Изобретение относится к облает гальванического нанесения покрытий и может быть использовано в процессе хромирования ла токе переменной полярности. Известен способ стабилизации галь ванического процесса на токе перемен ной полярности, включающий регулирование величины тока ванны и коррекцию количества электричества, проте кающего через ванну в периоды анодной полярности обратно пропорциональ но отклонению напряжения на электро дах от заданного значения во время катодной полярности 1. Недостаток известного способа со тоит в нестабильности производитель ности процесса гальванической обработки изделий. Целью изобретения является стабилизация производительности процес са гальванической обработки в непре рывном технологическом процессе изготовления изделий. Поставленная цель достигается те что регулируют величины тока ванны коррекцию количества электричества, протекающего через ванну в периоды анодной полярности обратно пропорционально отклонению напряжения на электродах от заданного значения во время катодной полярности, а коррекцию количества электричества осуществляют изменением величины анодного тока ванны в зависимости, прямо пропорциональной изменению выхода по току. Способ осуществляется следующим образом. При работе ванны хромирования происходит постепенное обеднение электролита хромовым ангидридом, выход по току и электропроводность электролита снижаются. Ухудшение проводимости при стабильных величинах тока и температуры приводит к повышению напряжения на электродах ванны, что является косвенным параметром для оценки величины выхода по току. Для компенсации снижения толщины покрытия из-за уменьшения выхода по току необходимо уменьшить количество электричества, протекающего через ванну во время анодной полярности без изменения ее длительности, путем уменьшения величины анодного тока. При этом продолжительность гальванического процесса, складывающаяся из суммарного времени катодных и анодных полярностей, остается постоянной.
обеспечивается ритмичный выпуск дета лей и встраивание гальванической обработки в непрерывный технологический процесс изготовления изделий.
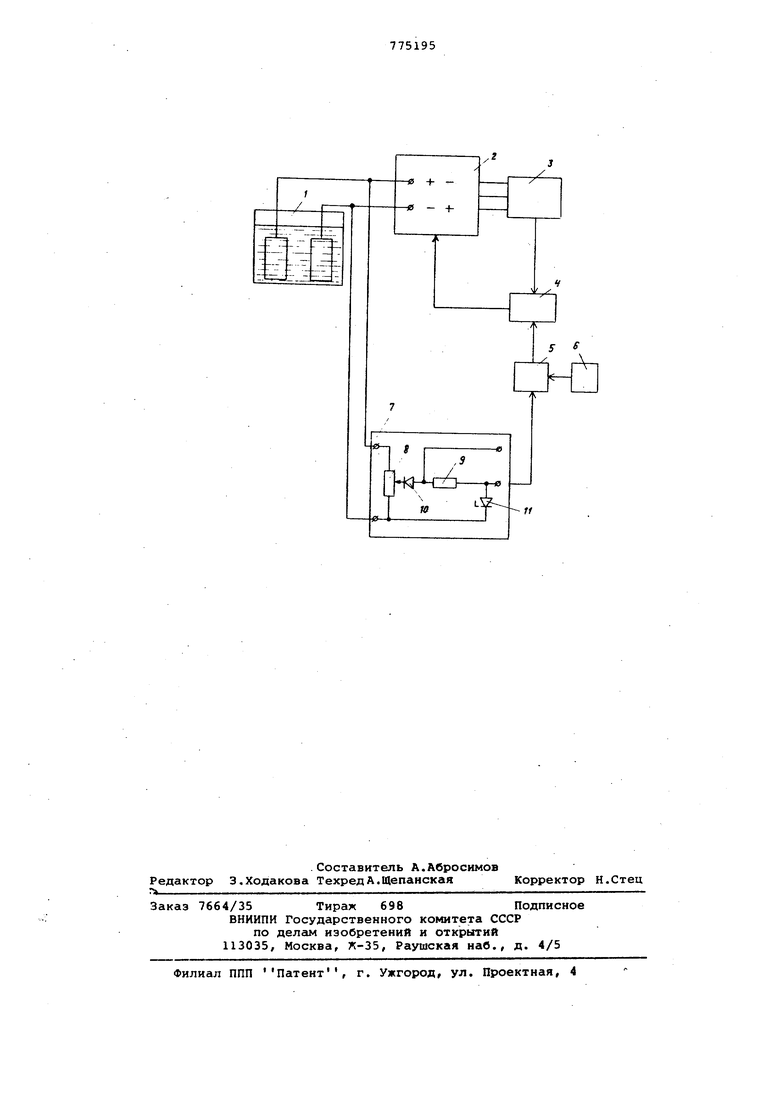
Способ осуществляется с помощью устройства, блок-схема которого представлена на чертеже.
