I
Изобретение относится к электрофизическим методам обработки материалов; и, в частности, касается способа экстремального регулирования рабочих Параметров электроэрозионного процесса.
Известен способ экстремального регулирования межэлектродного промежутка при электроэрозибнной обработке.
-
Автоматический поиск максимума производительности по этому способу основан на вычислении разности двух замеров количества импульсов перемещения электрода-инструмента за два равных интервала времени. При этом из накопленных за первый интервал показаний вычитают показания, полученные за второй, и коррекцию настройки станка, например межэлектродного промежутка, осуществляют по знаку полученной разности 1 .
Недостаток этого способа состоит, в том, 4to по знаку полученной разности можно определить только знак следуюпрй коррекции про(Межутка. Величина коррекции при этом остается неизвестной.
Малая величина коррекции приводит к уве,личению времени поиска максимума; производительности, а большая величина коррекции - к колебаниям электрода-инструмента и, как следствие этого, к короткому замыканию между электродом-инструментом и изделием.
Целью изобретения является уменьшение времени поиска максимальной производительности электроэрозионного станка, путем определения знака и абсолютной величины коррек10ции межэлектродного промежутка.
Поставленная цель достигается тем, что в ювестном способе взамен двух, периодически говторяющихся измерений кбличества импупь- ,. сов перемещения электрода-инструмента за два
15равных, периодически повторяющихся интервала времени, производяг однократное измерение трех значений скорости перемещения электродаинструмента при трех значениях межэлектродного промежутка, одновременно определяют эти
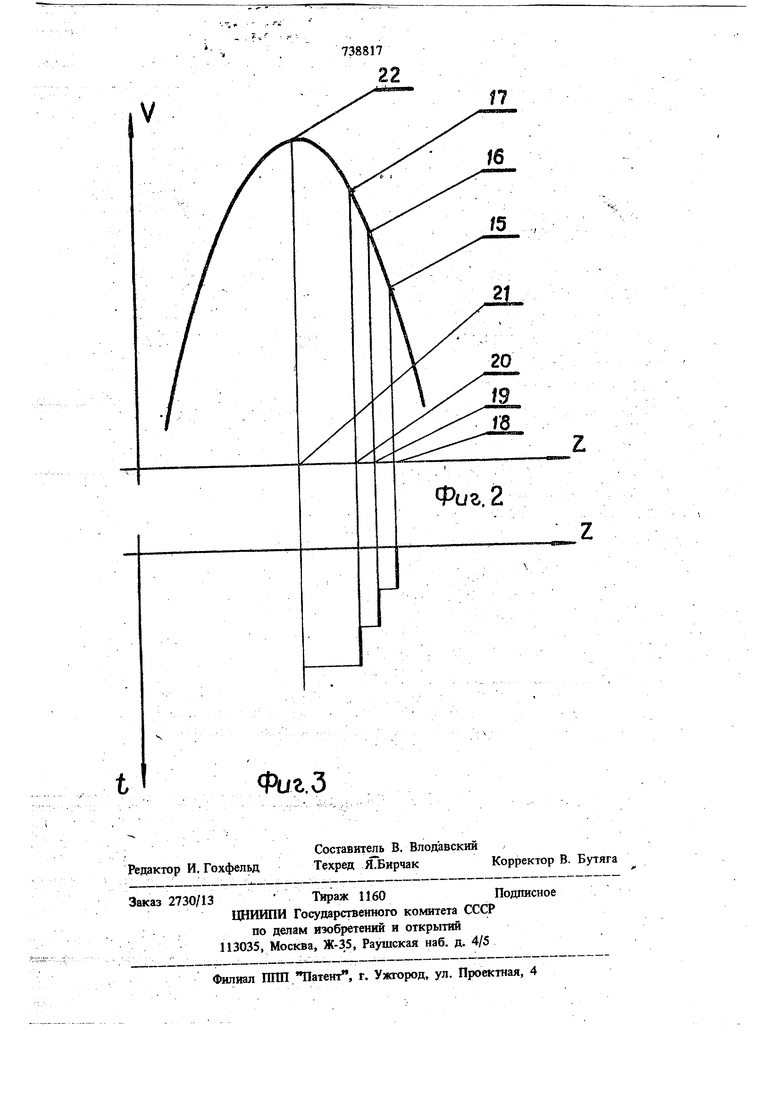
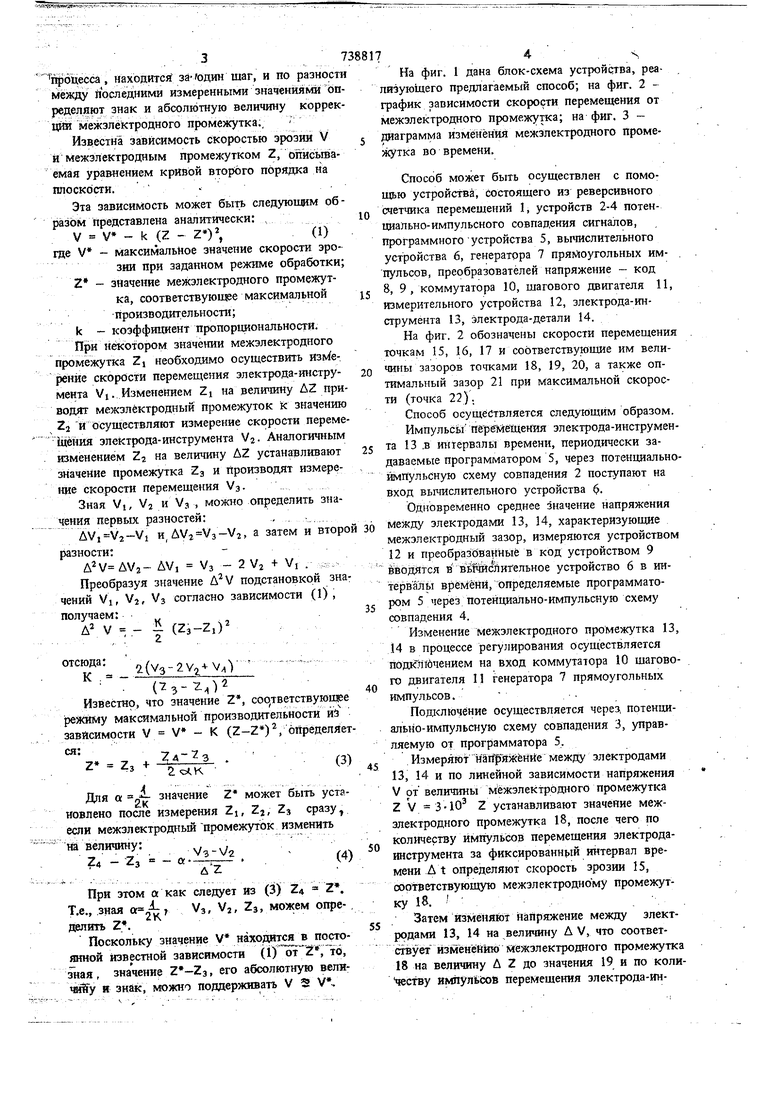
20 значения, находят, используя эти значения, коэффициент пропорциональности, при котором зяачение межэлектродного промежутка, соответдавующге максимальной производительности .3 n|)6ixecca , находится за-один шаг, и по разност между последними измеренными значениями оп ределяют знак и абсолютную величину коррек ции межзпёктродного промежутка.. Известна зависимость скоростью эрозии V и межзлектродным промеясутком Z, описываемая уравнением кривой второго порядка на плоскости.Эта зависимость может быть следующим об разом представлена аналитически: , V V - k (Z - Z),(1) где V - максимальное значение скорости эрозии при заданном режиме обработки Z - значепие межэлектродного промежутка, соответствующее максимальной производительности; k - коэффициент пропорадональности. При некотором значении межэлектрсдного промежутка Zj необходимо осуществить изл еренйе скорости перемещения электрода-инструмента Vi. Изменением Zi на велшшну AZ при водят межзлектродный промежуток к значению Zj и осуществляют измерение скорости переме Щёния электрода-инструмента Vj. Аналогичным изменением Zj на величину AZ устанавливают значение промежутка Za и Производят измерение скорости перемещения УЗЗная Vi, Vj и Vj , можно определить зт ачения первых разностей:, AV,V2-Vi n,AV2 V3-V2, а затем и второ разности: ДУг- AV, УЗ - 2 Vj + УГ . ;.: л Преобразуя значение подстановкой зна чений У, У, УЗ согласно зависимости (1) , получаем: - (Z3-Z.)