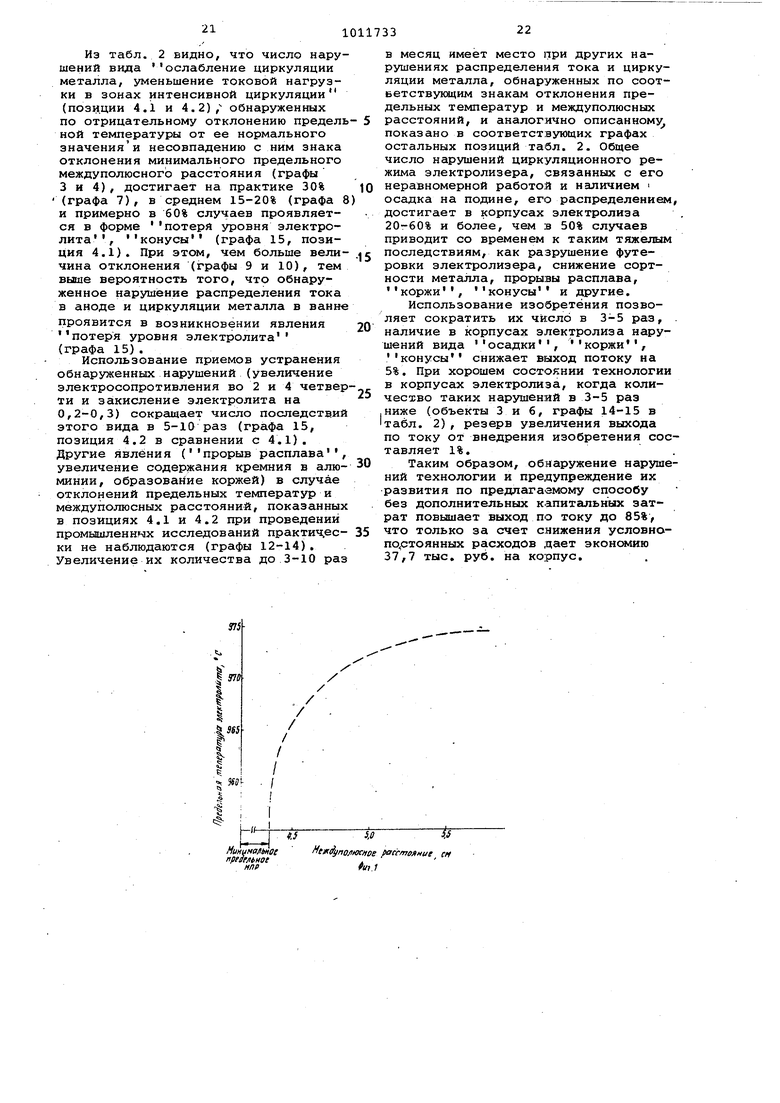
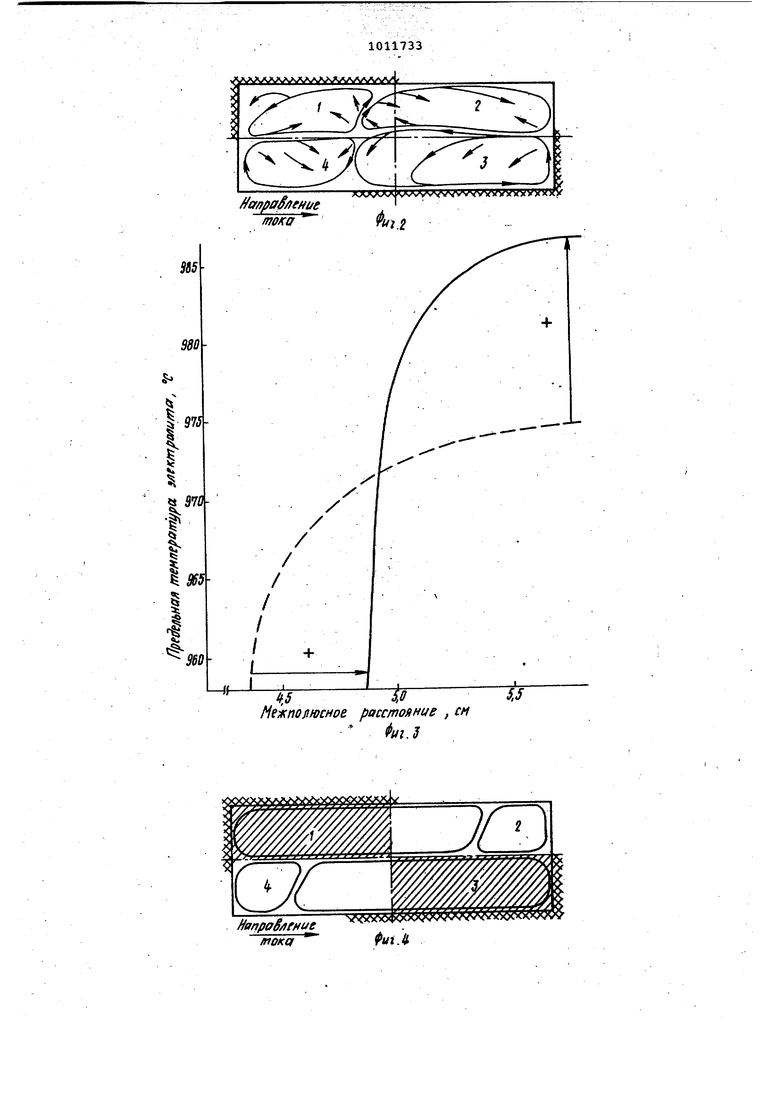
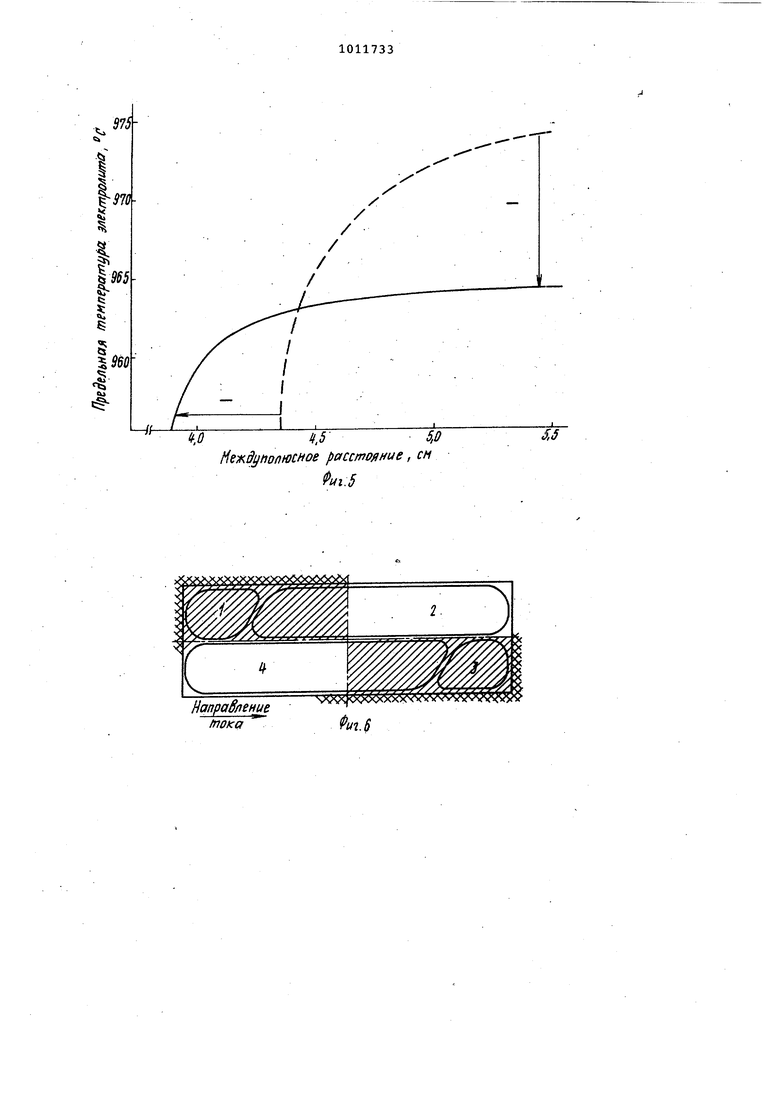
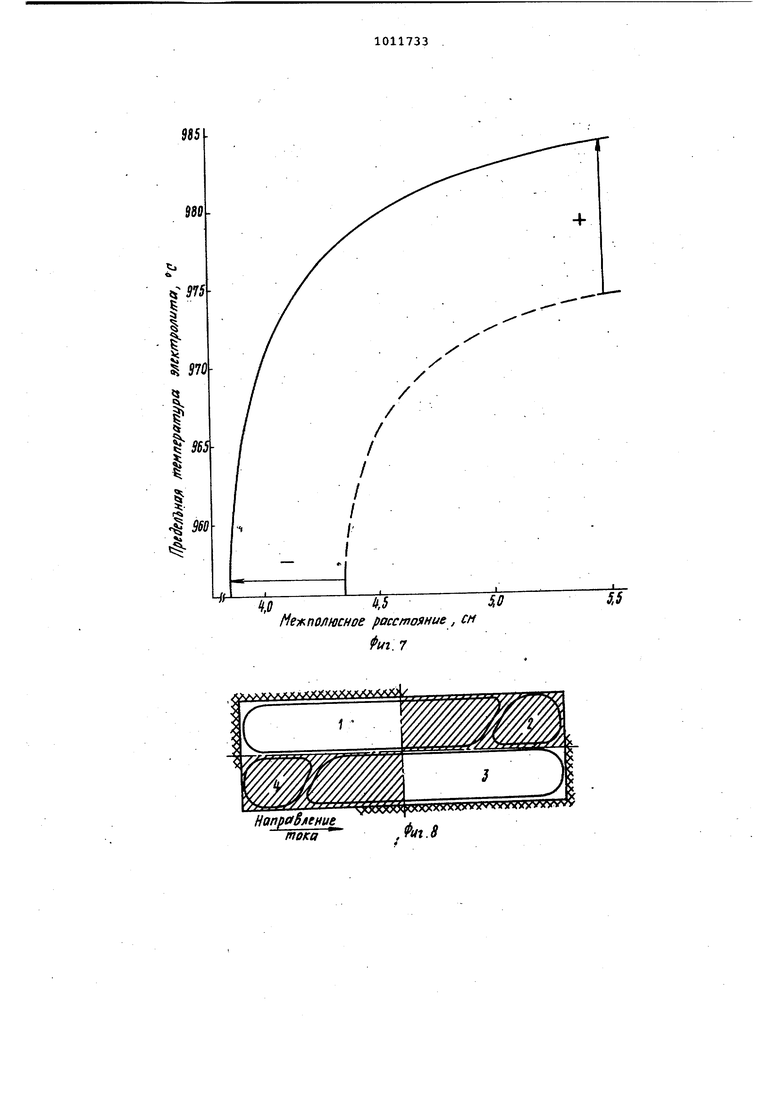
Изобретение относится к электрол тическому получению алюминия. Известно, что непременным услови ем, обеспечивающим высокие техникоэкономические показатели процесса электролиза алюминия, является нормальный технологический режим, отсу ствие глубокого расстройства технологии индивидуального и особенно массового характера, приводящего к снижению выхода по току в корпусах электролиза на 5-20% fl Глубокое расстройство технологического режима проявляется в таких нарушениях технологии как конусы на подошве анода, работа в бок прорыв расплава осадки и кор жи на подине, потеря уровня электролита и др. Все так или иначе связаны с неравномерной работой анодного узла, требуют своевременного обнаружения, ликвидации нарушений и предупреждения их последствий. Известен способ регулирования процесса электролиза путем поиска и стабилизации температуры электрол та, при которой имеет место наиболе высокая производительность электролизера С21. Недостатками способа являются отсутствие информации о зарождающих ся технологических нарушениях, не связанных в момент поиска с произво длительностью электролиз.ера, невозможность своевременного их устранения. Со временем это приводит к тяжелым последствиям и снижает не тол ко среднюю производительность, но и другие технико-экономические пока затели процесса электролизера. При наличии нарушений в технологическом состоянии электролизера вывод его н оптимальный режим таким способом не возможен, а стабилизация процесса п заданной температуре даже вредна, так как препятствует саморегулирова нию электролизера. Способ электролитического получения алюминия Сз , предусматривающий регулирование междуполюсного расстоя НИН в диапазонах 2-6 или 12-30% от его максимального рабочего значения предотвращает некоторые из таккх нарушений науглероживание, электролита, зааатие на пене , образование конусов при протеках пека и др. Однако при нарушениях вида работа в бок , связанных с устойчивыми отставаниями в сгорании обшир ных участков анода, с глубокими дефектами в теле анода (трещины), эффективность способа резко снижается. Возрастает количество прорывов расплава, ухудшается сортность алюминия, увеличиваются трудозатраты, связанные с ликвидацией коржей, формированием рабоче1 о пространства, ремонтны ми работами на ходу электролизера. Обнаружение и устранение нарушений в работе электролизера, приводящих к перечисленным последствиям, этим способом не предусматривается. Для обнаружения неровностей подошвы анода известны способы контроля . по пульсациям рабочего напряжения 4 и по напряжению анодного эффекта, вызванного подъемом анода С5. Первый способ позволяет устранить глубину неровностей, центральный или переферийный характер их расположения. Недостатком его является отсутствие информации об ассимметрии в расположении неровностей, вызывающей работу в бок . Второй способ предполагает определение местонахождения неровности визуальным путем по искровым разрядам и волнению расплава в ее районе. Недостатками этого способа являются его субъективность и ненадежность, так как процессы, протекающие в междуполюсном зазоре алюминиевого электролизера, практически наблюдать невозможно, поведение расплава и искровые разряды на аноде можно наблюдать только по периферии. Неравномерная работа электролизе- ра оценивается на практике комплексом измерений и наблюдений после вскрытия, корки по равномерности газовыделения и профилю насты 1И, по локализации искровых разрядов при анодном эффекте, анодчиками - по высоте и форме конуса спекания и состоянию жидкой фазы анода (ее перегреву на отдельных участках и т.