Гальваническая ванна 1 питается от реверсивного тиристорного выпрямителя 2, имеющего систему автоматического регулирования силы тока, состоящую, например, из трансформаторов тока 3 и регулятора 4, управляющего цепями поджига тиристорного выпрямителя 2. Цепь коррекции величины анодного тока состоит из запоминающего vcилитeля 5 с датчиком .тока 6, изменяющим коэффициент усиления усилителя 5, и элемента 7, выявляющего изменение напряжения на электродах ванны 1.В элементе 7 час напряжений с электродов ванны 1, снимаемая потенциометром 8,подается на резистор 9 сравнения через разделительный диод 10. Это напряжение сравнивается со стабильным напряжением на кремниевом стабилитроне 11. Напряжение, снимаемое с резистора 9, подается на запоминающий усилитель 5. Сигнал от усилителя 5 подается на регулятор 4 для коррекции величины анодного тока.
Пример. Проводится хромирование поршневых колец на токе переменной Полярности в электролите следующего состава, г/л:
СгОг . 260
H SQj2,3-2,6
Ct- OQ, Не более 10
FeНе более 5
с выходом по току 15%, с длительностью повторяющейся катодной полярности 20 мин, длительностью повторякядейся анодной полярности 40 с; толошна покрытия 0,16 + 0,01 мм, величина тока катодной полярности 800 А, анодной полярности 400 А. После обработки 600 поршневых колец состав электролита изменяется в результате снижения концентрации хромового ангидрида () с 260 до 210 г/л, и выход по току также снижается с 15 до 12%. Следствием этого является повышение- напряжения на электродах ванны во время катодной полярности с 5 до 6 В. Для получения заданной толщины покрытия (0,15 мм) и сохранения длительности анодной полярности 40 с при дальнейшем хромировании в данном электрог лите величина анодного тока уменьшается до 320 А. Изменение напряжения на электродах ванны на 1 В во время катодной полярности выявляется элементом 7 и подается на запоми наю1дий усилитель 5, который . изменяет установку анодного тока регулятора 4 и снижает величину тока до 320 А. Коррекция величины тока анодной полярности происходит непрерывно. При этом длительность как катодной,так и анодной полярности,а следовательно и общее время процесса не. меняются.
Предложенный способ позволяет стабилизировать процесс по времени,
0 создать автоматизированный участок гальванической обработки, осуществляющий ритмичный выпуск деталей,и встроить гальваническую обработку в непрерывный технологический процесс
5 изготовления изделий.
Формула изобретения
Способ стабилизации гальваничес .кого процесса на токе переменной полярности, включающий регулирование величины тока ванны и коррекцию количества электричества, протекающего через ванну в периоды анодной полярности обратно пропорционально отклонению напряжения на электродах от заданного значения во время катодной полярности, отличающийс я тем, что, с целью стабилиза0 Ции производительности процесса гальванической обработки в непрерывном технологическом процессе изготовления изделий, коррекцию количества электричества осуществляют изменением величины анодного тока ванны в зависимости, прямо пропорциональной изменению выхода по току.
Источники информации, принятые во внимание при экспертизе 1. Авторское свиде- ельство СССР
0 по заявке 2567383,кл.С 25 D 21/12, 1978.
X

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации гальванического процесса на токе переменной полярности | 1980 |
|
SU943338A1 |
| Способ стабилизации токовых параметров гальванических процессов | 1978 |
|
SU715650A1 |
| Способ стабилизации гальванических процессов | 1977 |
|
SU623730A1 |
| Способ стабилизации токовых параметров в процессе гальванопокрытий на токе переменной полярности | 1976 |
|
SU655751A1 |
| Устройство для стабилизации гальванического процесса на токе переменной полярности | 1983 |
|
SU1063871A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ В ВАННЕ С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕКТРОДАМИ | 2019 |
|
RU2719050C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 1995 |
|
RU2084560C1 |
| Способ хромирования | 1978 |
|
SU875888A1 |
| СПОСОБ БЕСПОРИСТОГО ТВЁРДОГО ХРОМИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2015 |
|
RU2603935C1 |