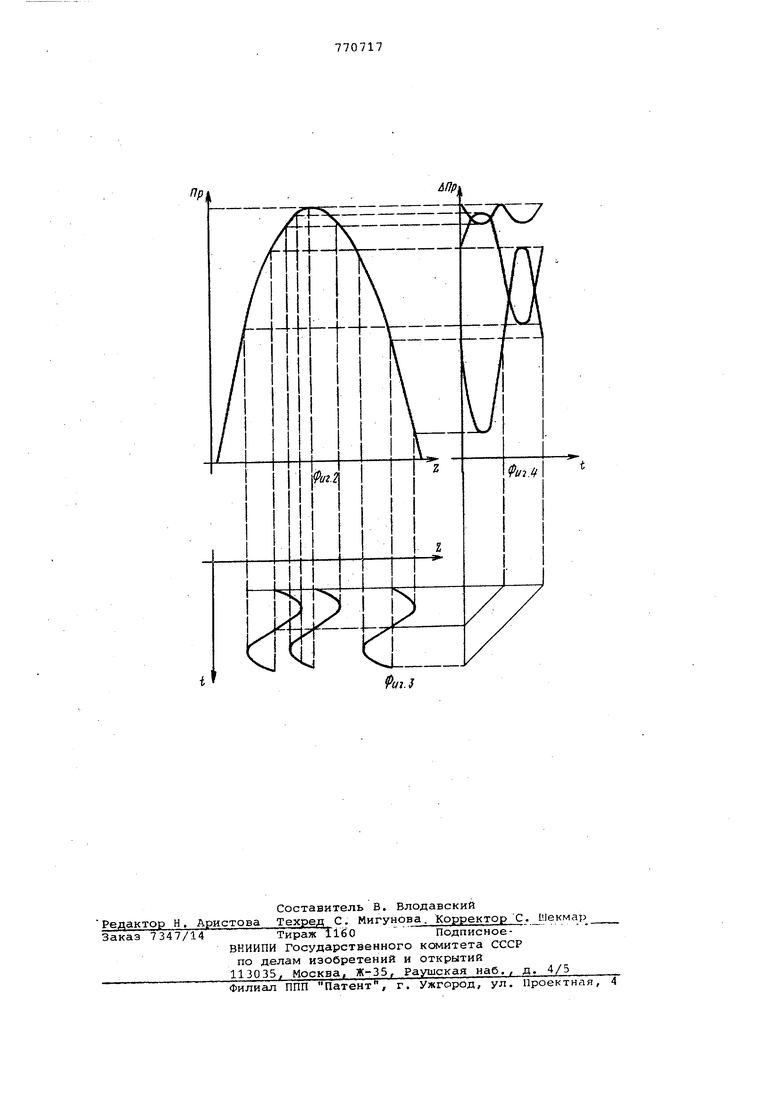
зазора hp 1Чр - Kf,(Z - 2)(2), где of - максимальное число рабочих импульсов при заданном режи ме обработкиJ Z - значение межэлектродного зазора,соответствующее максимальному числу рабочих импульсов. При этом вибрация электрода -инструмента, осуществляемая по гармоническому закону -А Sinwt, накладывается на текущее значение межэлектродного зазора Z и зависимость (2) приобретает вид: Horfi -IC(I-2 Asinu)t), (2) где Л - амплитуда колебаний межэлектродного зазора от вибратора , 1 - круговая частота колебаний. Для некоторого значения межэлектродного зазора Z, Sinwt осуществим измерение переменной составляющей числа рабочих импульс сж рnpU ASinwt)-Kn(Z+ASinwt-Z )Пр, rKiilZ-Z) -2Kn(Z-Z)ASinwt-knA Sirfwt4 .п.так как ПрСг п -КДт-г) пJJ(2. AfilnuJt)nр(г)-2 tin(Z-Z)/VbintOt-li A-Sin Uj dnp подставляя значения производной f от числа рабочих импульсов Прпо межэлектродному зазору, вычисленное по (2): получаем окончательно: dnp/d2.-2kp(2-z) Пр Cz- -As;nu)t)Hp(2)-A5 sinu))t, откуда ДПр - переменная составляющая числа рабочих импульсов технологического тока в межэлектродном зазоре:&Пр: Пр(г Aaihurt.))- ft&inoit имеет ту же частоту, что и вибрация электрода-инструмента или межэлектро него зазаора, а амплитуда переменной составляющей ДПр , равная порциональна производной dhp/oQ, кото рая при значениях межэлектродного за зора, больших Z, отрицательна и уб вает по абсолютной величине с прибли жением межэлектродного зазора Z к ве личине 2, при значении межэлектродного зазора, равном зазору Z, произ водная равна нулю, а при значениях зазора меньших Z становится положительной и возрастает по абсолютной в личине с уменьшением межэлектродного зазора. То есть знак и абсолютная величин переменной составляющей числа рабочи импульсов технологического тока, определяемые низкочастотными гармоническими колебаниями межэлектродного зазора от вибратора, позволяют управ ять межэлектродным зазором так, чтобы поддерживать число рабочих импульсов технологического тока в нем максимальным, что и позволяет в силу зависимости (1) добиваться максимальной производительности процесса обработки. Предлагаемый способ позволяет значительно уменьшить время поиска режима максимальной производительности, так как абсолютная величина и знак переменной составляющей числа рабочих импульсов технологического тока, следующих с высокими частотами (8220 кГц), могут быть определены за один период низкочастотного гармонического колебания (с частотой обычно 100 Гц) межэлектродного зазора от вибратора. На фиг. 1 представлена блок-схема устройства, реализующего способ, на фиг. 2 - график зависимости числа рабочих импульсов технологического тока в межэлектродном зазоре от величины зазора, на фиг. 3 - график низкочастотного гармонического колебания межэлектродного зазора для трех его значений J на фиг. 4 - временная зависимость переменной составляющей числа рабочих импульсов технологического тока. Способ может быть осуществлен с помощью устройства, состоящего из электрода-инструмента 1, электродадетали 2, генератора технологического тока 3, регулятора межэлектродного зазора 4, электромагнитного вибратора 