1
Изобретение относится к электрометаллургии легких металлов, в частности, к технологии электролитического способа получения алюминия.
При электролитическом способе по- 5 лучения алюминия на подошве анода электролизера может образоваться неровность, которая приводит к нарушению нормального режима электролизера.10
Известен способ выравнивания подошвы анода алюминиевого электролизера, включающий изменение глубины погружения анода в электролит. Согласно этому способу, за счет подъема анода 5 увеличивают межэлектродное расстояние и проводят процесс на этом электролизере при рабочем напряжении 7-10 В. При этом, в силу повышения плотности тока в районе неровности, 20 последняя постепенно сгорает l .
Недостатками этого способа являются отрицательное влияние на технико-экономические показатели процесса электролиза и высокие трудозат- 25 раты.
Это связано с перегревам электролита при длительной работе электролизера на повышенном напряжении. В результате нарушается технологичес- ЗО
кий режим электролиза, форма рабочего пространства электролизера. Появляется необходимость в интенсивном охлаждении расплава твердым металлом, оборотным электролитом и учащенными обработками с минимальной загрузкой : глинозёма. Все это снижает техникоэкономические показатели процесса электролиза и приводит к повышению трудозатрат.
т Цель изобретения - улучшение технико-экономических показателей процесса электролиза и снижение трудозатрат.
Поставленная цель достигается тем, что снижают глубину погружения ано-. да в электролит до возникновения анодного эффекта. . С целью ликвидации неровностей, соизмеримых пО площади с площадью подошвы анода, снижают глубину погружения аньда в электролит до 2-4 см на 1-5 мин.
Кроме того, с целью ликвидации локальных неровностей, снижают глубину погружения анода в элек7ролит до 0,1-1 см.
Этот способ значительно эффективнее известного, так как позволяет значительно увеличить плотность тока в районе неровности. Этому способствует то обстоятельство, что большая часть анода при анодном эффекте изолирована газовой прослойкой , имеющей значительное электросопротивление .
: Способ осуществляется следующим образом.
Снижают глубину погружения анода в электролит до возникновения анодного эффекта и сжигают неровность, В случае, если площадь неровности соизмерима сплощадью анода, глубину погружения анода снижают до /-4 см на 1-5 мин. Величина 2-4 см определяет возникновение искусственного анодног эффекта. Верхний предел времени сжигания (5 мин) обусловлен опасностью перегрева электролита. Если по истечении 5 мин неровность сгорает не полностью, анодный эффект ликвидируют, и операцию сжигания через некоторое время повторяют. В случае, если неровность имеет локальньай характер по площади, снижают, глубину погружения анода в электролит до 0,1-1см. В этом случае неровность не сжигается, а разрушается за счет создания в ней плотности тока выше 15-20 А/см Нижний предел глубины погружения
анода в электролит (0,1 см) определяется опасностью разрыва электрической цепи. Снижение глубины погружения анода в электролит может достигнуто за счет слива металла или электролита, а также подъемом анода. Последний вариант наиболее прост в исполнении.
Пример. Способ выравнивания подошвы аноДа испытывают на промышленых электролизерах с самообжигающимся анодом. При этом после уменьшения загрузки глинозема при помощи подъема анода на электролизерах создают искусственный анодный эффект эа счет снижения глубины погружения анода в электролит. При снижении последней величины до 2-4 см неровность сжигаю в течение 1-5 мин, при снижении до 0,1-1 см неровность разрушают за сче создания в ней плотности тока выше 15-20 А/см . После уничтожения не- , ровности анод возвращают в прежнее положение, анодный эффект устраняют, в случае разрушения неровности куски ее извлексцот из расплава. Проверк подошвы анода стальным скребком подтверждает отсутствие неровности.
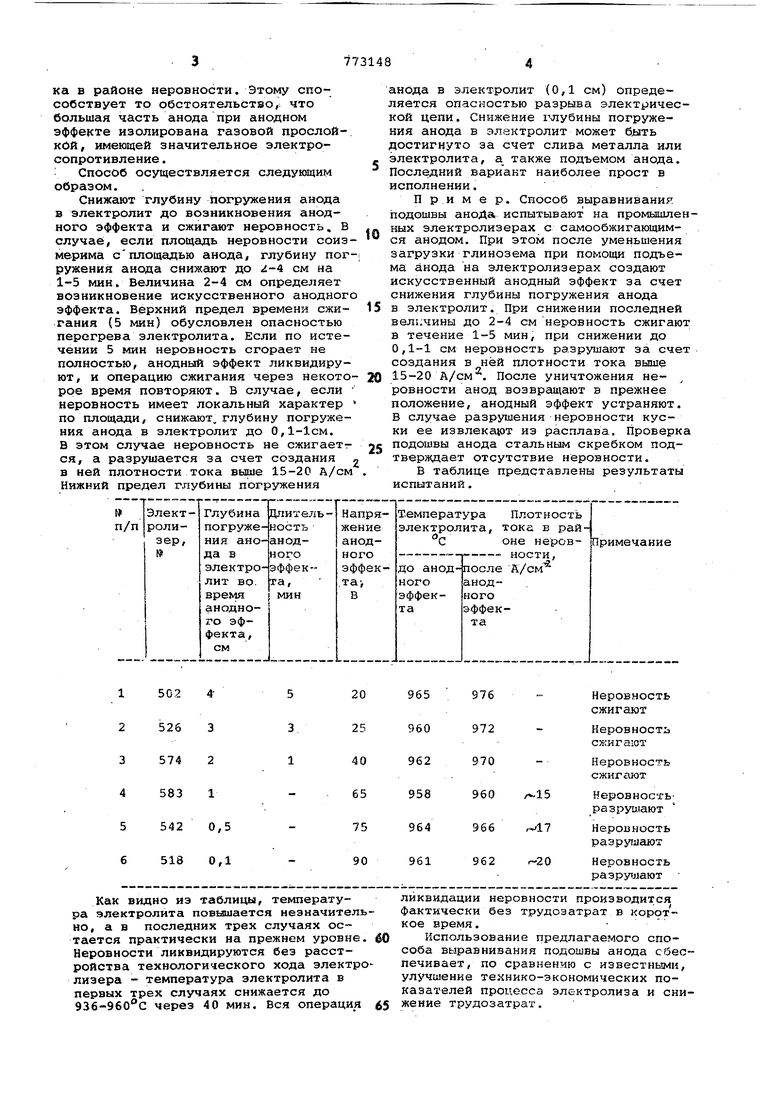
В таблице представлены результаты испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния подошвы анода электролизера для получения алюминия | 1981 |
|
SU1002410A1 |
| Способ контроля состояния подошвы анода алюминиевого электролизера | 1978 |
|
SU773152A1 |
| Способ получения алюминия | 1990 |
|
SU1772219A1 |
| Способ электролитическогопОлучЕНия АлюМиНия | 1979 |
|
SU831870A1 |
| Способ защиты угольной части анода от окисления | 2018 |
|
RU2687526C1 |
| Способ контроля работы алюминиевого электролизера | 1981 |
|
SU1011733A1 |
| Анодный расходуемый токоподвод электролизера для получения алюминия | 1980 |
|
SU885360A1 |
| Электролизер для рафинирования алюминия | 1990 |
|
SU1788092A1 |
| Электролизер для получения металлов и сплавов | 1985 |
|
SU1286641A1 |
| СПОСОБ ВЫРАВНИВАНИЯ ПОДОШВЫ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2017 |
|
RU2664585C1 |
Как видно иэ таблицы, температура электролита повышается незначительно, а в последних трех случаях остается практически на прежнем уровне. Неровности ликвидируются без расстройства технологического хода электро лизера - температура электролита в первых трех случаях снижается до ЭЗе-ЭбО С через 40 мин. Вся операция ликвидации неровности производится фактически без трудозатрат в короткое время. Использование предлагаемого способа выравнивания подошвы анода обеспечивает, по сравнению с известными, улучшение технико-экономических показателей процесса электролиза и снижение трудозатрат. 57731 Сэрмула изобретения 1.Способ выравнивания подошвы анода алюминиевого электролизера, включающий изменение глубины погружения анода в электролит, отличаю- . щ и и с я тем, что, с целью улучше- ния технико-экономических показателей процесса электролиза и снижения трудозатрат, снижают глубину погружения анода в электролит до возникновения.ц анодного эффекта., 2.Способ по П.1, о т.л и ч а ю-щ и и с я тем, что, с целью ликви8.6 1чации неровностей, соизмеримых по Шлощади с площадью подошвы анода, снижают глубину погружения анода в электролит до 2-4 см на 1-5 минут, 3. Способ по п. 1, отличающийся тем, что, с целью ликвидации локальных неровностей, снижают глубину погружения анода з электролит до 0,1-1 см. Источники информации, принятые во внимание при экспертизе 1. Беляев А.И. Металлургия легких металлов., М.,, 1953, с. 303.