Д У отсюда: 2(Уз-2У;, -- К (,) Известно, что значение Z, соответствующее режиму максимальной производительности иэ зависимости У У - К (Z-Z), ойределяет ся: Z Zj + 2oi,K Для а «,j2 значение Z может быть установлеио после измерения Zj, Zj, Zj сразу если межэлектродньй промежуток изменить на величину: 24 - 2я При этом а как следует из (3) 2 Z. Т.е., зная а А г Vs, УЗ, Zs, можем опре- , -blN делить Z. Поскольку значение У находатся в постоянной известной зависимости (1) от Z, то, зная, значение , его абсолютную велнtffiiffy и знак, можно поддерживать У 2 У 7 4. S На фиг. 1 дана блок-схема устройства, реализующего предлагаемь Й способ; на фиг. 2 график зависимости скорости перемещения от межэлектродного промежутка; на фиг. 3 диаграмма изменения межзлектродного промежутка во времени. Способ может быть осуществлен с помощью устройства, состоящего из реверсивного счетчика перемещений I, устройств 2-4 потенциально-импульсного совпадения сигналов, программного устройства 5, вычислительного устройства 6, генератора 7 прямоугольных импульсов, преобразователей напряжение -- код 8, 9 , коммутатора 10, щагового двигателя 11, измерительного устройства 12, электрода-инструмента 13, электрода-детали 14. На фиг. 2 обозначены скорости перемещения точкам 15, 16, 17 и соответствующие им величины зазоров точками 18, 19, 20, а также оптимальный зазор 21 при максимальной скорости (точка 22). Способ осуществляется следующим образом. Импульсьг ПёрШеЩеКия электрода-инструмента 13 .в интервалы времени, периодически задаваемые программатором 5, через потенциальноимпульсную схему совпадения 2 поступают на вход вычислительного устройства $. Одновременно среднее значение напряжения между электродами 13, 14, характеризующие межэлектродныи зазор, измеряются устройством 12 и преобразованные в код устройством 9 вводятся в Вбййсйительное устройство 6 в интерваль времени. Определяемые программатором 5 через потенциально-импульсную схему совпадения 4. Изменение межэлектродного промежутка 13, 14 в процессе регулирований осуществляется Пбдк пйчением на вход коммутатора 10 шагового двигателя П генератора 7 прямоугольных импульсов. Подклйчение осуществляется через, потенциально-импульсную схему совпадения 3, управляемую от программатора 5. Измеряют напряжение между электродами 13, 14 и по линейной зависимости напряжения У от величины л ёжэлектродного промежутка Z У 3 10 Z устанавливают значение межэлектродного промежутка 18, после чего по количеству импульсов перемещения электродаинструмента за фиксированнь1Й интервал времени At определяют скорость эрозии 15, соответствующую межэлектродному промежутку 18. Затем изменяйт напряжение между электродами 13, 14 на величину А У, что соответствует изменению межэлектродного промежутка 18 на величину Д Z до значения 19 и по количеству импульсов перемещения электрода-ин5. . струмента за интервал времени А t определяют скорость эрозии 16, соответствуюи ю межэлект родному промежутку 19. После этого вновь изменяют напряжение И между электродами 13, 14 на величину -Л V, что соответствует изменению межэлектродного промежутка 19 на величину Д Z до значения 20 и по количеству импульсов перемещения электрода-инструмента за интервал времени Д t определяют .скорость эрозии 17, соответствующую межэлектродному промежутку 20. По значениям скоростей эрозии 15,16, 17 и соответствующим им значениям межэлектррдных промежутков 18, 19, 20 вычислительное устройство 6 по выражению А - определяет величину а - коэффициента коррекции межэлектродного промежутка 20, а по значениям скоростей эрозии 16, 17, соответствующим им значениям межэлектродного пром .„, 19, 20 и коэффициенту а по выражению (4), определяет величшу коррекции межэлектродного промежутка 20 до значения 21, соответствующего максимальной производительности процесса электроэрозионной обработки 22. -1 Величина коррекции межэлектродного пром жутка 13, 14 переобразуется в унитарный код устройством 8, поступает на вход коммутатора 10 и далее отрабатывается щаговым двига76телем 11. Установленное значение межэлектродного промежутка является оптимальным, Применение данного способа позволяет сократить время поиска оптимальной скорости подачи и оптимальной велишны межэлектродного зазора, что ведет к повышению производательности процесса. Формула изобретения .Способ экстремального регулирования ппраг метров электроэрозионного процесса, состояцшй в измерении числа импульсов перемещения электрода-инструмента за равные интервалы времени, определении разности этих измерений и коррекции настройки станка по знаку полученной разности, отличающийся тем, что, с целью повьшкния производительное ти процесса, измерения числа импульсов пере;мещений электрода-инструмента производят значениях межэлектродного зазора определяют абсолютную величину разности этих значений и величину коррекции устанавливают пропорциональной полученной разности. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР№ 243112, кл. В 23 Р 1/14, 1968.
гУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экстремального регулирования электроэрозионного процесса | 1978 |
|
SU770717A1 |
| Способ электроэрозионной обработки | 1983 |
|
SU1220907A1 |
| Устройство для автоматического управления электроэрозионным станком | 1979 |
|
SU849659A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
| Способ электроэрозионной обработки фасонных поверхностей | 1982 |
|
SU1102663A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Способ электроэрозионной обработки | 1989 |
|
SU1710233A1 |