5, преобразователя 6 низкочастотных гармонических колебаний электродаинструмента 1 в синусоидальный электрический сигнал, полупроводниковых диодов 7 и 8, преобразователей 9, 10 синусоидального электрического сигнала в прямоугольный той же частоты, реверсивного счетчика 11, программатора 12, схемы потенциально-импульсного совпадения 13, 14, 15, 16, коммутатора 17, шагового двигателя 18, уставки 19 регулятора межэлектродного зазора, амплитудного анализатора 20 импульсов технологического тока, счетчика импульсов 21, схемы совпадения 22, генератора прямоугольных импульсов 23, делителя 24, логичес кого элемента НЕ. 25. Устройство работает следующим образом. При некотором значении межэлектродного зазора импульсная последовательность с частотами от 8000 до 220000 Гц технологического тока по цепи: генератор 3, электрод-инструмент 1, электрод-деталь 2, генератор 3, протекая через межэлектродный зазор, осуществляет обработку детали 2 в рабочей среде. Посредством анализатора 20 импульсной последовательности из общей последовательности импульсов технологического тока выделяются рабочие импульсы, которые и поступают на счетный вход реверсивного счетчика импульсов 11 через по тенциально-импульсную схемусовпаде ния 15. Одновременно наложенные на элект инструмент 1 низкочастотные гармони ческие колебания вибратора 5 преобразуются вибрационным преобразовате лем 6 в электрический синусоидальны сигнал той же частоты, что и механи ческие колебания электрода-инструме 1 от вибратора 5, Диодами 7 и 8 из синусоидального сигнала выделяются положительный и отрицательный полуп риоды, которые в дальнейшем посредством преобразователей 9, 10 приводятся к прямоугольным импульсам соотйетствующей полярности. Потенциаль ными сигналами программатора 12 чере потенциально-импульсные схемы совпг. -дения 13, 14, выходы преобразователей 9, 10, подключаются к шинам ело жения или вычитания реверсивного счетчика 11, разрешая сложение или вычитание реверсивньм счетчиком 11 рабочих импульсов технологического тока, поступающих на его вход с выхода анализатора импульсов 20, через потенциально-импульсную схему с падения 15. Накопленная разность по команде программатора 12 отрабатывается подключением на коммутатора 17 ша гового двигате.й 18 через потенциал но-импульсную схему совпадения 16 генератора прямоугольных импульсов 23.Подключение осуществляется по команде программатора 12. Одновреме но импульсы генератора 23 подаются на вход счетчика 21, где суммируются и показания счетчика 21 непрерывно сравниваются в схеме совпадения 22 с разностью, накопленной реверсивным счетчиком 11. При совпадении показаний счетчиков 11 и 21 сигнал со схемы совпадения 22 останавливает генератор 23, работающий в автоколебательном режиме. Последовательность прямоугольных импульсов генератора 23 одновременно со счетчиком импульсов 21 подается через делитель 24 на коммутатор17 шагового двигателя 18 уставки 19 регулятора межэлектрод ного зазора 4. Знак коррекции уставки регулятора определяется по знаку разности, накопленной в реверсивном счетчике 11, и устанавливается на коммутаторе 17 посредством логического элемента НЕ 25. Способ заключается