Изобретение относится к электро- металлургии легких металлов, в частности к технологии электролитического способа получения алюминия.
В процессе электролиза в рабочем 5 пространстве электролизера по ряду технологических причин могут появляться местные замыкания, в частности, неровности на подошве акода, скопления угольной пены и т.д. Это приво-10 дит к местным перегревам анода и электролита, расстройству технологического хода электролизера.
Для поддержания нормального технологического режима следует перио- |5 дически осуществлять контроль технологического процесса с определением .в случае необходимости местонахождения неровности на подошве анода.
Известен способ контроля состоя- 20 кия подошвы анода алюминиевого электролизера, включснощий создание искусственного анодного эффекта. Согласно этому способу искусственный анодный эффект создают преднамеренным пару- 25 шением регламента обработки электролизера, добиваясь истощения электролита по глинозему.за счет снижения частоты обработки. Состояние подошФы анода контролируют по напряжению.. 30
анодноУо эффекта. Напряжение 25-30 В .свидетельствует об отсутствии неровносте.й на подошве анода. Напряжение 12-20 В свидетельствует о наличии неровностей на подошве анода в силу утечек электрического тока в районе неровностей. При подъеме анода после возникновения анодного эффекта и значительном снижении глубины погружения анода в электролит может быть приблизительно зафиксировано местонахождение неровности JTJ .
Недостатками данного способа являются низкая оперативность и эффективность контроля и повышенная трудоемкость.
Низкая оперативность связана с тем, что даже при полной отмене обработки анодный эффект может наступить через сутки и более. Эффективность способа недостаточна в силу того, что практически он позволяет обнаруживать только факт наличия или отсутствия неровностей на подошве анода. Местонахождение неровностей можно обнаружить только поднимая анод после, возникновения анодного эффекта. Однако при этсм анод приходится поднимать при повышенном напряжении, ч.то может привести к
перегреву электрсшита, расстройству технологического режима электроли.зера и, соответственно, к повышенным трудозатратам.
Цель изобретения - повышение оперативности и эффективности конт оля и снижениетрудоемкости.
Поставленная цель достигается тем, что искусственный анодный эффект создают сниисением глубины погружения анода в электролит и состояние подошвы анода контролируют по градиенту напряжения в момент его возникновения.
Отсутствие неровности определяют по градиенту напряжения 17-38 В.
Наличие неровности определяют по градиенту напряжения 6-16 В, при этом местонахождение неровности фиксируют по местным искровым разрядам и волнению расплава в ее районе. Уменьшения глубины погружения анода в электролит можно добиться, выливая электролит или металл, а также при помощи подъема анода. В последних двух случаяхпараллельно происходит увеличение межэлектродного расстояния, однако это не имеет существенного значения для возникновения градиента напряжения (пусковые электролизеры работают на значительных межэлектродных расстояниях без анодных эффектов и, соответственно, без градиентов напряжения).
Наиболее просто предлагаег«лй способ можно осуществить при ломощи подъема анода.
Способ осуществляют следующим образом.
Уменьшив глиноземистую ,засыпку на корке электролита, поднимают, анод
при помсяци домкратов, уменьшая глубину пс гружения анода в электролит. При этом напряжение медленно повышается. При снижении глубины погружения анода в электролит до 2-4 см, в случае отсутствия замыканий в рачем пространстве электролизера, скачкообразно повышается напряжение с 5-8 В до 25-43 В и возникает ясная вспышка (градиент напряжения 17-38 в). В случае наличия замыканий в силу местных утечек .электрического тока, напряжение повышается постепенно до 7-12 В и затем скачкообразно до 18-23 В и возникает тусклая вспышка (градиент напряжения 6-16 в). В последнем случае в районе неровности в связи с повышением плотности тока наблюдается искровой разряд и волнение расплава, по которым определяют ее местонахождение. После осуществления контроля анод э возвращают в прежнее положение, анодный эффект устраняют.
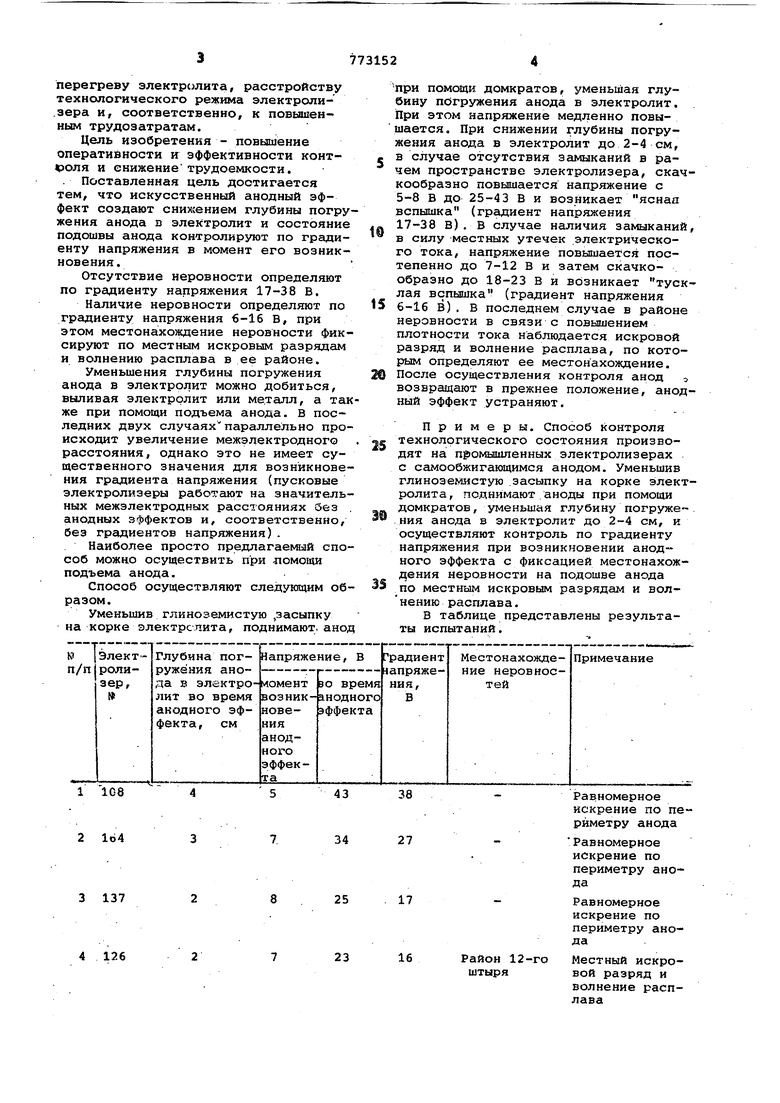
Примеры. Способ контроля технологического состояния производят на п омышленных электролизерах с самообжигающимся анодом. Уменьшив глиноземистую .засыпку на корке электролита, поднимают аноды при помощи домкратов, уменьшая глубину погружения анода в электролит до 2-4 см, и осуществляют контроль по гргщиенту напряжения при возникновении анодного эффекта с фиксацией местонахождения неровности на подошве анода по местным искровым разрядам и волнению расплава.
В таблице представлены результаты испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выравнивания подошвы анода алюминиевого электролизера | 1978 |
|
SU773148A1 |
| Способ контроля работы алюминиевого электролизера | 1981 |
|
SU1011733A1 |
| СПОСОБ ВЫРАВНИВАНИЯ ПОДОШВЫ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2017 |
|
RU2664585C1 |
| Способ контроля состояния подошвы анода электролизера для получения алюминия | 1981 |
|
SU1002410A1 |
| Способ защиты угольной части анода от окисления | 2018 |
|
RU2687526C1 |
| Способ централизованного контроля технологического состояния алюминиевого электролизера | 1986 |
|
SU1439157A1 |
| Лабораторная установка для исследований анодных процессов алюминиевого электролизера | 2018 |
|
RU2700904C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ АНОДНОГО ЭФФЕКТА В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ | 1988 |
|
SU1610935A1 |
| Способ получения алюминия | 1990 |
|
SU1772219A1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ НА ЭЛЕКТРОЛИЗЕРАХ С САМООБЖИГАЮЩИМИСЯ АНОДАМИ И БОКОВЫМ ТОКОПОДВОДОМ | 2002 |
|
RU2207408C1 |
1 108
43
2 164
34
3 137
25
23
126
38
Равномерное искрение по периметру анода
27
Равномерное искрение по периметру анода
17
Равномерное искрение по периметру анода
16
Район 12-го
Местный искровой разряд и штыря волнение расплава
151
12
143
10
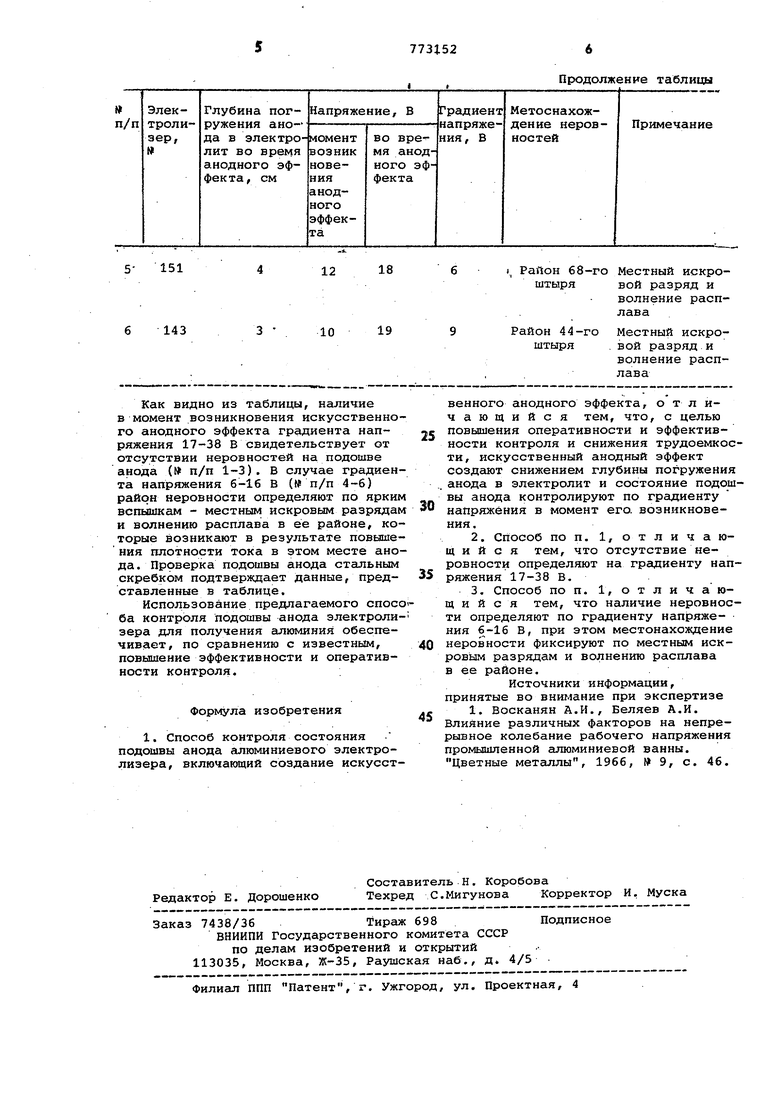
Как видно из таблицы, наличие в момент возникновения искусственного анодного эффекта градиента напряжения 17-38 В свидетельствует от отсутствии неровностей на подошве анода ( п/п 1-3). В случае градиента напряжения 6-16 В (№ п/п 4-6) район неровности определяют по ярким вспьшжам - местным искровым разрядам и волнению расплава в ее районе, которые возникают в результате повышения плотности тока в этом месте анода. Проверка подошвы анода стальным скребком подтверждает данные, представленные в таблице.
Использование предлагаемого способа контроля подошвы анода электроливера для получения алюминия обеспечивает, по сравнению с известным, повышение эффективности и оперативности контроля.
Формула изобретения
), Район 68-го Местный искроштыря вой разряд и
волнение расплава
Местный искровой разряд и волнение расплава
венного анодного эффекта, о т л ичающийся тем, что, с целью повЕлшения оперативности и эффектив5ности контроля и снижения трудоемкости, искусственный анодный эффект создают снижением глубины погружения анода в электролит и состояние подошвы анода контролируют по градиенту
0 напряжения в момент его. возникновения.
в ее районе.
Источники информации, принятые во внимание при экспертизе
5 Влияние различных факторов на непрерывное колебание рабочего напряжения промышленной алюминиевой ванны. Цветные металлы, 1966, 9, с. 46.