п.) б и 71. Получаемая при э.том информация является субъективной и недостаточной, отсутствуют сведения о диркуляции металла, которая определяет следующую стадию развития нарушения, связанного с работой электролизера .в бок . Таким образом, известные способы контроля и накопленный производственный опыт не позволяют с достаточной объективностью установить и своевременно устранить причины, вызывающие ряд тяжелых последствий (прорыв рас,плава, коржи, потерю уровня электролита и др.) , которые связаны с неравномерной работой электролизера. Такое положение осложняется тем, что по неясным до сих пор причинам перегрузки током одних и тех же участков анода из-за.его дефектов часто вызывает противоположные явления: горячий ход и прорыв расплава в одном случае и холодный ход потерю уровня электролита - в другом L63 или образование осадков и коржей в одном случае и разрушение подовой футеровки 1 с ухудшением сортности алюминия в другом . Наиболее близким к изобретению является способ контроля работы алю миниевого электролизера по предельной температуре электролита 8. По знаку отклонения рабочей температуры от ее предельного значения судят о режиме работы электролизера. По значению предельной температуры оценивают технологическое состоя ние электролизера. Интервал предель ных температур электролита 970 97.5с соответствует нормальному технологическому состоянию, а интер валы более низких температур электр лита - сокращению рабочего простран ства боковыми настылями и заполнени его подовыми настылями и осадком. В своем развитии указанные наруш ния в зависимости от условий приво V . v л. jf л ахлял, t, дят либо к потере уровня электролита (его уходу в настыли), либо к образованию коржей (затвердеванию осадков). Возможность их обнаружения на ранней стадии развития является преимуществом способа по сравнению со всеми предыдущими. Однако эта возможность реализуется, неполностью, таккак признаки обнаружения нарушений (снижение предельной температуры электролита против ее нормального значения) оди наковы, а последствия (коржи и потеря уровня ), различны и требуют для своего предотвращения разных приемов. Кроме того, указанный способ не позволяет обнаружить- нарушения в работе электролизера с другими тяжелыми последствиями - разрушением его футеровки, снижение сортности металла, прорывами расплава. Целью изобретения является повы шение точности и достоверности контроля за счет обнаружения нарушений, связанных с потерей уровня электролита, разрушением подины и прорывом расплава. Поставленная цель достигается тем, что по знаку отклонения предельной температуры электролита от интервала 970-97S C определяют интенсивность циркуляции металла, при отрицательном знаке закисляют электролит, при положительном - за щелачивают, а по совпадению с этим знаком знака отклонения a нимaльнo го предельного междуполюсного расстояния от значения его при нормал ной работе определяют токовую нагрузку в аноде над зонами интенсивной циркуляции металла, ее увеличе ние при совпадении знаков или умен шение при несовпадении, и соответственно уменьшают или увеличивают токовую нагрузку этих зон. 33 Признаки нормсьльной работы электг ролиэера заключаются в следующем. Известно, что область рабочих температур электролита и междуполюсных расстоянйй разделяется кривой предельных температур элект- ролита на две: вправо - вниз от кривой находится область, в которой температура электролита определяется количеством выделякяцегося Джоулева тепла и увеличивается с увеличением междуполюсного расстояния; влево-вверх от кривой находится ооласть, в которой температура электролита определяется скоростью обратных реакций (окисления), протекающих с выделением тепла, и увеличивается с уменьшением междуполюсного расстояния. Это область спонтанного роста температуры электролита, определяющего развитие горяА -/11 сдс:л7аплдс:4. h/ j cxOJDjrlinc;i чего хода вследствие зажатия (занижения), междуполюсного расстояния на температуре . На фиг. 1,,7 и 9 показаны схемы циркуляции металлапри нарушенияк в работе анодного и катодного узлов электролизера согласно изобре.тению; на фиг. 2,4,6,8 и 10- соответственно кривые предельных температур электролита. Пологая часть кривой предельной температуры электролита (фиг. 1) при нормальной работе .лектролизера проходит в интервале 970-975°С. . Крутая часть кривой становится парал-лельной оси ординат при минимальном предельном междуполюсном расстоянии. Положение пологой части кривой относительно осей координат зависит от режима циркуляции металла, а величи минимального предельного между полюсного расстояния определяется силой тока серии и для J 157 кА при нормальной работе электролизеров равна 4,4 см (фиг. 1). Для электролизеров с верхним токоподводом схема циркуляции металла характеризуется наличием в планарной плоскости четырех замкнутых контуров, по которым катодный алюминий циркулирует с различной скоростью. Различие связано с конструкцией электролизера, его ошиновкой. Зоны интенсивной циркуляции металла на фиг. 2 показаны штриховкой крест ни крест. В четвертях 1 и 3 цирку;1яция более интенсивна, чем в 2 и 4. При нормсшьной работе электролизера имеет место небольшое смещение циркуляционных контуров относительно осей симметрии, в основном влево от поперечной оси. Нарушения в работе анодного и катодного узлов электролизера приводят впоследствии к увеличению содержания кретлния в алютлинии (случай А фиг. 3 и 4), образованию коржей (случай Б - фиг. 5 и 6), прорыву расплава (случай В - фиг. 7 и 8), цотере уровня электролита (случай Г - фиг. ,9 и 10). На фиг. 3, 5, 7и 9 для сравнения штриховой линие нанесена кривая предельных темпера, тур, характеризующая нормальную работу электролизера (фиг. 1). На фиг. 4,6,8 и 10 заштрихованы те четлерти, в которых вследствие различного сопротивления (главным образом, в анодном узле) токовая на рузка на 10-30% больше. Из фиг.4,6, 8и 10 видно, что-неравномерная работа анодного узла смещает циркул ционные контуры металла относительно поперечной оси электролизера. Зонам с повышенной плотностью тока в аноде соответствует обычно расгШрение циркуляционного контура (фиг. 4 и 10) . Однако наличие осадков на подине создает в зависимости от их размеще ния дополнительные магнитно-гидродинамические силы, приводящие к про тивоположному смещению циркуляционных контуров относительно осей симметрии (фиг. б и 8). В условиях неравномерной работы анодного узла перенос тепла металлом, а значит и весь тепловой режим электролизера определяется скоростью циркуляции металла в наиболее развитых контурах, смывающих большую часть рабочего пространства. Изменение теплового режима при неравномерной работе проявляется в отклонении предельной температуры электролита и минимального предельного междуполюсного расстояния от их нормальных значений. На фиг. 3,5 7 и 9 стрелками и знаками (+) и (-) показано направление такого отклонения: увеличение или уменьшение .соответственно. В общем случае повышение анодной плотности тока увеличивает минимальное предельное междуполюсное расстоя ние. В случаях А и Г (фиг. 4 и 10) над зонами расширенных циркуляционных контуров металла имеет место повышен ная плотность тока в аноде и минимальное предельное междуполюсное расстояние отклоняется от своего зна чения при равномерной работе анодного узла в сторону увеличения; в случаях Б и В .(фиг. 6 и 8), наоборот, происходит его уменьшение вследствие пониженной плотности тока в аноде над зонами расширенных циркуляционных контуров. Отклонение предельной температурь электролита от ее нормального значения зависит от интенсивности циркуляции металла. Чем выше скорость циркуляции металла, тем выше предель ная температура электролита, и наоборот. В .случаях А и В (фиг. 4 и 8) расширение циркуляционных контуров происходит в тех четвертях электролизера, где циркуляция металла наиболее интенсивна, и предельная температура электролита превышает ее значения, характерные для нормальной работы электролизера (отклонение в сторону увеличения), а в случаях Б и Г (фиг. б и 10), наоборот, из-за низкой скорости циркуляции металла в зонах расширения контуров предельной температуры электролита отклоняется от ее значения при нормальной работе в сторону уменьшения. Область рабочих значений температур электролита и междуполюсных расстояний, обеспечивающих ограничение обратных, реакций и высокую производительность электролизера (вправовниз от кривой предельных температур) , в случаях А, Б, В и F различна. Это обстоятельство в случаях А и В (фиг. 3 и 7) (отклонение предельных температур в сторону увеличения) позволяет обслуживающему персоналу работать в широком диапазоне температур без существенного снижения производительности электролизера. При этом, однако, увеличивается вероятность разрушения футеровки, повышается содержание кремния в алюминии случай А и число прорывов- расплава случай В. В случаях Б и Г (фиг. 5 и 9) отклрнение предельных температур в сто рону их снижения вынуждает во избежание потерь металла, подбирая междуполюсные расстояния, состав электролита и формируя настыль, работать при низких температурах электролита и увеличивает тем самым вероятность возникновения нарушений вида кор-жи (случай Б) - из-за затвердевания на подине обильных осадков и потеря уровня электролита (случай Г) - вследствие вымораживания электролита и ухода его в настыль. При сохранение условий неравномерной работы анодного узла операции чистки подины от обильных осадков и коржей недостаточно эффективны, так как приводят лишь к переходу одного вида нарушений в другой: случай Б переходит в А, случай Г - в В. В результате изменения схемы циркуляции металла нарушение вида коржи сменяется нарушением увеличенное содержание кремния в алюминии , а потеря уровня I I I электролита прорывом расплава Желаемый результат может быть достигнут только путем выявления зон токовой перегрузки и ее устранения.
При совпадении знаков отклонения предельной температуры и минимального предельнЬго междуполк)сного расстояния (случай А и Б) заключают, что над интенсивной циркуляции металла (в 1-й и 3-й четвертях) имеет место перегрузка анода током, а при несовпадении знаков отклонения (случаи В и Г) - пониженная токовая нагрузка.
Выравнивание токовой нагрузки в аноде можно осуществить,изменив его электросопротивление, например увеличивая его в токовой перегрузки (на электролизерах с самообжигающимся анодом - путем временног отключения части, штырей, на.электролизерах с обоженными анодами - путем подъема анодных блоков).
Изменение интенсивности циркуляции металла устанавливают по знаку Отклонения предельной температуры от ее нормального значения: при положительном знаке - усиление циркуляции (случай А и В), а при отрицательном - ослабление (случаи Б и Г) .
Для снижения вероятности возникновения нарушений, связанных с разрушением футеровки электролизера вследствие усиления циркуляции металла (случаи А и В), электролит защелачивают, укрепляют тем самым настыль, увеличивают ее объем и противодействуют дальнейшему усилению циркуляции металла, (для укрепления настыли возможно также введение в электролит соединений Wg и Са, но этот прием является менее гибким, чем изменение криолитового отношения, поэтому его следует применять в тяжелых условиях в качестве дополнительного) ,
Для снижения вероятности образования коржей и потери уровня электролита , связанных с ослаблением циркуляции металла (случаи Б и Г) электролит закисляют.-Этим (достигается расширение рабочего пространства (настыль легче оплавляется) , циркуляция металла усиливается. Образование коржей и
уход электролита в настыль затрудняется.
Предлагаемый способ контроля работы алюминиевого электролизера предусматривает: определение текущих значений предельной температурил электролита и минимального предельного междуполюсного расстояния при работе электролизера; сопоставление полученных значений со значениями,
0 характеризующими нормгшьную работу электролизера; определение знака отклонения текущего значения предельной температуры от нормального . и оценка по знаку отклонения интенсивности циркуляции металла; определение знака отклонения текущего значения глинммального предельного междуполюсного расстояния от его нормальной величины; сопоставление знака отклонения минимального предельного междуполюсного расстояния со знаком отклонения предельной темпера.туры электролита и определение по результатам сопоставления токовой нагрузки, ее увеличения или
уменьшения в зонах интенсивной цир- куляции металла (в 1-й и 3-й четвеотях на электролизерах с верхним токоподводом); увеличение или .уменьшение токовой нагрузки в зонах интенсивной циркуляции металла путем отключения на электролизерах с верхним токоподводом 2-20% штырей во 2-ой и 4-ой четверти анода при несовпадении знаков отклонений или
5 в 1-ой и 3-ей при совпадении; закисление электролита при отрицательном знаке отклонения предельной температуры путем введения фто. ристого алюминия или солевых добавок с пониженным крйолйтовьм моду-, лем, или защелачивание электролита при положительном знаке отклонения путем введения в электролит фтористого натрия, соды и других щелочных солевых добавок.
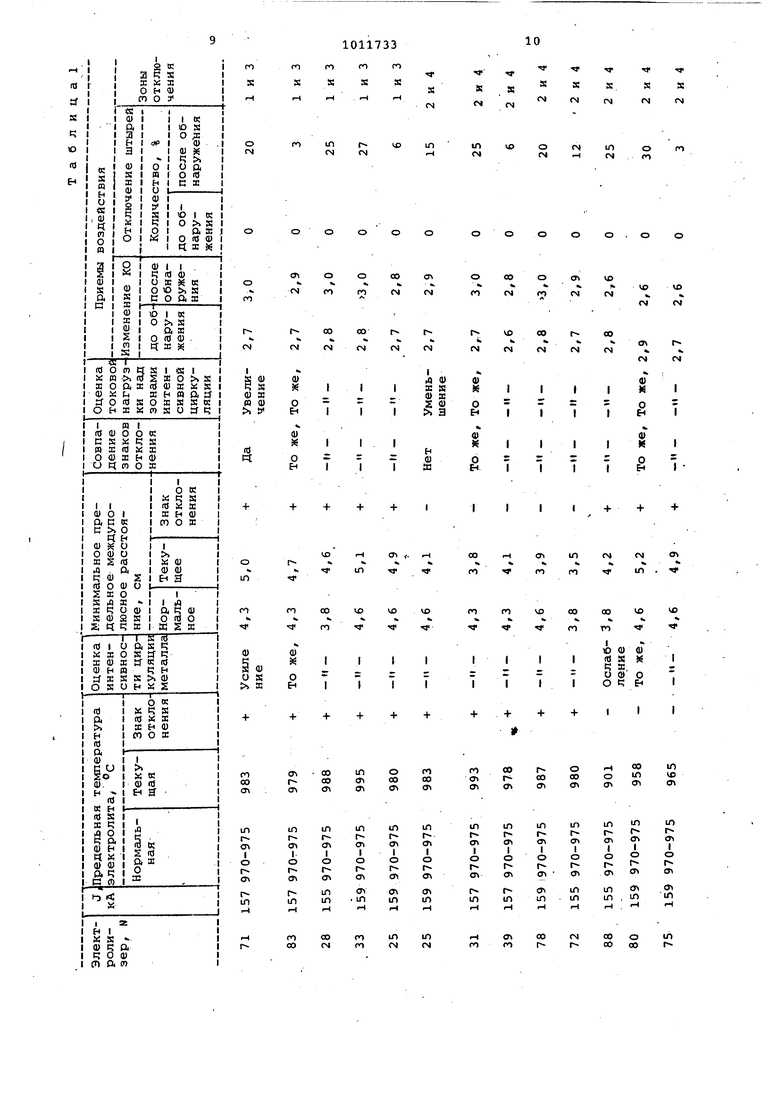
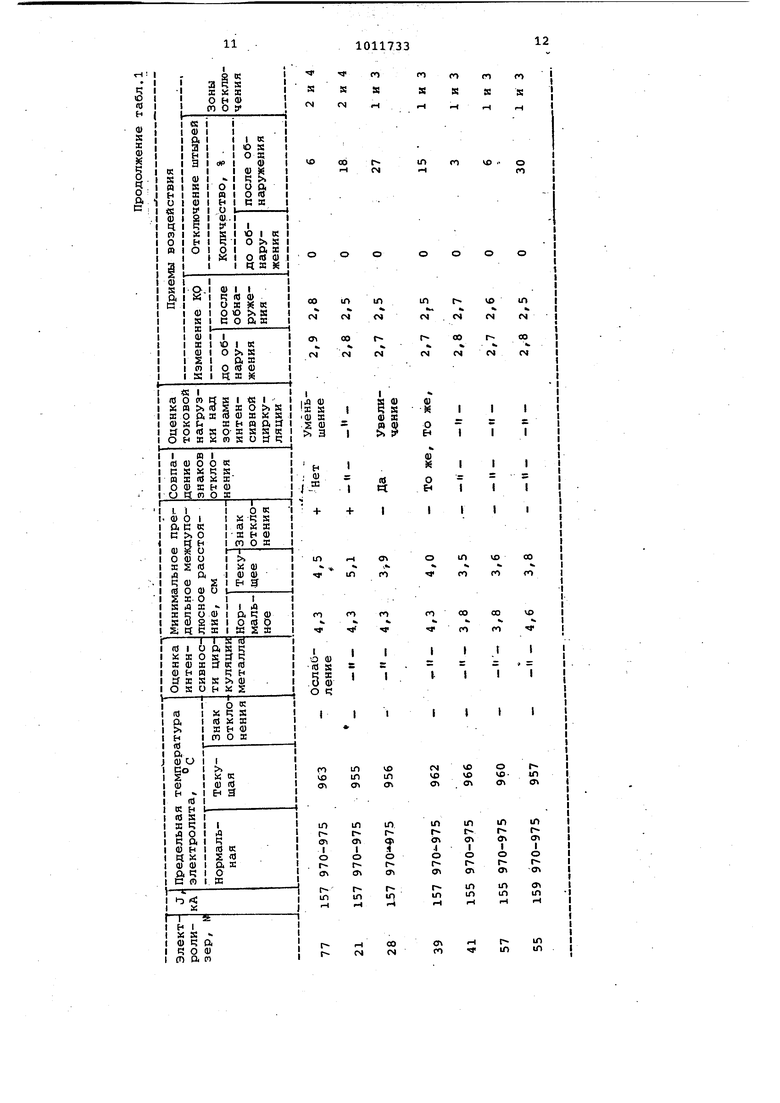
П римеры осуществления способа; приведены в табл. 1.
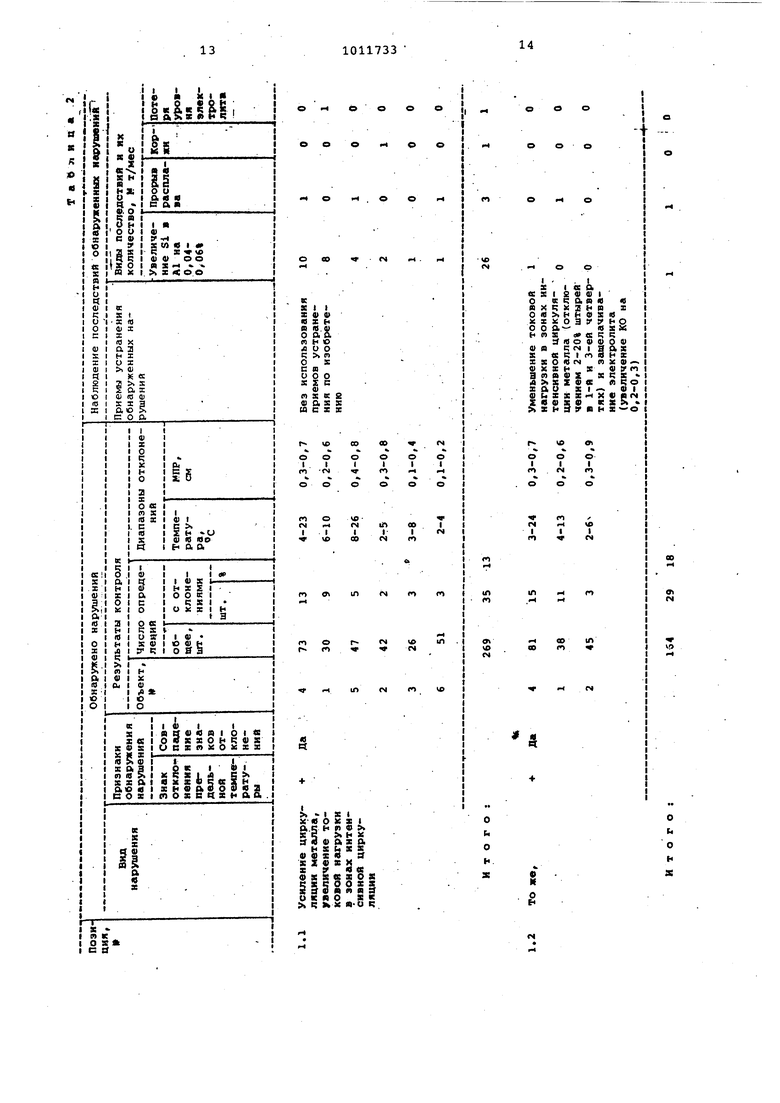
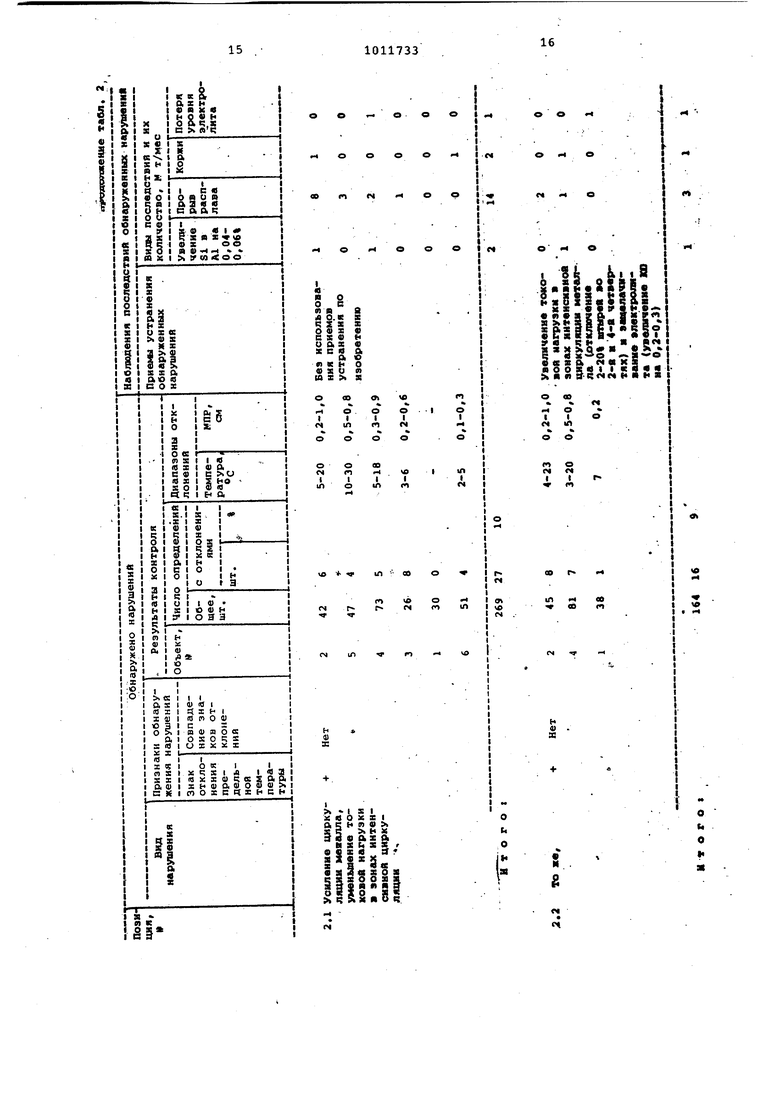
Результаты проверки работы на электролизерах с верхним токоподводом приведены в табл. 2.
1Л CN
о
fNI
о
IT)
о
(N CN|
го
ю 1 н
ш
S
х (1
Ч о
4оооог
«оП(Ч«ноо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролитического получения алюминия | 1982 |
|
SU1054451A1 |
| Способ регулирования теплового режима алюминиевого электролизера | 1979 |
|
SU855079A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЯ И ДИОКСИДА УГЛЕРОДА ИЗ ОКСИДНО-ФТОРИДНЫХ РАСПЛАВОВ В БИПОЛЯРНОМ ЭЛЕКТРОЛИЗЕРЕ | 2010 |
|
RU2425913C1 |
| Способ контроля работы алюминиевогоэлЕКТРОлизЕРА | 1978 |
|
SU850743A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ | 2020 |
|
RU2742633C1 |
| Способ контроля работы алюминиевого электролизера | 1980 |
|
SU1041607A2 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ВЫЯВЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ РАССТРОЙСТВ И ОЦЕНКИ СПОСОБНОСТИ ВЫПОЛНЕНИЯ ФУНКЦИЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2245400C1 |
| Способ чистки подины алюминиевого электролизера | 1980 |
|
SU865990A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1995 |
|
RU2095486C1 |

СПОСОБ КОНТРОЛЯ РАБОТЫ АЛЮМИНИЕВОГО ЭД ЕКТРОЛИЗБРА, включающий определение н.арушения работы электролизера по отклонению предельной температуры электролита от интервала 970-975°С, определяющего нормальную работу, отличающийся, тем, что, с целью повышения точности и достоверности контроля за счет обнаружения нарушений, связанных с потерей уровня электролита, разрушением подины и прорывом расплава, по знаку отклонения.предельной температуры электролита от интервала 970-975°С определяют интенсивность циркуляции металла, при отрицательном знаке закисляют электролит, при положительном - защела(Л чивают, а по совпадению с этим знаком знака отклонения минимального с предельного междуполюсного расстйяния от значения его при нормальной работе определяют токовую нагрузку в аноде над зонами интенсивной циркуляции металла, ее увеличение при совпадении знаков или уменьшение , при несовпадении, и соответственно уменьшают или увеличивают токовую нагрузку этих зон. Од САЭ
о. о I II
с« Ю еч
0000
м п-ч
I II
и ош
о
1Л
I
С4
о -
т VO
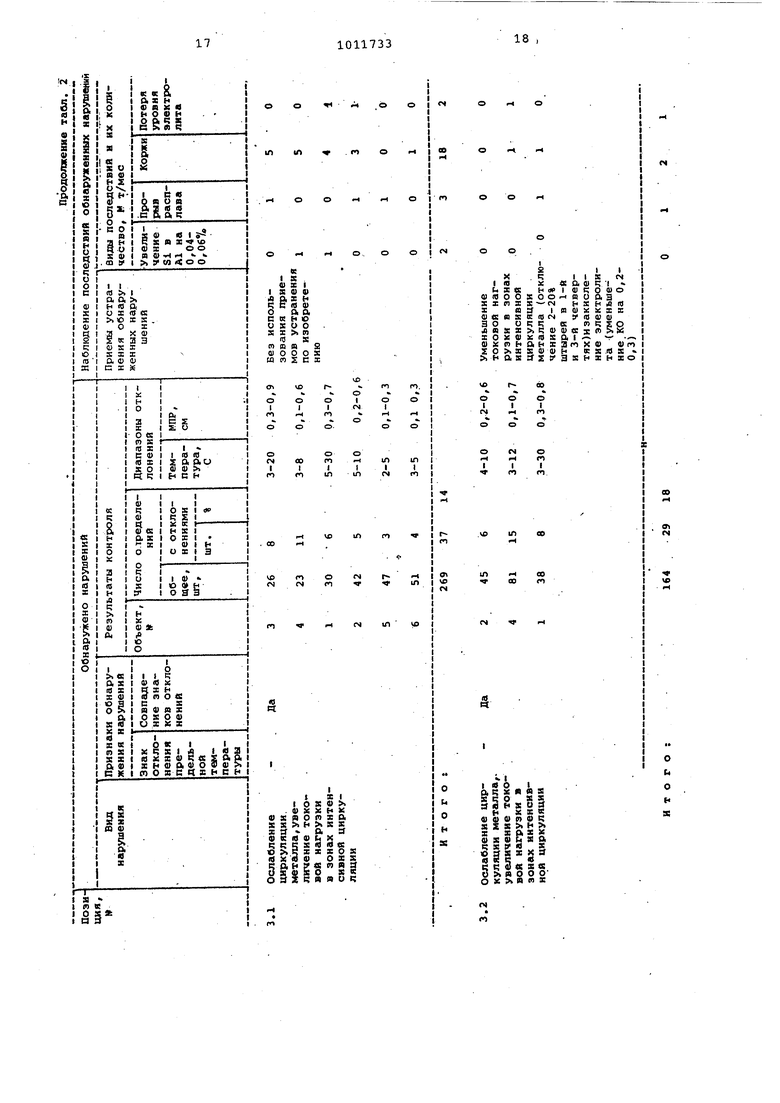
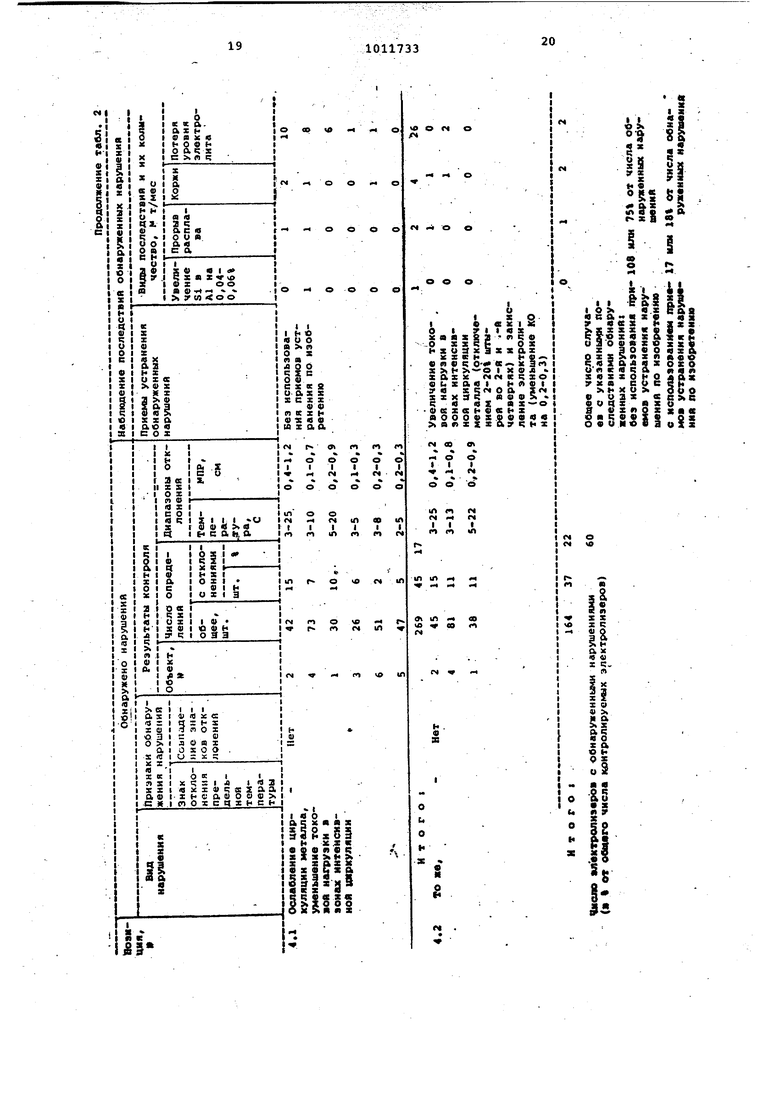
U1 г О) Из табл. 2 видно, что число нару шений вида ослабление циркуляции металла, уменьшение токовой нагрузки в зонах интенсивной циркуляции (позиции 4.1 и 4.2), обнаруженных по отрицательному отклонению предел ной температуры от ее нормального значениями несовпадению с ним знака отклонения минимального предельного междуполюсного расстояния (графы 3 и 4), достигает на практике 30% (графа 7), в среднем 15-20% (графа и примерно в 60% случаев проявляется в форме потеря уровня электроконусы (графа 15, позиция 4.1). При этом, чем больше вели чина отклонения (графы 9 и 10), тем выше вероятность того, что обнаруженное нарушение распределения тока в аноде и циркуляции металла в ванне проявится в возникновении явления потеря уровня электролита (графа 15). Использование приемов устранения обнаруженных нарушений (увеличение электросопротивления во 2 и 4 четвер ти и закисление электролита на 0,2-0,3) сокращает число последствий этого вида в 5-10 раз (графа 15, позиция 4.2 в сравнении с 4.1). Другие явления (прорыв расплава увеличение содержания кремния в алюМИННИ, образование коржей) в случае отклонений предельных температур и междуполюсных расстояний, показанных в позициях 4.1 и 4.2 при проведении промышленных исследований практичнееки не наблюдаются (графы 12-14). Увеличение их количества до 3-10 раз в месяц имеет место при других нарушениях распределения тока и циркуляции металла, обнаруженных по соответствукяцим знакам отклонения предельных температур и междуполюсных расстояний, и аналогично описанному, показано в соответствующих графах остальных позиций табл. 2. Общее число нарушений циркуляционного режима электролизера, связанных с его неравномерной работой и наличием осадка на подине, его распределением, достигает в корпусах электролиза 20-60% и более, чем в 50% случаев приводит со временем к таким тяжелым последствиям, как разрушение футеровки электролизера, снижение сортности металла, прорывы расплава, кОржи, конусы и другие. Использование изобретения позволяет сократить их число в 3-5 раз, . наличие в корпусах электролиза нарушений вида осадки, коржи, конусы снижает выход потоку на 5%. При хорошем состоянии технологии в корпусах электролиза, когда количество таких нарушений в 3-5 раз ниже (объекты 3 и 6, графы 14-15 в табл. 2), резерв увеличения выхода по току от внедрения изобретения составляет 1%.. Таким образом, обнаружение нарушений технологии и предупреждение их развития по предлагаемому способу без дополнительных капитальных зат рат повышает выход по току до 85% что только за счет снижения условнопортоянных расходов дает эконсялию 37,7 тыс. руб. на корпус.
х оо А&ллйббй«:
шока
57J
§
I
5 iii
i.0it,55,0
He di/hoftnCHoe расстояние, см
Фчг:5
S.S
Напр0ёление
тока
.Фчг.8
975
I
X
§970
X
/
/
I |S55
/
/
I
/
+
MejKdt no/itocHoe. fnnccmoflnue, Фиг. 9
CM