в следующем. . Из общей последовательности импульсов, вырабатываемых генератором технологического тока, выделяют только рабочие импульсы, осуществляющие непосредственный съем материала с элек трода-детали . Одновременно преобразуют низкочастотные (100 Гц) механические колебания электрода-инструмента в синусоидальный электрический сигнал той же частоты, что и механические колебания электрода-инструмента от вибратора. Затем разделяют полученный сигнал на два, один из которых состоит из положительных, а друго из отрицательных полупериодов синусоидального электрического сигнала. Дглее преобразуют выделенные однополярные синусоидальные пульсирующие сигналы в импульсы прямоугольной формы одинаковой полярности. Сдвинутые во времени на половину периода однополярные прямоугольные импульсы подаются на шины знака + и - реверсивного счетчика импульсов, разрешая cor ответственно сложение или вычитание рабочих импульсов технологического тока. Интервал счета задается и может устанавливаться равнЕ м одному или нескольким периодам низкочастотного колебания электрода-инструмента. . Показания, накопленные в реверсивном счетчике за интервал измерения, равны переменной составляющей ДПрчисла рабочих импульсов, знак и абсолютная величина которой позволяют корректировать межэлектродный зазор, так как ДПр пропорциональна (см. выражениеd- p/clz, то (Z-2)---l/2k; A ЛПр. По окончании интервала измерения корректируют уставку регулятора межэлектродного зазора пропорционально величине переменной составляющей числа рабочих импульсов со знаком, обратным знаку этой составляющей. Таким образом, установленный после коррекции межэлектродный .зазор будет равен значению 2, соответствующему режиму максимальной производительности. Форйиула изобретения Способ экстремального регулйрования электроэрозионного процесса, состоящий в измерении числа импульсов одного из параметров, характеризуюудах процесс, за равные интервалы времени, определении разности этих измерений и коррекции настройки станка по знаку и величине полученной разности , отличающийся тем; что, с целью уменьшения времени поиска максимальной производительности процесса и повышению надежности регулирования, на электрод-инструмент накладывают принудительные низкочастотные гармонические колебания и измеряют количество импульсов технологического тока в каждый из полупсриодов полного колебания электрода-инструмента, Источники информации, принятые во внимание при экспертизе 1. Заявка 2559026/25-08, кл. В 23 Р 1/00, 1977, по которой принято решение о вьщаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экстремального регулирования | 1977 |
|
SU738817A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Способ электроэрозионной обработки | 1983 |
|
SU1220907A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| Устройство для поверки электрических секундомеров | 1986 |
|
SU1392543A1 |
| Установка для электроискровой обработки токопроводящих материалов | 1991 |
|
SU1825679A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| Генератор сигналов управления сейсмическими вибраторами | 1981 |
|
SU949579A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |