Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способа защиты от коротких замыканий при электрохимической размерной обработке.
Известны способы защиты от коротких замыканий при электрохимической размерной обработке, основанные на регистрации сигнала о начале разряда по резкому увеличению тока, уменьшению напряжения [1,2].
К недостаткам известных способов относится низкое быстродействие. Кроме того, устройства, с помощью которых осуществляются данные способы, реагируют на начальную стадию быстропротекающего разряда, поэтому малоэффективны для защиты электродов и служат только для защиты источника технологического тока от перегрузок.
Известны также способы обнаружения начала возникновения короткого замыкания при электрохимической размерной обработке по появлению высокочастотных составляющих тока, напряжения, мощности.
К ним относится, например, способ адаптивной защиты от коротких замыканий при электрических методах обработки, согласно которому в качестве информационного параметра о развитии коротких замыканий используют текущие значения мощности высокочастотных сигналов, в котором дополнительно измеряют текущие значения мощности, выделяемой в межэлектродном промежутке, от действия силового тока и напряжения, определяют знаки производных от измеренных значений мощностей и в моменты, когда знаки производных одновременно принимают положительное значение, осуществляют срабатывание защиты [3].
Недостатками известных способов являются низкая надежность и стабильность срабатывания, так как в условиях формирования сильноточных импульсов с крутыми фронтами индустриальных помех, повышение чувствительности устройства, работающего по данным способам, ведет к увеличению вероятности ошибочных отключений, снижение чувствительности - к запоздалым срабатываниям.
Известен также способ предупреждения коротких замыканий при электрохимической размерной обработке сталей и сплавов, на поверхности которых перед наступлением короткого замыкания образуется пассивная пленка, основанный на регистрации сигнала из зоны обработки о приближении короткого замыкания и отключении рабочего напряжения, в котором в качестве сигнала для отключения рабочего напряжения используют силу давления между катодом-инструментом и обрабатываемой деталью, возникающую после их соприкосновения [4].
К недостаткам способа следует отнести то, что усилие, создаваемое в зоне обработки, недостаточно коррелированно с вероятностью возникновения коротких замыканий. Нельзя рассматривать силу давления, возникающую в межэлектродном пространстве, без учета жесткости механической системы, которая является переменной величиной, например, при смене электрода-инструмента или ослабленном креплении заготовки. Кроме того, усилие, развиваемое в механической системе, еще не характеризует уменьшение межэлектродного зазора до критического, которое может изменить условия прокачки электролита, вызвать скопление газа в зоне обработки и привести к возрастанию напряженности электрического поля с последующим развитием короткого замыкания. При этом усилие определяется не только условием, связанным с контактированием электродов при наличии пассивной пленки, а также зависит от длины канала, площади обработки, давления электролита на входе в зазор, скорости вытеснения электролита из зоны обработки при малых межэлектродных зазорах, от вводимой в промежуток энергии, поскольку газ, выделяющийся в процессе обработки, увеличивает давление.
Наиболее близким к заявляемому способу по технической сущности является способ предупреждения коротких замыканий при электрохимической обработке токопроводящих деталей с вибрирующим электродом-инструментом, основанный на регистрации сигнала из зоны обработки о приближении короткого замыкания и отключении рабочего напряжения на электродах, в котором в качестве сигнала для отключения рабочего напряжения принимают уменьшение амплитуды вибрации электрода-инструмента, возникающего вследствие соприкосновения электрода и обрабатываемой детали [5].
К недостаткам известного способа относится наличие проблемы получения сигнала, фиксирующего изменения амплитуды вибрации непосредственно из зоны обработки. В сигнал индуктивного датчика, приближенного к зоне обработки, вносятся искажения от сильноточных импульсов технологического тока. На размещение датчика в зоне обработки вносятся ограничения, связанные с креплением электрода-инструмента и заготовки, установкой камеры противодавления. При этом требуется гидроизоляция датчика. А как предлагается для реализации способа, датчик, установленный на пиноли вибратора, позволяет получить информацию о деформации только одного узла, что недостаточно для обеспечения безопасной работы. В данном случае датчик не предотвратит короткие замыкания, например, при недостаточной жесткости электрода-инструмента.
Процесс размерной электрохимической обработки с созданием принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения, подаваемыми при сближении или разведении электродов, - гармонический процесс с разделением на фазы обработки, слежения за зазором и промывки межэлектродного промежутка с привязкой по времени отдельных фаз процесса.
Основной причиной, приводящей к развитию процесса короткого замыкания в межэлектродном зазоре в данных условиях обработки, является деформация механической системы (станок - приспособление - инструмент - деталь). При этом мгновенные значения межэлектродных зазоров могут достичь критических величин, что вместе с ростом напряженности электрического поля и затруднением эвакуации продуктов растворения, в частности газа, из зоны обработки может вызвать пробой межэлектродного промежутка. Так, с уменьшением промывочного зазора до величины менее 0,1 мм резко возрастает гидравлическое сопротивление вплоть до полной облитерации потока с ухудшением выноса продуктов растворения из зоны обработки и заполнением межэлектродного промежутка газожидкостной смесью [2].
Величина деформации в свою очередь зависит от приложенных усилий и жесткости механической системы.
При электрохимической размерной обработке вибрирующим электродом усилия, возникающие в зоне обработки, могут достигать значительной величины из-за ограничений, связанных с вытеснением электролита из межэлектродного промежутка и из-за вводимой энергии, поскольку газ, выделяющийся в процессе обработки, увеличивает давление. Значительные нагрузки в межэлектродном промежутке могут быть созданы при соприкосновении электродов в условиях пассивации обрабатываемой поверхности. Неудовлетворительные контактные соединения в оснастке, имеющие большое переходное сопротивление, могут привести к дополнительному падению напряжения в местах соединений, что может изменить режим обработки, вызвать пассивацию обрабатываемой поверхности и, как следствие, увеличить деформацию системы.
Жесткость механической системы станка - величина постоянная, рассчитанная на обработку определенных площадей, если не принимать во внимание изменение жесткости за счет износа механических узлов. Но жесткость приспособления, инструмента, детали или крепежа может оказаться неудовлетворительной для данных условий обработки.
Контактный метод, или метод "ощупывания", остается наиболее надежным и точным методом для установки межэлектродного зазора [1] и может быть использован для оценки деформации механической системы, учитывая, что увеличение деформации приводит к расширению контакта и сдвигу по фазе.
Но пассивация обрабатываемой поверхности, нарушающая стабильность формирования сигнала контакта, а также наличие режимов, когда обработку ведут без соприкосновения электродов или с редким контактом, регулируя величиной скорости подачи электродов точностные параметры процесса, не позволяют в каждом периоде колебаний контролировать деформацию механической системы во время обработки. Поэтому оценить поведение механической системы можно непосредственно перед началом обработки с созданием усилий, приводящих к деформациям, которые могут возникнуть в процессе обработки.
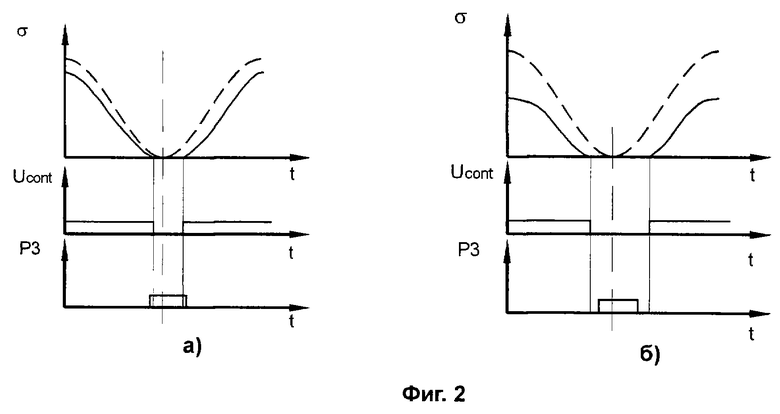
На фиг. 1 представлены диаграммы изменения межэлектродного зазора и напряжений, поясняющие реализацию способа,
где σ - межэлектродный зазор;
Умэп - напряжение в межэлектродном промежутке;
Ucont - контрольное напряжение, необходимое для работы следящей системы за контактом;
Utech - технологическое напряжение;
РЗ - разрешенная зона прохождения контакта, заданная с учетом допустимой деформации механической системы.
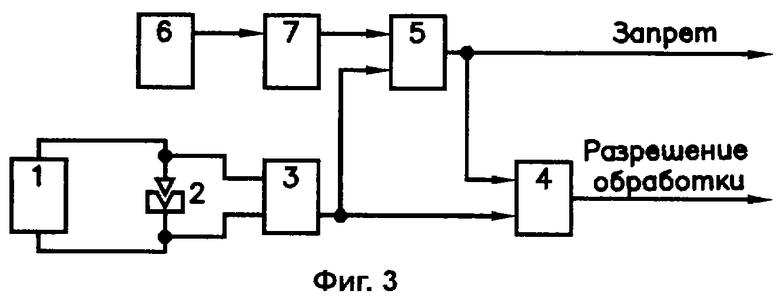
На фиг.2 - диаграммы изменения межэлектродного зазора σ в течение одного периода колебаний относительно разрешенной зоны РЗ:
а) - в пределах допустимой деформации системы;
б) - при избыточной деформации.
На фиг.3 - функциональная схема устройства.
Способ осуществляется следующим образом.
Перед началом обработки производят сближение электродов до контакта с созданием принудительных колебаний одного из электродов и подачей электролита в зону обработки при выключенном источнике технологического напряжения (фиг.1).
К электрохимической ячейке во время сближения электродов подключается контрольное напряжение Ucont, что приводит к дополнительной пассивации обрабатываемой поверхности, поскольку время воздействия контрольного напряжения на обрабатываемую поверхность превышает время воздействия остаточного поляризационного напряжения или контрольного напряжения в период между импульсами технологического напряжения во время обработки. При этом скорость сближения электродов задают большей, чем скорость во время обработки, что сокращает потери времени на вспомогательные технологические операции, а также позволяет создать нагрузки при соприкосновении электродов, приближенные к условиям, которые могут возникнуть во время обработки с учетом дискретности работы системы слежения, пассивации обрабатываемой поверхности, и в этих условиях произвести оценку деформации системы. С появлением контакта прекращают сближение электродов и сравнивают местоположение контакта, его ширину с разрешенной зоной РЗ, заданной с учетом максимально допустимых деформаций механической системы для данных условий обработки. При этом контролируют прохождение контактов относительно разрешенной зоны в течение нескольких периодов колебаний. Необходимость такого контроля связана с возможностью расширения зоны действия контакта в последующих периодах колебаний из-за разрушения пассивной пленки, а также возможности возникновения резонансных явлений при гармонических колебаниях.
При условии прохождения последовательно нескольких контактов в пределах разрешенной зоны (фиг.2а) формируют сигнал на схему управления станком, разрешающий обработку. По этому сигналу электроды разводят на рабочий зазор, подключают источник технологического напряжения Utech. и начинают обработку. Если же во время соприкосновения электродов в течение нескольких периодов колебаний хотя бы один контакт вышел за пределы разрешенной зоны (фиг.2б), то есть деформация механической системы превышает допустимые значения, формирование сигнала, разрешающего обработку, не происходит. Кроме этого может быть сформирован сигнал запрета, прерывающий рабочий цикл с выводом информации обслуживающему персоналу о повышенной деформации системы, превышающей допустимые значения, что позволяет сохранить электрод-инструмент от эрозионного износа, а после анализа и устранения причин повышенной деформации начать обработку. Количество анализируемых контактов задается исходя из технических характеристик станка: амплитуды и частоты вибрации, жесткости механической системы и максимальной площади обработки.
Устройство (фиг.3) содержит источник контрольного напряжения 1, подключенный к электродам 2, датчик контакта 3, вход которого соединен с электродами 2, а выход связан со счетным входом счетчика 4 и вторым входом схемы "И" 5, формирователь разрешенной зоны 6, выход которого через инвертор 7 подключен к первому входу схемы "И" 5, выход которой соединен с входом установки в нулевое состояние счетчика 4.
При соприкосновении электродов 2 сигнал контакта, сформированный датчиком контакта 3, поступает на счетный вход счетчика 4. Одновременно на схеме "И" 5 анализируется выход контакта за пределы разрешенной зоны, для этого сигнал контакта сравнивается с сигналом, сформированным формирователем разрешенной зоны 6 и инвертированным инвертором 7. После прохождения нескольких контактов в пределах разрешенной зоны счетчик 4 формирует сигнал, разрешающий обработку. В противном случае, если хотя бы один из контактов вышел за пределы разрешенной зоны, сигнал с выхода инвертора 5 сбрасывает счетчик 4.
Способ реализован и прошел испытания на станке для размерной электрохимической обработки ЭС 4000 в условиях:
амплитуда вибрации - 0,3 мм;
частота вибрации - 50 Гц;
скорость предварительного сближения электродов - 3 мм/мин;
контрольное напряжение -1,2 В;
количество анализируемых контактов - 4.
При этом механических деформаций, повреждений электрода-инструмента и заготовки за счет контактирования электродов не наблюдалось.
Способ позволяет выявлять и устранять причины, которые могли привести к развитию процесса короткого замыкания, непосредственно перед началом обработки, если:
а) не обеспечена необходимая площадь контактных токопроводящих соединений в случае неудовлетворительного качества токопроводящих поверхностей, например пассивации, наличия окалины, заусенцев;
б) ослаблено крепление, недостаточна жесткость электрода-инструмента, оснастки, заготовки или их элементов;
в) неудовлетворительное сопряжение, перекос подвижных поверхностей, например, электрода-инструмента и камеры противодавления.
Сигнал разрешения обработки может быть использован также для определения базы от поверхности заготовки для отсчета глубины обработки.
ЛИТЕРАТУРА
1. Оборудование для размерной электрохимической обработки деталей машин. Под. ред. Седыкина Ф.В. М.: Машиностроение 1990 г., с. 124, 238-244.
2. Орлов В.Ф., Чугунов Б.И. Электрохимическое формообразование. М.: Машиностроение 1990 г., с. 22, 200-201.
3. Атрощенко В.В., Мухутдинов Р.Р., Волчков Э.К., Гейко Г.А., Сычков Г. А. , Глухарев Ю.А. Способ адаптивной защиты от коротких замыканий при электрических методах обработки и устройство для его осуществления. Авт. св. СССР 1255328 А1, В 23 Н 7/18.
4. Каримов А.X. и Законов А.П. Способ предупреждения коротких замыканий при электрохимической размерной обработке. Авт. св. СССР 891295, М. Кл.3 В 23 Р 1/04.
5. Законов А.П. и Каримов А.X. Способ предупреждения коротких замыканий при электрохимической обработке. Авт. св. СССР 548407, М. Кл2. В 23 Р 1/04 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| ГЕНЕРАТОР УНИПОЛЯРНЫХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2203785C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ защиты от коротких замыканий при электрохимической размерной обработке | 2021 |
|
RU2768409C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
Изобретение относится к электрохимической размерной обработке и может найти применение в различных отраслях машиностроения. Для защиты от коротких замыканий при электрохимической размерной обработке с созданием принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения, перед началом обработки производят сближение электродов до контакта с созданием деформации механической системы, приближенной к условиям обработки. Обработку разрешают только после прохождения контактов в течение нескольких периодов колебаний в пределах разрешенной зоны, заданной с учетом максимально допустимых деформаций механической системы. 3 ил.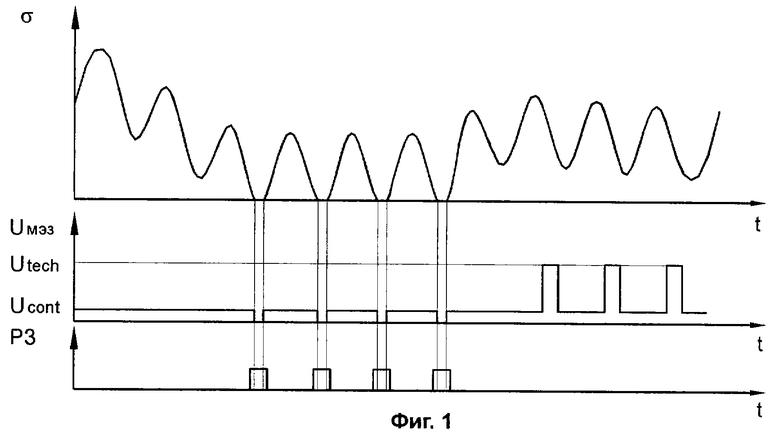
Способ защиты от коротких замыканий при электрохимической размерной обработке с созданием принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения, отличающийся тем, что перед началом обработки производят сближение электродов до контакта с созданием деформации механической системы приближенной к условиям обработки, при этом обработку разрешают только после прохождения контактов в течение нескольких периодов колебаний в пределах разрешенной зоны, заданной с учетом максимально допустимых деформаций механической системы.
| Способ предупреждения коротких замыканий при размерной электрохимической обработке | 1975 |
|
SU891295A1 |
| Устройство для защиты от короткого замыкания при размерной электрохимической обработке | 1980 |
|
SU908561A1 |
| Устройство для защиты электрохимической установки по обработке металлов от коротких замыканий между электродами | 1984 |
|
SU1196990A1 |
| Способ предупреждения коротких замыканий при электрохимической обработке | 1975 |
|
SU548407A1 |
| Датчик касания электродов | 1982 |
|
SU1007890A1 |
| Способ электрохимической обработки | 1985 |
|
SU1310134A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |

